Изобретение относится к оборудованию для нанесения отделочных материалов на изделия строительной, станко- и машиностроительной промышленности, .и может быть ислользовано в мебельной и деревообрабатывающей отраслях промышленности для отделки изделий и деталей цилиндрической формы или со сложйым профилем поверхности и поверхностью тела вращения, а также щитовых и брусковых изделий и деталей.
Цель изобретения - расширение диапазона использования за счет обеспечения нанесения покрытия на изделия сложной .формы.
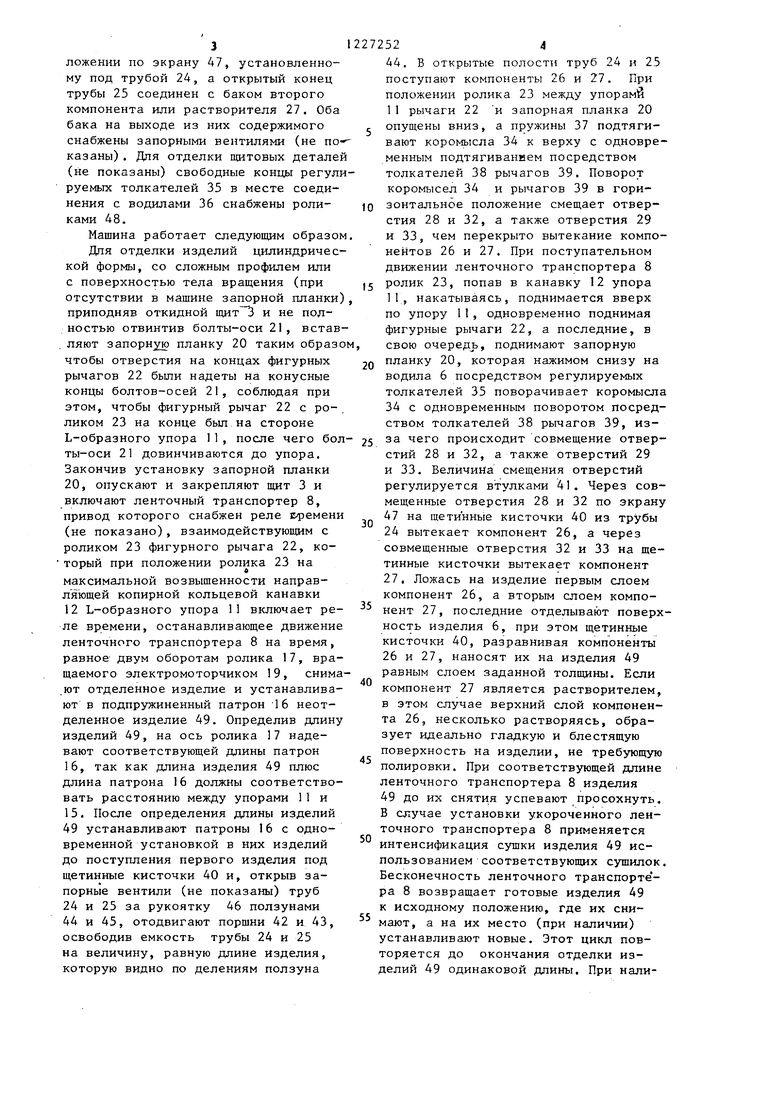
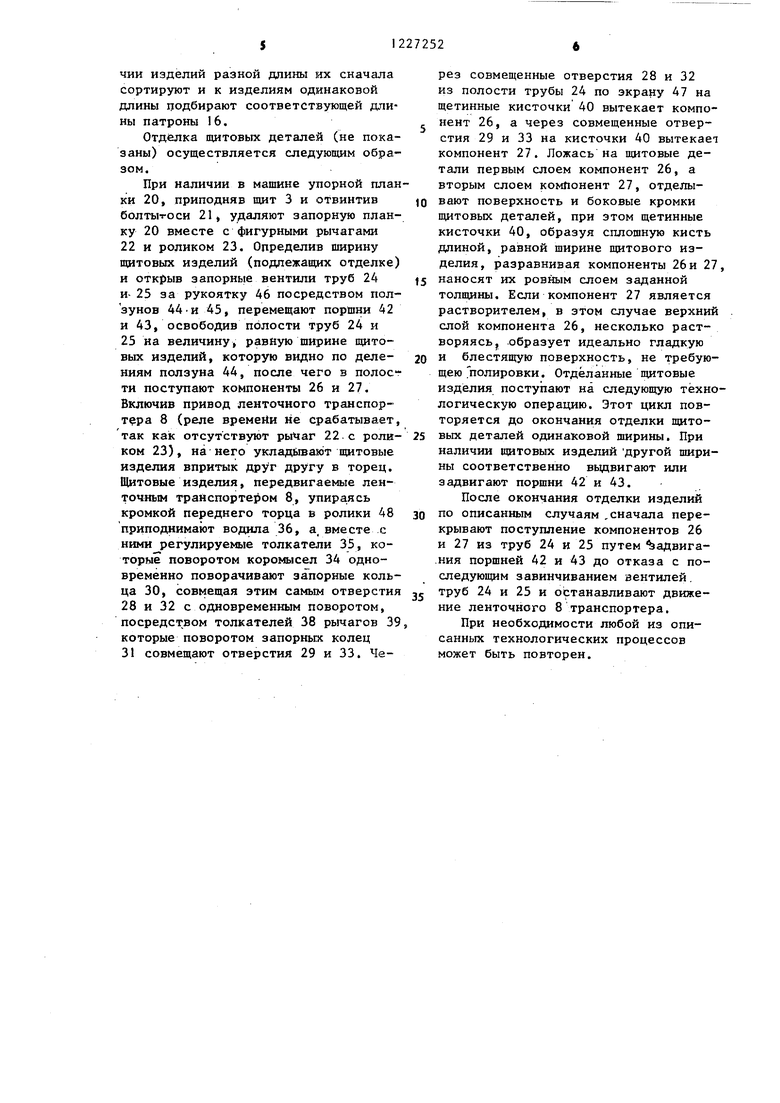
На фиг,1 показана машина, попе- реч:ный разрез; на фиг.2 - вид А на фиг.1; на фиг.З - запорная планка.
Машина состоит из корпуса 1, который в верхней части снабжен раструбом 2 для подсоединения к рециркуляционной установке (не показана),, а по сторонам, -шарнирно укрепленными откидными щитами 3, coдepжaш ми в центральной части .окна 4 для наблюдения за работой машины и качеством отделки. Бока корпуса 1 снаблсены эластичными полами 5 и 6 (полимерная пленка и др.), при этом пола 6, уста- новлен ая со стороны выхода издел.ия., во избежание касания к изделию короче полы 5; закрепленной на входе изделия в машину. Для улучшения герметизации машины между корпусом 1 и откидными щитами 3 установлены прокладки 7. Для передвижения изделий машина снабжена ленточным транспортером 8, подъем которого регулирует- .ся в зависимости от толщины изделия механизмом 9 подвижных роликов 10, гфи этом на боковой стороне ленты транспортера 8 установлены упоры 11 li-образной формь, выполненные на верхней кромке с направляющей копиркой кольцевой канавкой 12, имеющей в средней части фиксирующие канавки 13, и с центрирующими выступами 14 на внутренних поверхностях упоров На противоположной второй стороне, ленты транспортера 8 соосно каждр гу упору 11 установлены упоры J 5 Ц-образной формы, в верхней части которых, установлены подпружиненные патроны. 16, связанные посредством уста- иовленных на их осях роликов 17, контактирующих с шестеренкой 1В,
5
0
5
0
5
0
5
0
5
насаженной на ось электромоторчика 9.
Для отделки изделий цилиндрической формы со сложным профилем поверхности или поверхностью тела вращения машина снабжена запорной планкой 20, которая крепится к торцовым стенкам корпуса . болт-осями 21 и имеет на концах фигурные рычаги 22. Свободный конец одного фигурного рычага 22 снабжен направляющим роликом 23. Разливочная головка машины состоит из верхней 24 и нижней 25 труб, предназначенных для разных компонентов отделочного материала, например верхняя 24 для одного компонента - отделочного материала 26, а нижняя 25 для второго компонента или растворителя 27. В трубках 24 и 25 по прямой линии выполнены отверстия 28 и 29 с одинаковым расстоянием между ними. Эти отверстия 28 и 29 в нерабочем положении перекрываются плотноподогнанными к трубам 24 и 25 и друг к другу запорными кольцами 30 и 31 одинаковой ширины, имeюш ми отверстиями 32 и 33 одинаковых .диаметров с отверстиями 2.8 и 29 и совпадающим с ними в рабочем положении (при сборке головки отверстия 28 и 29 располагаются внизу). Кольцо 30 снабжено коромыслами 34, одни плечи которых шарнирно соединены со регулируемыми толкателями 35 и водилами 36, а вторые плечи соединены с пружина1ми 37 возврата и посредством толкателей 38 шарнирно соединены с плечами рычагов 39, укрепленных .на запорных кольцах 31, при этом на этих же кольцах 31 закреплены щетинные киет.очки 40, которые во время работы машины автоматически соединяются в одну кисть шириной, соответствующей ширине отделываемого изделия 26„ Толщина покрова (пленки) отделочных материалов регулируется при .помощи муфт 41, установленных на регулируе1.1ых толкателях 35. В трубках 24 и 25 соответственно помещены поршни 42 и 43 с ползунами 44 и 45, которые соединены рукояткой 46, при этом на ползуне 44 нанесены деления, равные тол шд-гне запорного кольца 30 :или 31 с нарастающим показателем от рукоятки 46 к поршню 42. Открытый конец трубы 24 соединен с баком (не показан) компонента отделочного материала 26.; стекающего в рабочем по10
15
20
ложенни по экрану 47, установленному под трубой 24, а открытый конец трубы 25 соединен с баком второго компонента или растворителя 27. Оба бака на выходе из них содержимого снабжены запорными вентилями (не по- казаны). Для отделки щитовых деталей (не показаны) свободные концы регулируемых толкателей 35 в месте соединения с водилами 36 снабжены роликами 48.
Машина работает следующим образом. Для отделки изделий цилиндрической формы, со сложным профилем или с поверхностью тела вращения (при отсутствии в машине запорной планки), приподняв откидной и не полностью отвинтив болты-оси 21, вставляют запорную планку 20 таким образом, чтобы отверстия на концах фигурных рычагов 22 были надеты на конусные концы болтов-осей 21, соблюдая при этом, чтобы фигурный рычаг 22 с роликом 23 на конце был на стороне L-образного упора 11, после чего бол- 25 ты-оси 21 довинчиваются до упора. Закончив установку запорной планки 20, опускают и закрепляют пшт 3 и включают ленточный транспортер 8, привод которого снабжен реле с/ремени (не показано), взаимодействующим с роликом 23 фигурного рычага 22, ко- торый при положении ролика 23 на
максимальной возвышенности направяющей копирной кольцевой канавки 12 L-образного упора 11 включает рее времени, останавливающее движение енточного транспортера 8 на время, равное двум оборотам ролика 17, вращаемого электромоторчиком 19, снимают отделенное изделие и устанавливают в подпружиненный патрон 16 неотеленное изделие 49. Определив длину изделий 49, на ось ролика 17 надевают соответствующей длины патрон 16, так как длина изделия 49 плюс лина патрона 16 должны соответствовать расстоянию между упорами 11 и 15. После определения длины изделий 49 устанавливают патроны 16 с одновременной установкой в них изделий о поступления первого изделия под щетинные кисточки 40 и, открыв запорные вентили (не показаны) труб 24 и 25 за рукоятку 46 ползунами 44 и 45, отодвигают поршни 42 и 43, освободив емкость трубы 24 и 25 на величину, равную длине изделия, которую видно по делениям ползуна
г
Э J
30
40
45
50
55
10
15
20
, 25
2272524
44. В открытые полости труб 24 и 25 поступают компоненты 26 и 27. При положении ролика 23 между упорами 11 рычаги 22 и запорная планка 20 г опущены вниз, а пружины 37 подтягивают коромысла 34 к верху с одновременным подтягиванием посредством толкателей 38 рычагов 39. Поворот коромысел 34 и рычагов 39 в горизонтальное положение смещает отверстия 28 и 32, а также отверстия 29 и 33, чем перекрыто вытекание компонентов 26 и 27. При поступательном движении ленточного транспортера 8 ролик 23, попав в канавку 12 упора 11, накатываясь, поднимается вверх по упору I1, одновременно поднимая фигурные рычаги 22, а последние, в свою очереди, поднимают запорную планку 20, которая нажимом снизу на водила 6 посредством регулируемых толкателей 35 поворачивает коромысла 34 с одновременным поворотом посредством толкателей 38 рычагов 39, из- за чего происходит совмещение отверстий 28 и 32, а также отверстий 29 и 33. Величина смещения отверстий регулируется втулками 41. Через совмещенные отверстия 28 и 32 по экрану 47 на щетинные кисточки 40 из трубы 24 вытекает компонент 26, а через совмещенные отверстия 32 и 33 на щетинные кисточки вытекает компонент 27. Ложась на изделие первым слоем компонент 26, а вторым слоем компоЭ J
30
40
45
50
55
нент 27, последние отделывают поверхность изделия 6, при этом щетиннью кисточки 40, разравнивая компоненты 26 и 27, наносят их на изделия 49 равным слоем заданной толщины. Если компонент 27 является растворителем, в этом случае верхний слой компонента 26, несколько растворяясь, образует идеально гладкую и блестящую поверхность на изделии, не требующую полировки. При соответствующей длине ленточного транспортера 8 изделия 49 до их снятия успевают просохнуть, В случае установки укороченного ленточного транспортера 8 применяется интенсификация сушки изделия 49 использованием соответствующих сушилок. Бесконечность ленточного транспорте - ра 8 возвращает готовые изделия 49 к исходному положению, где их снимают, а на их место (при наличии) устанавливают новые. Этот цикл повторяется до окончания отделки изделий 49 одинаковой длины. При наличии изделий разной длины их сначала сортируют и к изделиям одинаковой длины подбирают соответствующей длины патроны 16.
Отделка щитовых деталей (не показаны) осуществляется следующим образом.
При наличии в машине упорной планки 20, приподняв щит 3 и отвинтив
болтытоси 21, удаляют запорную планку 20 вместе с фигурными рычагами 22 и роликом 23. Определив ширину щитовых изделий (подлежащих отделке) и открыв запорные вентили труб 24 и- 25 за рукоятку 46 посредством ползунов 44 И 45, перемещают порщни 42 и 43, освободив полости труб 24 и 25 на величину, равную щирине щитовых изделий, которую видно по деле- ниям ползуна 44, после чего в полости поступают компоненты 26 и 27. Включив привод ленточного транспортера 8 (реле времени не срабатывает, так как отсутствуют 22 с роли- ком 23), на него укладйвают щитовые изделия впритык друг другу в торец. Щитовые изделия, передвигаемые ленточным TpaftcnopTeiioM 8, упираясь кромкой переднего торца в ролики 48 приподнимают водила 36, а, вместе с ними регулируемые толкатели 35, которые поворотом коромысел 34 одновременно поворачивают запорные кольца 30, совмещая этим самым отверстия 28 и 32 с одновременным поворотом, посредст,вом толкателей 38 рычагов 39 которые поворотом запорных колец 31 совмещают отверстия 29 и 33, Через совмещенные отверстия 28 и 32 из полости трубы 24 по экрану 47 на щетинные кисточки 40 вытекает компонент 26, а через совмещенные отверстия 29 и 33 на кисточки 40 вытекает компонент 27. Ложась на щитовые детали первым слоем компонент 26, а вторым слоем компонент 27, отделывают поверхность и боковые кромки щитовых деталей, при этом щетинные кисточки 40, образуя сплошную кисть длиной, равной ширине щитового изделия, разравнивая компоненты 26 и 27 наносят их ровным слоем заданной толщины. Если компонент 27 является растворителем, в этом случае верхний слой компонента 26, несколько растворяясь образует идеально гладкую и блестящую поверхность, не требующею Ъолировки. Отделанные щитовые изделия поступают на следующую технологическую операцию. Этот цикл повторяется до окончания отделки щитовых деталей одинаковой ширины. При наличии щитовых изделий другой ширины соответственно выдвигают или задвигают поршни 42 и 43.
После окончания отделки изделий по описанным случаям , сначала перекрывают поступление компонентов 26 и 27 из труб 24 и 25 путем ЬаДвига- ния поршней 42 и 43 до отказа с последующим завинчиванием вентилей, труб 24 и 25 и останавливают движение ленточного 8 транспортера.
При необходимости любой из описанных технологических процессов может быть повторен.
Фкг.1
MA
21
Фиг.З Составитель И.Фролова
Редактор И. Сегляник Техред Г.Гйрбер Корректор И.Муска
Заказ 2240/7 Тираж 681 Подписное ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4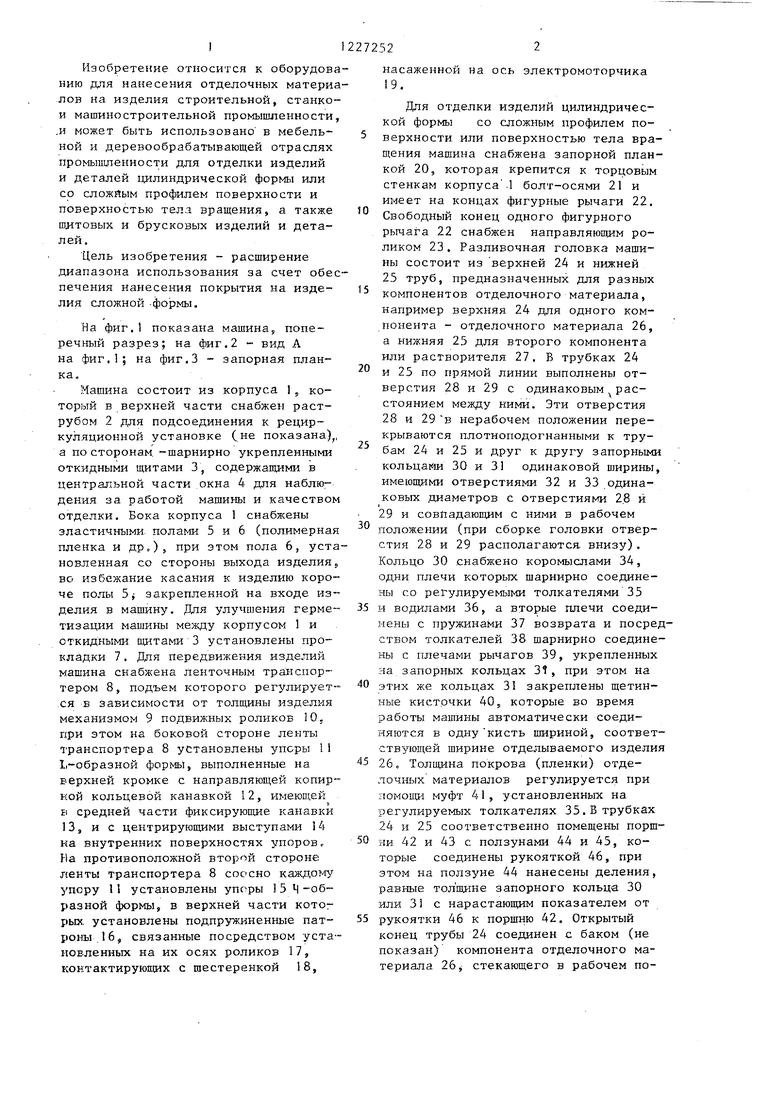
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для лакокрасочной отделки изделий | 1984 |
|
SU1171123A1 |
| Поточная линия для заключительной отделки текстильных полотен | 1989 |
|
SU1647056A1 |
| Устройство для укладки в тару изделий | 1986 |
|
SU1344688A2 |
| Установка для изготовления блоков из камней | 1975 |
|
SU709789A1 |
| Машина для упаковки в бумагу штучных изделий, например, марлевых бинтов | 1956 |
|
SU107696A1 |
| АВТОМАТ ДЛЯ ЗАВЕРТЫВАНИЯ КОНФЕТ «ВПЕРЕКРУТКУ» | 1973 |
|
SU379462A1 |
| Машина для разрыхления и подравнивания щетины | 1940 |
|
SU60880A1 |
| Устройство для сборки пола контейнера | 1987 |
|
SU1444118A1 |
| МАЛОГАБАРИТНАЯ ХЛОПКОПРЯДИЛЬНАЯ МАШИНА ДЛЯ ВЫРАБОТКИ ПРЯЖИ ИЗ ЛЕНТЫ | 1952 |
|
SU98484A1 |
| Автоматическая линия для упаковывания электрических ламп | 1987 |
|
SU1620371A1 |

| Машина для лакокрасочной отделки изделий | 1984 |
|
SU1171123A1 |
