1 1
Изобретение относится к обработке металлов давлением, в частности к устройствам для гибки профилированных изделий, и может быть использовано в машиностроении и других отраслях промьшшенности.
Целью изобретения является расширение технологических возможностей а именно обеспечение деформации полки профиля во внешнюю сторону.
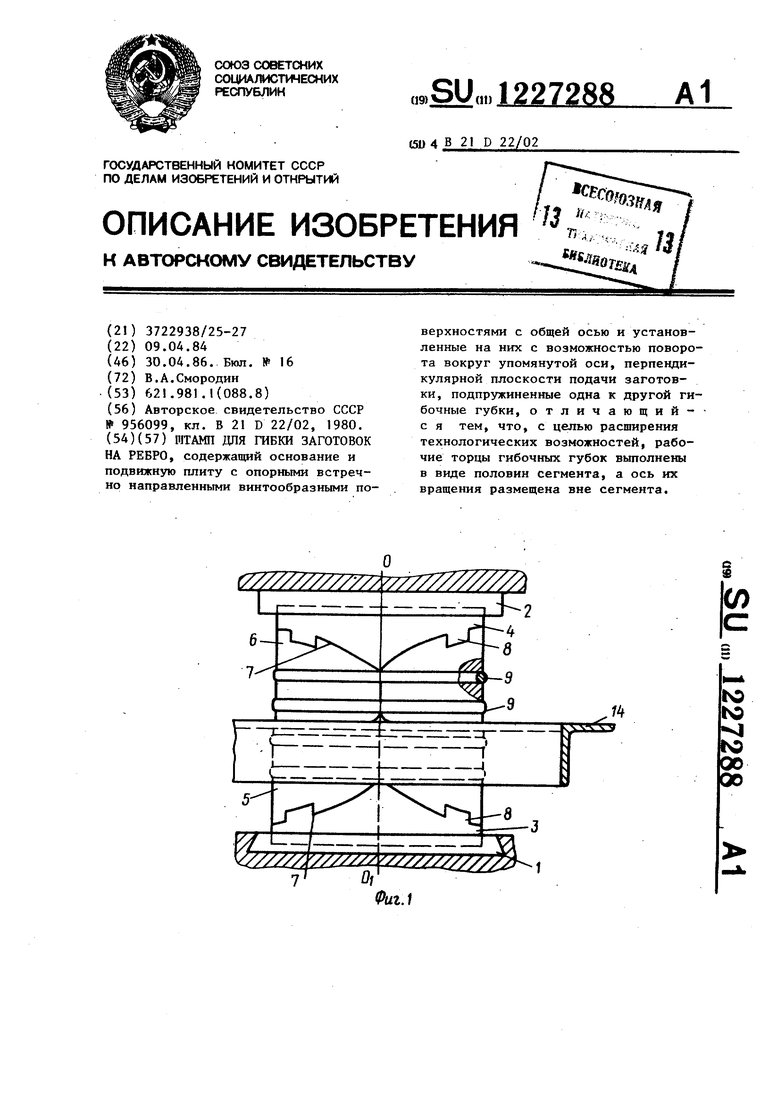
На фиг.1 показан штамп, общий вид; на фиг.2 - то же, вид сверху; на фиг.3 - растяжение полки профиля; на фиг.4 - Сечение А-А на фиг.З.
Штамп содержит основание 1 и подвижную плиту 2, в которых жестко закреплены опорные винтообразные поверхности 3 и 4, а также гибочные губки 5 и 6, контактирукяцие с опорными поверхностями 3 и 4 по винтообразным поверхностям 7, имеющим паз 8 для перемещения губок 5 и 6.
Гибочные губки 5 и 6 вьтолнены с рабочими торцами в виде половины сегмента с осью вращения 00;, , размещенной вне сегмента, и снаружи по периметру стянуты резиновыми кольцами 9. Гибочные губки 5 и 6 устанавливаются на опорных поверхностях 3 и 4 при помощи двух болтов 10 с конусными шайбами 11 и сухарями 12, рас
положенными в овальных отверстиях 13 пазов 8,
Штамп работает следующим образом. При ходе подвижной плиты 2.щтампа вниз полка профиля 14 зажимает- ся между губками 5 и 6, которые сжаты резиновыми кольцами 9, при дальнейшем ходе плит 2 губки 5 и 6 расходятся, поворачиваясь вокруг вертикальной оси 00, . При этом сжимающие силы, действующие на небольшой участок горизонтальной полки профиля 14, увеличивают длину кромки. Полка профиля 14 растягивается веером. Это
приводит к изгибу профиля 14 в горизонтальной плоскости. Перемещением последнего в плоскости изгиба можно получить необходимую кривизну изгиба. При снятии со штампа нагрузки его губки 5 и 6 занимают исходное положение под действием сжимающих резиновых колец 9.
На предлагаемом штампе можно изготавливать не только листовые изделия, но и профилированные в большем диапазоне толщин, причем как дюралевые, так и остальные титановые изде-. ЛИЯ, при этом обеспечивается высокая точность изготовления, не требующая ручной доводки.
1.2
ОД
f4
Ф1П.З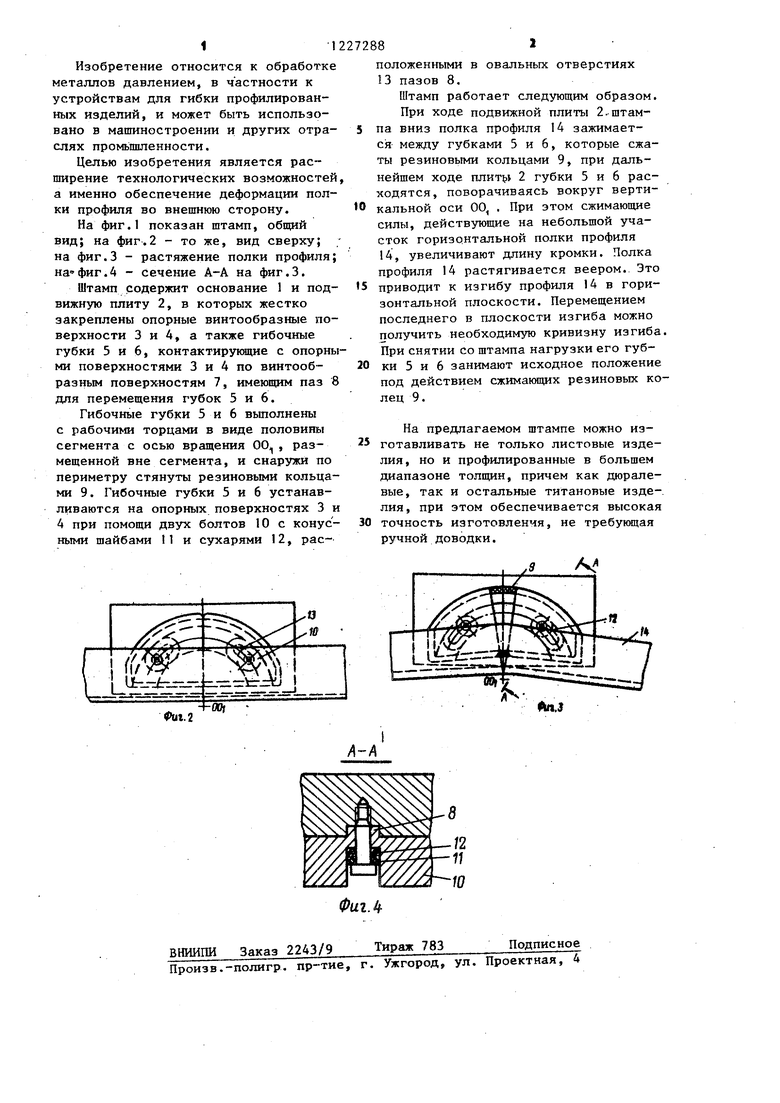
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для гибки заготовок на ребро | 1990 |
|
SU1733160A1 |
| Штамп для гибки уголков | 1985 |
|
SU1324710A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАМКНУТОГО МЕТАЛЛИЧЕСКОГО ПРОФИЛЯ И ТЕХНОЛОГИЧЕСКИЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2581687C2 |
| Гибочный штамп | 1980 |
|
SU956099A1 |
| Устройство для формования труб из профилированной ленты | 1985 |
|
SU1324859A1 |
| СПОСОБ И УСТРОЙСТВО ГИБКИ ДЛИННЫХ ПРОФИЛИРОВАННЫХ ЗАГОТОВОК | 2004 |
|
RU2259250C1 |
| Штамп для гибки и отрезки выводов радиоэлементов | 1985 |
|
SU1307617A1 |
| Штамп для гибки | 1985 |
|
SU1326366A1 |
| Штамп для гибки краев листовых заготовок | 1984 |
|
SU1238828A1 |
| Штамп для гибки швеллеров | 1985 |
|
SU1324709A1 |
ФигЛ
ВНИИПИ Заказ 2243/9
Тираж 783
Подписное
Произв.-полигр. , г. Ужгород, ул. Проектная, 4
Тираж 783
Подписное
. Ужгород, ул. Проектная, 4
| Гибочный штамп | 1980 |
|
SU956099A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
