1238828
2. Штаьт по п. I, отличаю- ветственно на каретке и прижиме с щ и и с я тем, что гибочньпй элемент возможностью регулировочного переме и подвижная планка установлены соот- щения.
Изобретение относится к обработке металлов давлением, а именно к листовой штамповке, и может быть использовано для изготовления деталей с гибкой кромки на 180 и 360.
На фиг. 1 изображен штамп в исходном положении, разрез; на фиг. 2 - низ штампа в конце гибки, план; на фиг. 3 - штамп в конце гибки, разрез; на фиг . 4-6-работа инструмента в npo-i
цессе гибки.
Штамп содержит опорную плиту 1, установленную и жестко закрепленную на основании 2. На верхней плите 3 закреплен подпружиненный пружинами 4 прижим 5 с прикрепленной к нему при помощи крепежно регулировочных винтов 6 с пружиной 7 подвижной планкой 8. На верхней плите 3 жестко закреплен клин 9, связанньй с уста- новленной на неподвижном основании 2 кареткой 10, которая имеет плоский рабочий участок 11. Каретка 10 снабжена подпружиненным в направлении оси штампа пружинами 12 и закреплёнными с возможностью регулировки исходного положения относительно каретки 10 крепежно-регулировочными 13 гибочным элементом 14, образующим с кареткой 10 гибочный инструмент, рабочая поверхность которого состоит из криволинейного участка 15, переходящего в плоский участок 16, параллельный плоскому рабочему участку П каретки 10, связан- Ной °с опорной плитой 1 замковыми направляющими 17 и снабженной для возврата в исходное положение пружиной 18, которая установлена в неподвижном основании 2. Прижим 5 и его подвижная в направлении перпендикулярном оси штампа, планка В связаны между собой замковыми направляющими 19. На неподвижной опорной плите 1 установлены и жестко прикреплены к ней упоры 20 для фиксации заготов ки 21 .
0
5
5 0 0 5 0 5
Для предотвращения возможной потери устойчивости в процессе завивки заготовки 21 из-за продольного изгиба в зазорах между прижимом 5 и планкой 8, а таКже между кареткой 10 и опорной плитой 1 они связаны между собой соответственно замковыми направляющими 17 и 19.
Штамп работает спецующкм образом.
Плоскую заготовку 21 укладывают на опорную плиту 1 и каретку 10. При перемещении верхней плиты 3 вниз заготовка 2 прижимается прижимом 5 и его подвижной планкой 8. Клин 9, воздействуя на каретку 10, перемещает ее вместе с гибочным зле- ментом 14 в перпендикулярном направлении оси штампа. Край заготовки 2 под воздействием гибочного зле мента изгибается по его криволинейному участку 15. Подвижная планка 8 прижима 5 перемещается под воздействием гибочного элемента 14.
Подвижная планка 8 предназначена для предотвращения потери устойчивости края заготовки 21 в зоне гиба, так как уменьшает неприжатую зону заготовки 21 до размера меньше критического, при котором возникает продольный изгиб.
После окончания горизонтального перемещения каретки 10 с гибочным эле-. ментом 14 последний вступает в жесткий контакт с верхней плитой 3 и перемещается вниз, производя окончательную гибку края заготовки 21.
После окончания процесса гибки края заготовки 21 верхняя плита 3 под воздействием ползуна пресса перемещается вверх) гибочный элемент 14 под воздействием пружины 12, подвижная планка 8 прижима 5 под воздействием пружины 7 и каретка 10 под воздействием пружины 18 возврата воз вращаются в исходное положение а за- говтока 21 извлекается из штампа.
31
Регулировка положения гибочного элемента 14 относительно каретки 10 осуществляется крепежно регулировочными, винтами 13, что позволяет изгибать край заготовки 21 различной толщины (например, 0,5-2 мм), т ак как радиус изгиба в таких спучаях зависит от расстояния между плоским рабочим участком 11 каретки 10 и йлоским рабочим участком 16 гибочного элемента 14.
Штамп имеет большую производитель ностъ за счет возможности гибки края заготовки на 360° в одной установке
388284 .
и за один ход пресса, позволяет производить сборочные операции, а также совмещать в одной позиции указанные операции с другими штамповочными операциями, например формовочными и разделительными, что невозможно в известных устройствах.
Внедрение предлагаемого штампа в 10 производство деталей для Комбайна Дон - 1500 позволит повысить производительность примерно на 25-30% и снизить себестоимость изделия примерно на 5-10%.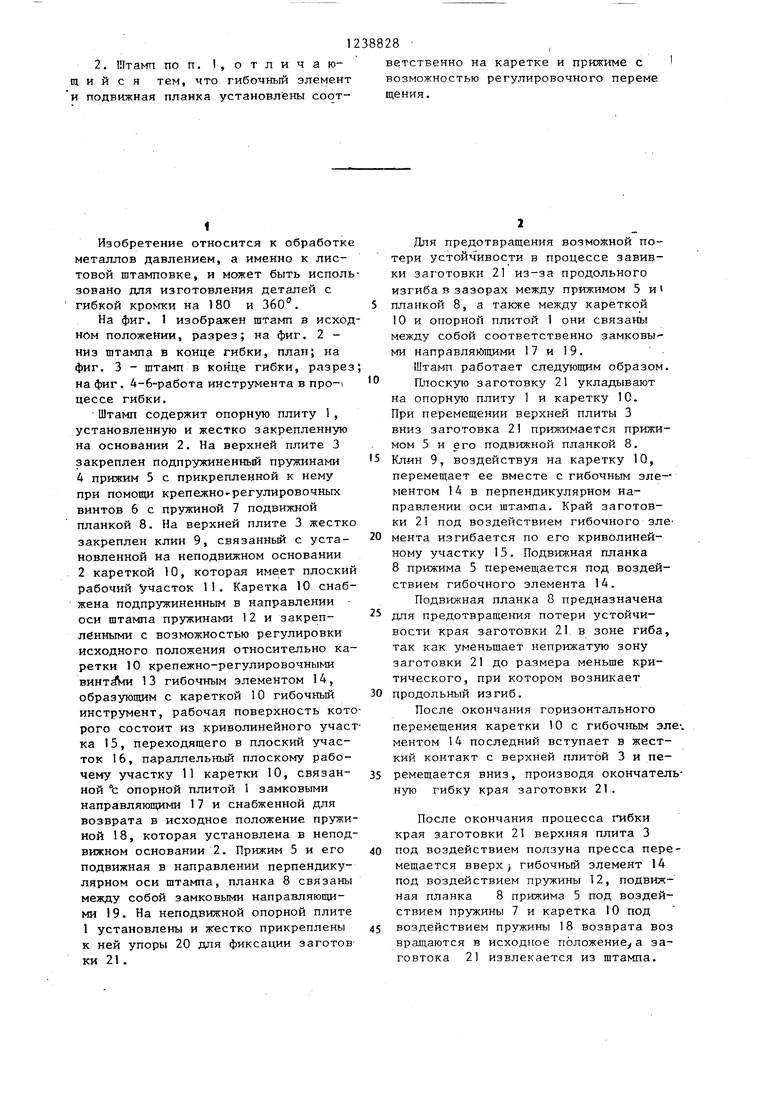

| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для гибки и плющения краев листовых заготовок | 1990 |
|
SU1719126A1 |
| Штамп для изготовления пружинных стопорных колец | 1988 |
|
SU1641493A1 |
| Штамп для формовки и обрезки выводов радиоэлементов | 1985 |
|
SU1354449A1 |
| Штамп для изготовления петель на концах лент | 1984 |
|
SU1235597A1 |
| Штамп для гибки | 1979 |
|
SU845965A1 |
| Штамп для гибки | 1978 |
|
SU764787A1 |
| Штамп последовательного действия | 1990 |
|
SU1733167A1 |
| Штамп для гибки петель | 1986 |
|
SU1344475A1 |
| Устройство для вытяжки оболочек из листовых заготовок квадратной формы | 2019 |
|
RU2714017C1 |
| Устройство для гибки краев плоских заготовок | 1978 |
|
SU969364A1 |


Л
.2
.З
Фиг, Ч
Фиг. 5
Редактор 0. Юрковецкая
Составитель Е, Климов
Техред И.Попович Корректор М. Максимишинец
Заказ 3328/5Тираж 783 Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий П3035, Москва, Ж-35, Раушская наб. , д. А/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Фиг. 6
| ШТАМП ДЛЯ ГИБКИ ПОЛОСОВЫХ ДЕТАЛЕЙ С ЗАМКНУТЫМ КОНТУРОМ | 0 |
|
SU266708A1 |
