Изобретение относится к инструментальному производству и может быть использовано в инструментальных цехах электродных заводов и на предприятиях при централизованном изготовлении сборных резьбовых фрез.
Цель изобретения - повышение точности и производительности настройки сборных резьбовых фрез за счет гибкости системы фиксации углового положения шпинделя.
На фиг. 1 изображено устройство, обш,ий вид; на фиг. 2 - узел базирования фрезы на шпинделе; на фиг. 3 - узел фиксации углового положения шпинделя; на фиг. 4 - разрез А-А на фиг. 3; на фиг. 5 - узел привода; на фиг. 6 - конструктивное выполнение узла привода.
Устройство {фиг. 1) состоит из основания 1, в котором собран шпиндельный узел 2. На основании установлена стойка 3 с вертикальной кареткой 4, которая несет на себе горизонтальную траверсу 5 с визирным устройством 6. Внутри стойки собран механиз.м вертикальной подачи вертикальной от электродвигателя 7 или от махе:.ила 8. Подача траверсы в горизонтальной i лоско .,- ти осугцествляется от маховика 9. В .i} - юплую часть шпинделя устанавливается сборная резьбовая фреза 10. Базируюшая часть шпиндельного узла 2 (фиг. 2) состоит из стакана (шпинделя) 11, на который навинчена муфта 12, которая своим внутренним буртом входит в кольцевой паз сборного цилиндрического конического элемента 13, который контактирует с шаровыми центри- руюш,ими элементами 14, собранными в обойме 15, поджимая их к хвостовику сборной резьбовой фрезы.
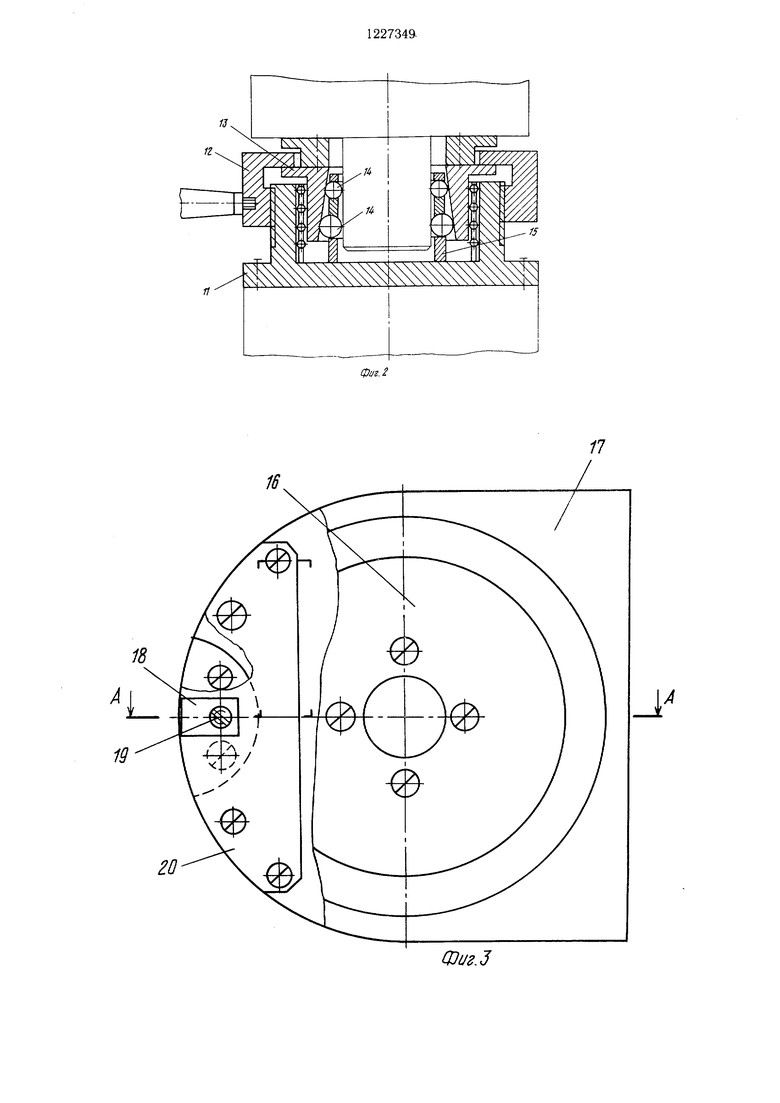
Устройство для фиксации углового положения шпинделя (фиг. 3) состоит из фланца 16, привинченного к шпинделю, который выполняет две функции: обеспечивает транспортное крепление шпинделя винта.ми к основанию 17 в процессе транспортировки и фиксацию углового положения шпинделя за счет зажима фланца 16 прихватом 18, махович- ком 19, причем прихват 18 соединен с корпусом 17 через мембрану 20.
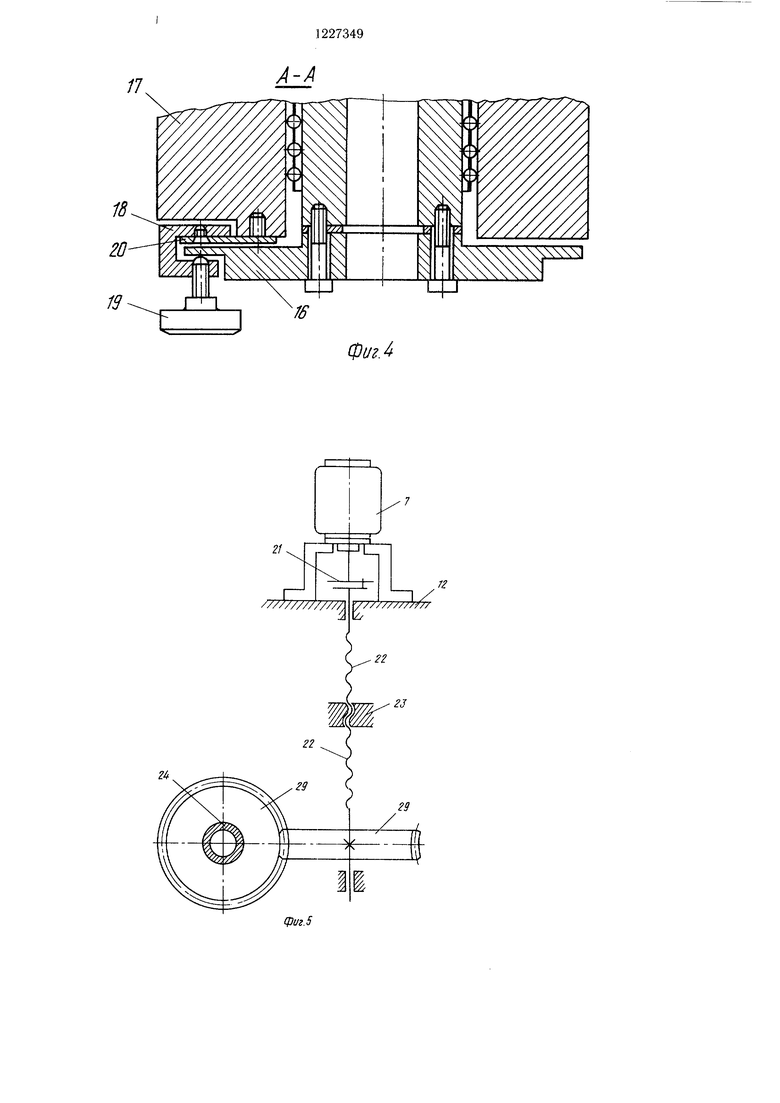
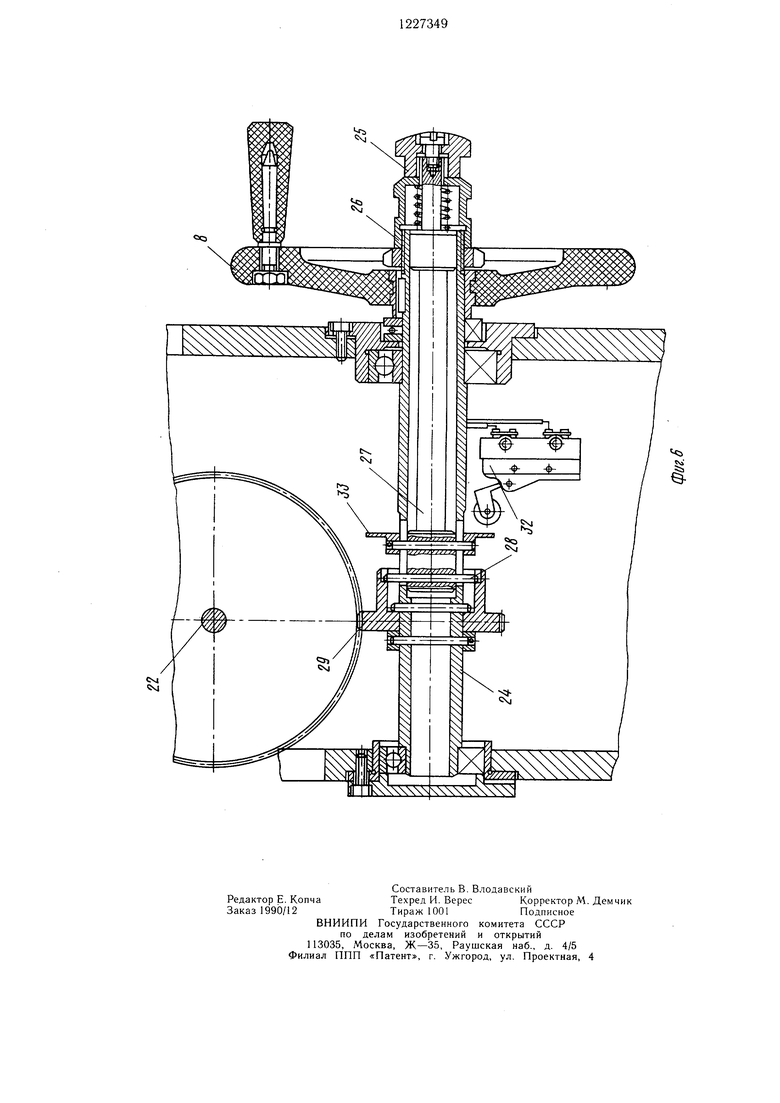
Привод вертикальной каретки осуш,еств- ляется (фиг. 4) от электродвигателя 7, соединенного через муфту 21 с ходовым винтом 22, который посредством гайки 23 связан с вертикальной кареткой. Ручной привод для точной установки визирного устройства в вертикальной плоскости осушествляется от маховика 8, надетого на трубчатую ось 24 после введения кнопки 25 своей вилкой в глубокий паз корпуса гайки 26, что позволяет переместить шток 27 в крайнее переднее положение и ввести штифт 28 зацепления в радиальные пазы шестерни 29. При этом цепь электродвигателя находится в разомкнутом положении.
0
5
5
о
5 0
0
5
Работа по настройке сборных резьбовых фрез осуществляется в следующей последовательности.
Резьбовую фрезу 10 (фиг. 1) устанавливают до упора в отверстие сборного конического элемента 13,затем, навинчивая муфту 12 на резьбу стакана 11, буртом муфты 12, затягивают сборный конический элемент 13 вниз, при этом конус конического элемента выталкивает шаровые центрирующие элементы 14 в радиальном направлении до тех пор, пока они плотно не зажмут хвостовик сборной резьбовой фрезы. Затем (фиг. 1) нажимают кнопку «Пуск пульта 30 управления и перемещают каретку 4 по вертикали до тех пор (нажатием кнопки), пока на табло 3 устройства цифровой индикации не появится вертикальная координата X, близкая к заданной. Затем (фиг. 5) кнопку 25 вилкой вводят в глубокий паз корпуса гайки 26, при этом шток 27 своим штифтом 28 зацепления входит в зацепление с торцовыми радиальными пазами шестерни 29, чем соединяет трубчатую ось 24, с которой жестко соединен маховик 8 с шестерней 29, имеющей свободную посадку на оси 24. Затем, вращая маховик 8 через зубчатую передачу (фиг. 4), врап1,ают ходовой винт 22 и перемещают вертикальную каретку 4 (фиг. 1) до тех пор, пока на табло 31 пульта УЦИ не установится набор цифр, равный заданной координате X. При работе ручным приводом вертикальной подачи совместно с винтом вращается якорь электродвигателя, но усилия вращения при этом малы, так как мощность двигателя равна 60 Вт. Перемещая шток вперед (фиг. 5), одновременно с включением ручного привода блокируют электропривод за счет разрыва электрической цепи включения электродвигателя путем освобождения постоянно разомкнутого конечного выключателя 32 от поджима упором 33. Установив по табло пульта (фиг. 1) координату X, маховиком 9 смещают трав.ерсу по координате Y до тех пор, пока на табло не засветится набор цифр, равный заданной координате Y. Затем вращают шпиндель, наблюдая за вершиной резца через визирное устройство 6. При прохождении верщины резца через максимальный радиус маховичком 19 (фиг. 3) зажимают фланец 16 в прихвате 18, чем фиксируют угловое положение шпинделя. Закрепив щпиндель, совмещают верщину резца с перекрестием сетки визирного устройства (перемещая резец), фиксируют резец и переходят к настройке следующего резца по заданным координатам.
Предлагаемое устройство повышает точность настройки сборных резьбовых фрез, используемых для нарезания вихревым способом внутренней резьбы на ниппелях электродов электроплавильных печей.
/J
11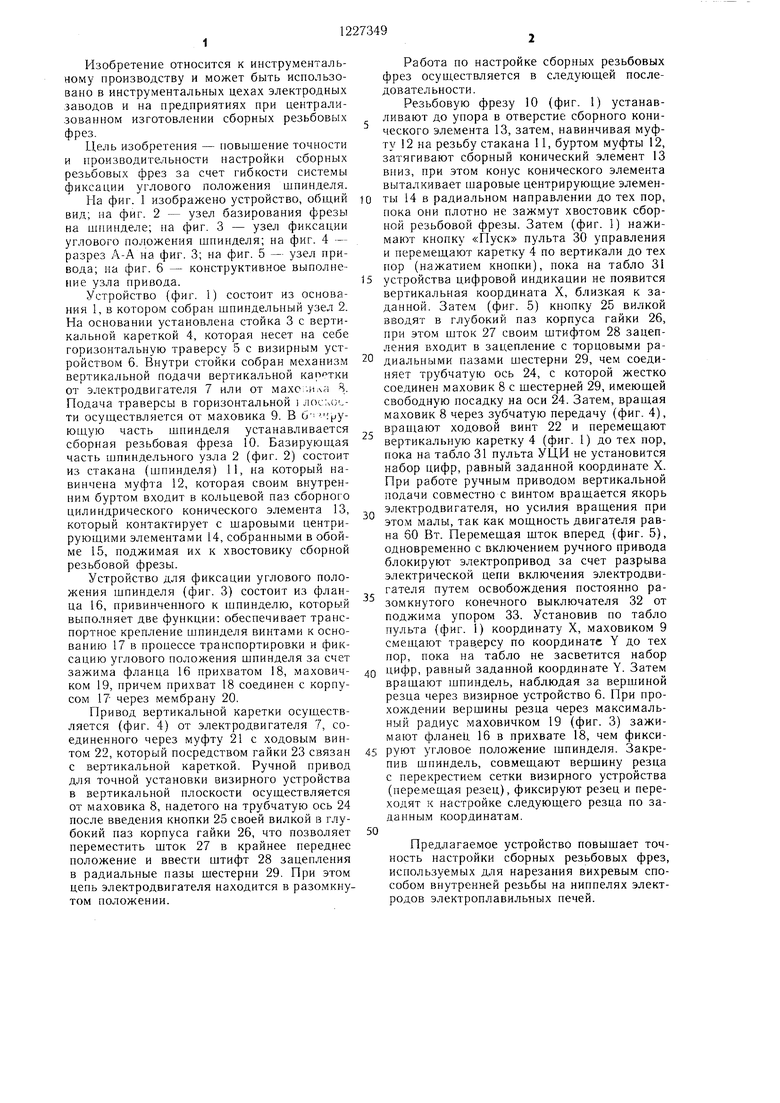
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для обработки заготовок вращающимся инструментом | 1960 |
|
SU135324A1 |
| Продольно-строгально-фрезерный станок | 1991 |
|
SU1797526A3 |
| ФРЕЗЕРНЫЙ СТАНОК | 1969 |
|
SU252049A1 |
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ ИЗДЕЛИЯ С ПОВЕРХНОСТЬЮ СЛОЖНОГО ПРОФИЛЯ И ФУНКЦИОНАЛЬНЫМ СЛОЕМ ПОНИЖЕННОЙ ЖЕСТКОСТИ ПОСРЕДСТВОМ МНОГОФУНКЦИОНАЛЬНОГО ПРОГРАММНО-АППАРАТНОГО КОМПЛЕКСА | 2010 |
|
RU2446033C1 |
| СТАНОК ДЛЯ ОБРАБОТКИ КОНИЧЕСКИХ СОПРЯГАЕМЫХ ПОВЕРХНОСТЕЙ | 1995 |
|
RU2083332C1 |
| Линия для изготовления и сборки грифов музыкальных инструментов | 1983 |
|
SU1169013A1 |
| Полуавтоматический станок для продораживания коллекторов электрических машин | 1977 |
|
SU691969A1 |
| ПОЛУАВТОМАТ ДЛЯ ФРЕЗЕРОВКИ СЕКРЕТОВ КЛЮЧЕЙ ДИСКОВОГО ЗАМКА | 2001 |
|
RU2207225C2 |
| Станок для нарезания резьбы метчиками | 1982 |
|
SU1076223A1 |
| ПЕРЕНОСНОЙ СТАНОК ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ | 1998 |
|
RU2144449C1 |

18
19
20
Фиг.З
Афиг.
//////////////,
Z4
осэ
| Установка для размерной настройки инструмента | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
