2. Устройство для обработки винтовой канавки валка для поперечно-винтовой прокатки заготовок, содержащее основание, установленный на основании и связанный с регулируемым приводом перемещения про- дольный стол, расположенные на столе переднюю бабку со сферическим центром и планшайбой и заднюю бабку со сферическим центром, установленный на основании поперечный суппорт с инструментальной го
ловкой и приводной механизм поперечного суппорта, отличающееся тем, что стол снабжен вертикальными направляющими, задняя бабка установлена на вертикальных наИзобретение относится к металлургическому мащиностроению и может быть использовано при изготовлении новых и восстановлении изношенных валков станов поперечно- винтовой прокатки.
Цель изобретения - повышение точности обработки винтовой канавки валка для изготовления круглых профильных заготовок за счет обеспечения идентичности условий обработки винтовой канавки условиям последующей прокатки заготовок.
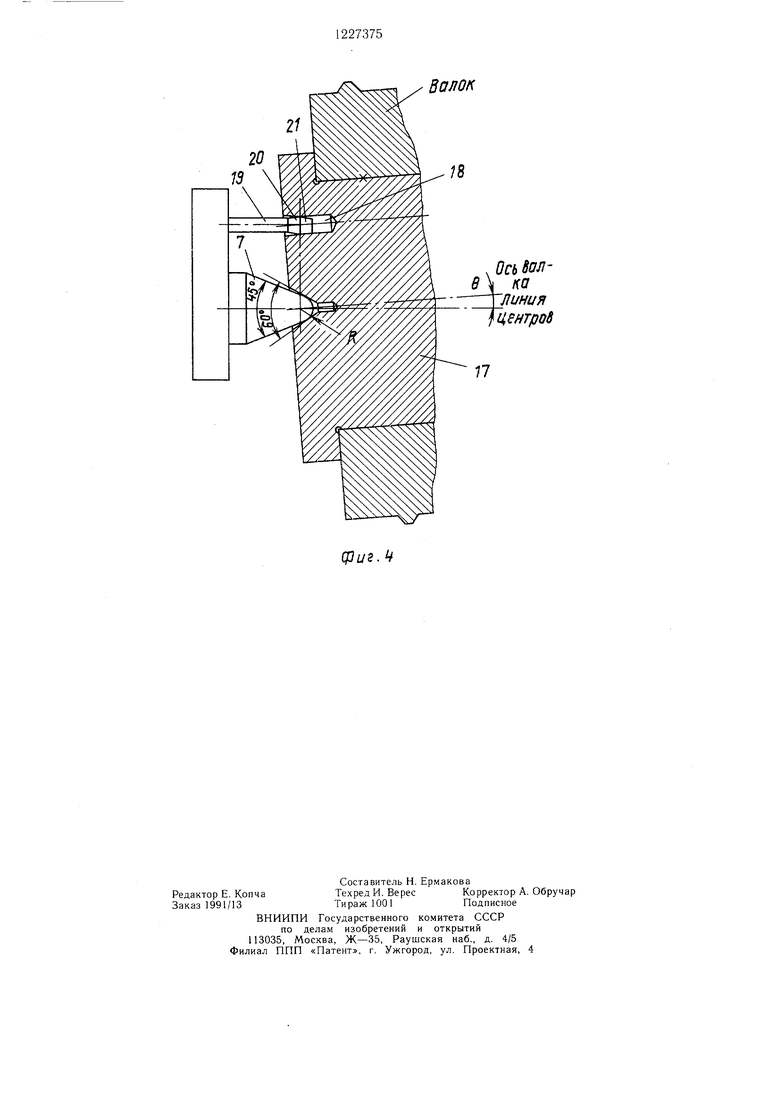
На фиг. 1 изображено предлагаемое устройство; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - приспособление для установки и
вращения валка.
Предлагаемый способ обработки винтовой канавки валка включает равномерное вращение валка, вращение инструмента с рабочей скоростью вокруг собственной оси и связанное с вращением валка продольное направленное перемещение инструмента, параметры которого обусловлены законом изменения шага и глубины винтовой канавки.
Направление продольного перемещения определяется условием расположения оси симметрии производящего профиля инструмента в плоскости, направленной под углом к оси валка, равным углу поворота плоскос- TF прокатки относительно оси валка при изготовлении заготовок. Инструмент имеет профиль, идентичный профилю прокатанных заготовок, а ось его вращения совмещена с осью симметрии производящего профиля и направлена перпендикулярно направлению продольного перемещения.
Обработку винтовой канавки осуществля- ют следующим образом.
Валок устанавливают таким образом, чтобы условная точка на его оси в месте
правляющих, а инструментальная гр.товка выполнена регулируемой по высоте и снабжена прибором правки.
3. Устройство по п. 2, отличающееся тем, что оно снабжено приспособлением для установки и вращения валка, выполненным в виде центровой оправки с эксцентрично расположенным на ее торце цилиндрическим отверстием и соединенного с планшайбой передней бабки поводка в виде стержня с головкой, образованной двумя коническими участками, обращенными основаниями друг к другу и находящимися в контакте с цилиндрическим отверстием оправки.
5
Q
5
5
г
пересечения с общим перпендикуляром к направлению продольного перемещения инструмента совпала с точкой пересечения оси валка плоскостью прокатки при изготовлении заготовок.
Сообщают валку равномерное вращение, а инструменту - вращение с рабочей скоростью и перемещение в соответствии с заданным законом изменения шага и глубины винтовой канавки.
Перемещение инструмента осуществляют таким образом, что производящий профиль его лежит в плоскости, направленной под углом к оси валка, равным углу поворота плоскости прокатки относительно оси валка при изготовлении заготовок.
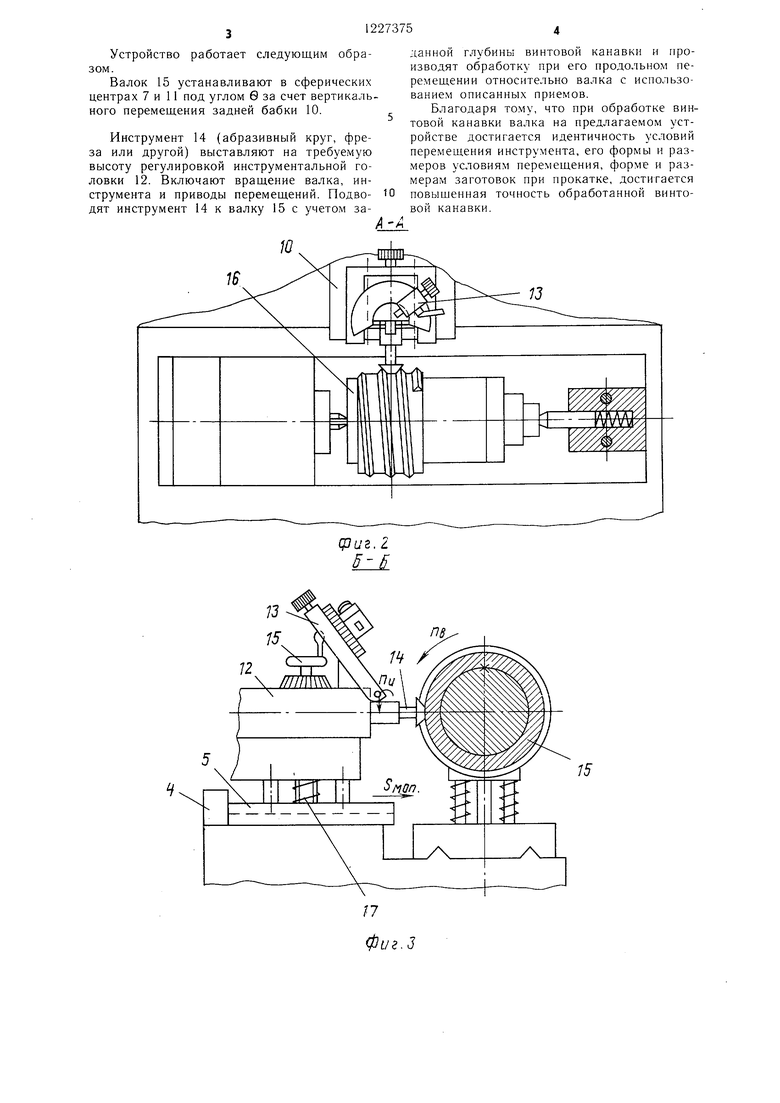
Предназначенное для обработки винтовой канавки валка устройство содержит основание 1, на котором установлены связанный с регулируемым приводом 2 продольный стол 3 и связанный с приводным механизмом 4 поперечный суппорт 5. На продольном столе 3 установлена передняя бабка 6 со сферическим центром 7 и планшайбой 8. На вертикальных направляющих 9 продольного стола 3 установлена задняя бабка 10 со своим сферическим центром 11. На поперечном суппорте расположена регулируемая по высоте установки инструментальная головка 12, имеющая прибор 13 правки, используемый при работе абразивным инструментом 14.
Для установки и вращения при обработке валка 15 служит приспособление 16, включающее центровую оправку 17 с эксцентрично расположенным на ее торце цилиндрическим отверстием 18 и соединенный с планшайбой 8 стержень 19 с головкой, образованной коническими участками 20 и 21, находящимися в контакте с отверстиями оправки 17.
Устройство работает следующим образом.
Валок 15 устанавливают в сферических центрах 7 и 11 под углом 0 за счет вертикального перемещения задней бабки 10.
Инструмент 14 (абразивный круг, фреза или другой) выставляют на требуемую высоту регулировкой инструментальной головки 12. Включают вращение валка, инструмента и приводы перемещений. Подво- дят инструмент 14 к валку 15 с учетом заА
Ю
А
данной глубины винтовой канавки и производят обработку при его продольном перемещении относительно валка с использованием описанных приемов.
Благодаря тому, что при обработке винтовой канавки валка на предлагаемом устройстве достигается идентичность условий перемещения инструмента, его формы и размеров условиям перемещения, форме и размерам заготовок при прокатке, достигается повышенная точность обработанной винтовой канавки.
Валок
IB
. Ось бал- в ка
УЛиния
f центров
77
Cpus.i
| название | год | авторы | номер документа |
|---|---|---|---|
| УНИВЕРСАЛЬНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1992 |
|
RU2044628C1 |
| Линия для изготовления соединительных элементов с внутренней винтовой канавкой | 1991 |
|
SU1792777A1 |
| Способ изготовления пластинчатого изделия с рифленой поверхностью | 1989 |
|
SU1722696A1 |
| КОМПЛЕКС ДЛЯ ОБРАБОТКИ РАДИУСНЫХ ПОВЕРХНОСТЕЙ КРУПНОГАБАРИТНЫХ ЛИСТОВЫХ ЗАГОТОВОК | 2007 |
|
RU2360770C2 |
| Устройство для обработки винтовых поверхностей переменного шага | 1984 |
|
SU1278132A1 |
| УСТРОЙСТВО ДЛЯ ПОПАРНОЙ ОБРАБОТКИ КАЛИБРОВ-ВАЛКОВ ПЛАНЕТАРНЫХ СТАНОВ | 1970 |
|
SU263367A1 |
| УСТРОЙСТВО К ТОКАРНОМУ СТАНКУ ДЛЯ ОБРАБОТКИ ВИНТОВОЙ ПОВЕРХНОСТИ | 2003 |
|
RU2253545C1 |
| СПОСОБ ОБРАБОТКИ РУЧЬЕВ И КАНАВОК НА ВАЛКАХ ИЛИ ШАЙБАХ | 1993 |
|
RU2121908C1 |
| Устройство к шлифовальному станку для обработки калибров валков | 1988 |
|
SU1688997A1 |
| Зубофрезерный станок для изготовления глобоидного червяка | 2019 |
|
RU2694864C1 |
1. Способ обработки винтовой канавки валка для поперечно-винтовой прокатки заготовок, согласно которому валку сооб- шают враш,ение вокруг его оси, а фасонному инструменту сообщают вращение вокруг собственной оси и связанное с вращением валка продольное перемещение с заданны.м законом изменения шага и глубины винтовой канавки, при котором ось симметрии производящего профиля инструмента лежит в плоскости, направленной под углом к оси валка, равным углу поворота плоскости прокатки относительно оси валка при изготовлении заготовок, отличающийся тем, что, с целью повышения точности обработки винтовой канавки валка для изготовления круглых профильных заготовок, ось вращения инструмента располагают перпендикулярно направлению продольного перемещения и совмещают с осью симметрии профиля, причем профиль инструмента выполняют идентичным профилю прокатанных заготовок, а лежащую на оси валка при его обработке условную точку пересечения с общим перпендикуляром к направлению продольного перемещения инструмента совмещают с точкой пересечения оси валка плоскостью прокатки при изготовлении заготовок. о S сл Ю 1чЭ INS СО СД IS Фиг.}
| Способ фрезерования калибров валковпОпЕРЕчНО-ВиНТОВОй пРОКАТКи | 1979 |
|
SU844163A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Кальченко В | |||
| И | |||
| Шлифование криволинейных поверхностей крупногабаритных деталей | |||
| М.: Машиностроение, 1979, с | |||
| Шкив для канатной передачи | 1920 |
|
SU109A1 |
