Изобретение относится к машиностроению, в. частности к манипуляторам и промышленным роботам, и может быть использовано при автоматизации технологических процессов, например сбо- рочных работ
Цель изобретения - повышение производительности за счет введения кинематической связи систем углового и линейного поиска точки позициониро- ванияо
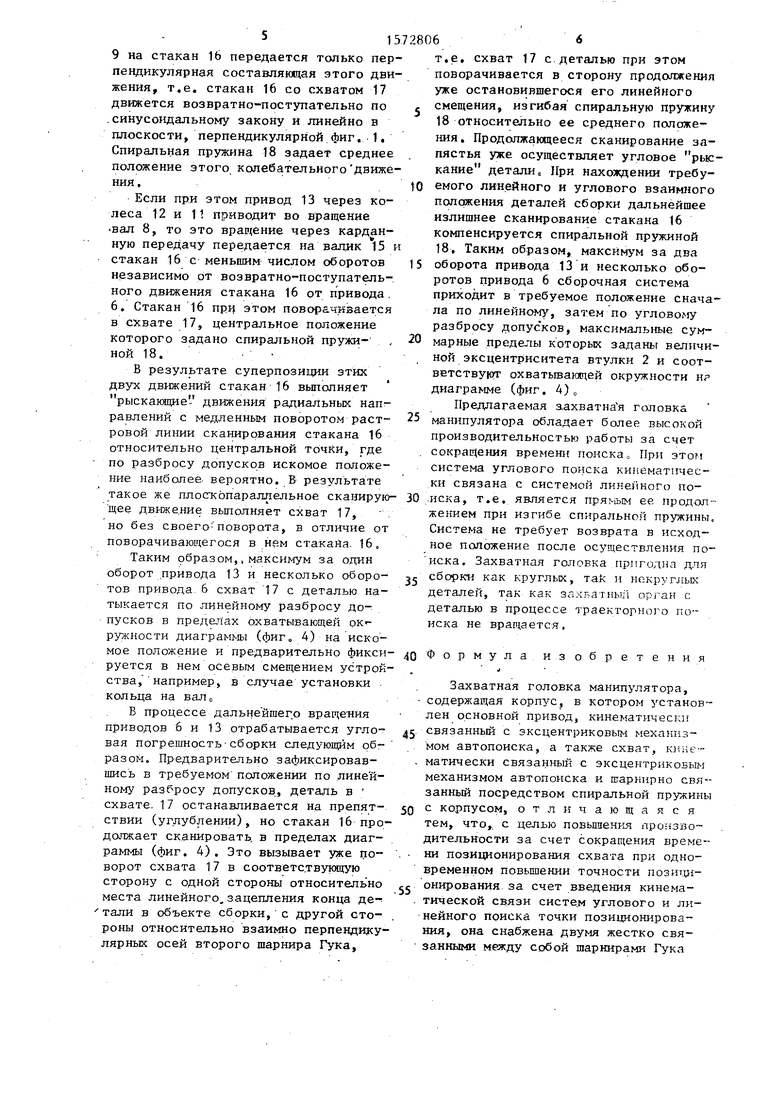
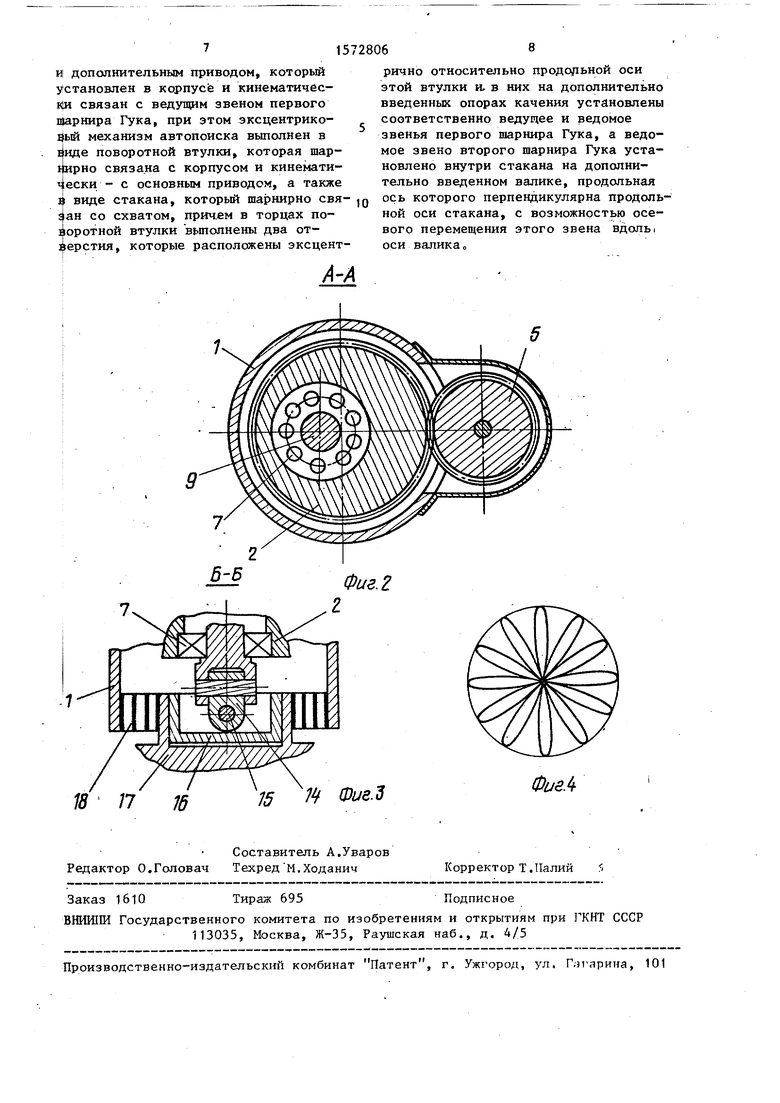
На фиг, 1 представлена захватная головка манипулятора, продольный раз pesj на фиг., 2 - разрез А-А на фиг. 1 на фиг. 3 - разрез Б-В на фиг. 1; на фиг. 4 - диаграмма положения полюса схвата, иллюстрирующая процесс и возможности поиска.
Захватная головка смонтирована на основании 1 с возможностью его установки на конечном эвене манипулятора Основание 1 выполнено в виде цилиндра, внутри которого концентрично установлена втулка 2 с возможностью - вращения посредством подшипников 3, На втулке 2 выполнено зубчатое колесо 4,, сопряженное с приводным колесом 5, связанным с основным приводом 6. Втулка 2 выполнена с осевыми эксцентрично смешенными отверстиями с разных ее торцов, в которых посредством подшипников 7 установлены валы 8 и 9 первого шарнира Гука с промежуточным валом 10. На концентрично установленный вал 8 насажено колесо 11 сопряженное с приводным колесом 12, связанным с дополнительным приводом 13. На свободном конце эксцентрично установленного вала 9 установлен второй шарнир Гука с вкладышем 14, одним из своих дополнительно введенных валиков 15 соединенный eg стаканом 16, причем по валику 15 между вкладышем 14 и стаканом 16 выполнен
5
0
5
п
д .
5
свободный зазор величиною, большей удвоенной величины эксцентриситета втулки 2, Стакан 16 сопряжен со схватом 17 с возможностью их взаимного - осевого вращения. Между схватом 17 и основанием 1 установлена спиральная пружина 18, выполненная из плоской ленты, ориентированная соосно основанию 1, прикрепленная свои ми концами соответственно к основанию 1 к схвату 17 и расположенная на уровне валика 15.
Захватная головка работает следующим образом
Запястье манипулятора с собираемой деталью в его схвате 17 подводят к объекту сборки до их контактирования. При этом неизбежно имеют место как линейная, так и угловая погрешности контактирующего положения детали с объектом сборки, требующие произвести траекторный поиск активной коррекции для достижения требуемого линейного и углового совмещений детали с объектом сборки.
Поиск осуществляется следующим образом. Одновременно включают оба привода 6 и 13, причем число оборотов привода 6 намного превышает число оборотов привода 13. От привода 6 вращение через приводное колесо 5 передается на втулку 2. При этом благодаря эксцентричному смещению вала 9 относительно концентричного вала 8 карданной передачи вал 9 совершает плоско-параллельное движение по окружности (например, при неподвижном вале 8), перпендикулярной его оси. Ноsтак как валик 15 второго карданного шарнира компенсирует продольную для себя составляющую этого плоско-параллельного движения вала 9 на свободном зазоре между вкладышем 14 и стаканом 16, то от плоскопараллельного движения вала
9 на стакан 1b передается только перпендикулярная составляющая этого движения, т.е. стакан 16 со схватом 17 движется возвратно-поступательно по синусоидальному закону и линейно в плоскости, перпендикулярной фиг. 1. Спиральная пружина 18 задает среднее положение этого колебательного движения.
Если при этом привод 13 через колеса 12 и 11 приводит во вращение вал 8, то это вращение через карданную передачу передается на валик 15 и стакан 16 с меньшим числом оборотов независимо от возвратно-поступательного движения стакана 16 от привода 6. Стакан 16 при этом поворачивается в схвате 17, центральное положение которого задано спиральной пружиной 18.
В результате суперпозиции этих двух движений стакан 16 выполняет рыскающие движения радиальных направлений с медленным поворотом растровой линии сканирования стакана 16 относительно центральной точки, где по разбросу допусков искомое положение наиболее вероятно. В результате такое же плосгкопараллельное сканирующее движение выполняет схват 17, но без своего поворота, в отличие от поворачивающегося в нем стакана 16„
Таким образом,, максимум за один оборот привода 13 и несколько оборотов привода 6 схват 17 с деталью натыкается по линейному разбросу допусков в пределах охватывающей ружности диаграммы (фиг„ 4) на искомое положение и предварительно фиксируется в нем осевым смещением устройства, например, в случае установки кольца на валс
В процессе дальнейшего вращения приводов 6 и 13 отрабатывается угловая погрешность сборки следующим образом. Предварительно зафиксировавшись в требуемом положении по линейному разбросу допусков, деталь в схвате 17 останавливается на препятствии (углублении), но стакан 16 продолжает сканировать в пределах диаграммы (фиг. 4). Это вызывает уже поворот схвата 17 в соответствующую сторону с одной стороны относительно места линейного.зацепления конца де- тали в объекте сборки, с другой стороны относительно взаимно перпендикулярных осей второго шарнира Гука,
o
5
0
5
т.е. схват 17 с деталью при этом поворачивается в сторону продолжения уже остановившегося его линейного смещения, изгибая спиральную пружину 18 относительно ее среднего положения. Продолжающееся сканирование запястья уже осуществляет угловое рыскание детали При нахождении требуемого линейного и углового взаимного положения деталей сборки дальнейшее излишнее сканирование стакана 16 компенсируется спиральной пружиной 18. Таким образом, максимум за два оборота привода 13 и несколько оборотов привода 6 сборочная система приходит в требуемое положение сначала по линейному, затем по угловому разбросу допусков, максимальные суммарные пределы которых заданы величиной эксцентриситета втулки 2 и СООТВЕТСТВУЮТ охватывающей окружности н диаграмме (фиг. 4)„
Предлагаемая аахватна я головка манипулятора обладает более высокой производительностью работы за счет сокращения времени поиска„ При этом система углового поиска кинематически связана с системой линейного поиска, т.е. является прямым ее продолжением при изгибе спиральной пружины Система не требует возврата в исходное положение после осуществления поиска. Захватная головка пригодна дня сборки как круглых, Tak и некруглых деталей, так как зг.агнь орган с деталью в процессе траекгорного поиска не вращается,
0
5
40 Формула изобретения
Захватная головка манипулятора, содержащая корпус, в котором установлен основной привод, кинематически связанный с эксцентриковым механизмом автопоиска, а также схват, кь.-it - матически связанный с эксцентриковым механизмом автопоиска и тарьирно связанный посредством спиральной пружины с корпусом, отличающаяся тем, что, с целью повышения проезде- дительности за счет сокращения времени позиционирования схвата при одновременном повышении точности позиционирования за счет введения кинематической связи систем углового и линейного поиска точки позиционирования, она снабжена двумя жестко связанными между собой шарнирами Гука
5
0
5
715
и дополнительным приводом, который установлен в корпусе и кинематически связан с ведущим звеном первого Шарнира Гука, при этом эксцентриковый механизм автопоиска выполнен в виде поворотной втулки, которая шар- цирно связана с корпусом и кинемати- Цески - с основным приводом, а также виде стакана, который шарнирно свя- з|ан со схватом, причем в торцах по- оротной втулки выполнены два от- ерстия, которые расположены эксцент68
рично относительно продольной оси этой втулки и. в них на дополнительно введенных опорах качения установлены соответственно ведущее и ведомое звенья первого шарнира Гука, а ведомое звено второго шарнира Гука установлено внутри стакана на дополнительно введенном валике, продольная ось которого перпендикулярна продольной оси стакана, с возможностью осевого перемещения этого звена вдольi оси валика о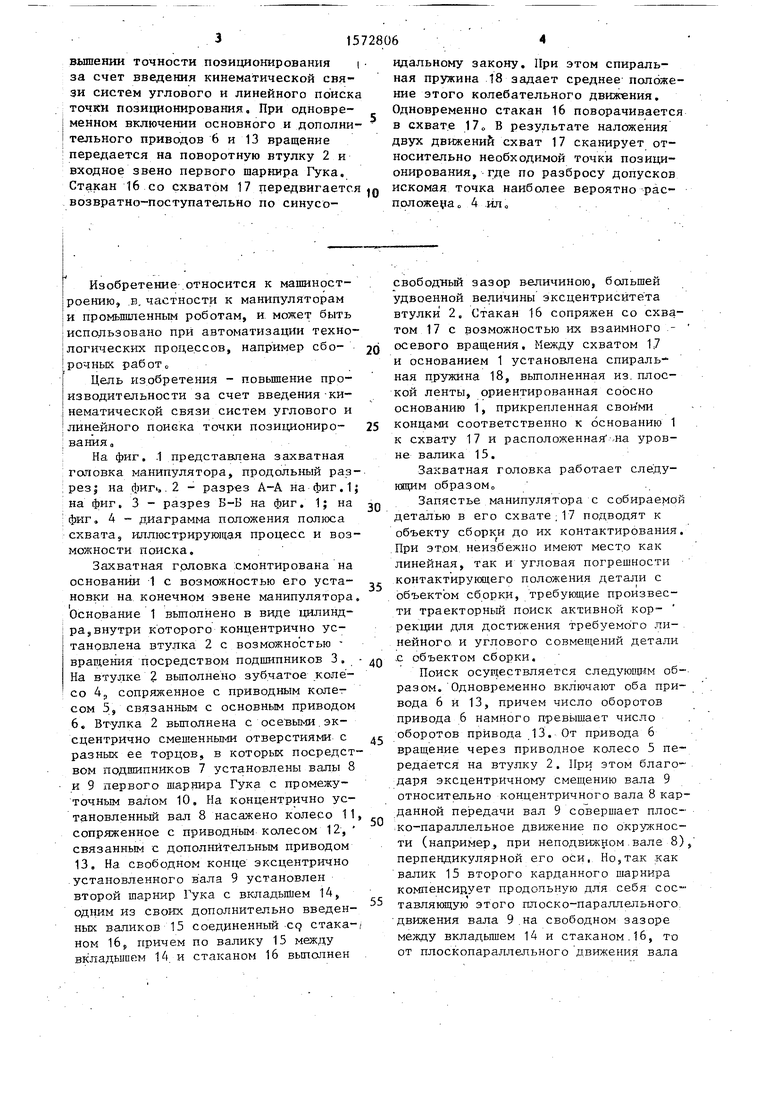
| название | год | авторы | номер документа |
|---|---|---|---|
| Сборочная головка с автопоиском | 1984 |
|
SU1227401A1 |
| Манипуляционная система | 1990 |
|
SU1784451A1 |
| Сборочно-захватная головка манипулятора | 1984 |
|
SU1191281A1 |
| Устройство для сборки шарнирного соединения секаторов | 1983 |
|
SU1271702A1 |
| Манипулятор | 1988 |
|
SU1590370A1 |
| Устройство для ориентации деталей при сборке | 1981 |
|
SU1162570A1 |
| Устройство для автоматической сборки с автопоиском | 1980 |
|
SU942927A1 |
| Копирующий манипулятор | 1978 |
|
SU722754A1 |
| Схват манипулятора | 1982 |
|
SU1061988A1 |
| ШАРНИРНОЕ ЗАЖИМНОЕ УСТРОЙСТВО | 2019 |
|
RU2729690C1 |
Изобретение относится к машиностроению, в частности к манипуляторам и промышленным роботам, и может быть использовано при автоматизации технологических процессов, например сборочных работ. Целью изобретения является повышение производительности за счет сокращения времени позиционирования схвата при одновременном повышении точности позиционирования за счет введения кинематической связи систем углового и линейного поиска точки позиционирования. При одновременном включении основного и дополнительного привода 6 и 13 вращение передается на поворотную втулку 2 и входное звено первого шарнира Гука. Стакан 16 со схватом 17 передвигается возвратно-поступательно по синусоидальному закону. При этом спиральная пружина 18 задает среднее положение этого колебательного движения. Одновременно стакан 16 поворачивается в схвате 17. В результате наложения двух движений схват 17 сканирует относительно необходимой точки позиционирования, где по разбросу допусков искомая точка наиболее вероятно расположена. 4 ил.
65
Фиг.2
П Ю
15 Щ Фиг.З
Фиг4
| Сборочная головка с автопоиском | 1984 |
|
SU1227401A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
