Изобретение относится к производству и эксплуатации абразивного инструмента и может быть использовано при вскрытии алмазных зерен инструмента на металлической связке.
Целью изобретения является повышение качества вскрытия зерен без ослабления их закрепления в связке путем дополнительного воздействия на поверхность круга потоком дроби, направленным под тупым углом к направлению скорости движения инструмента.
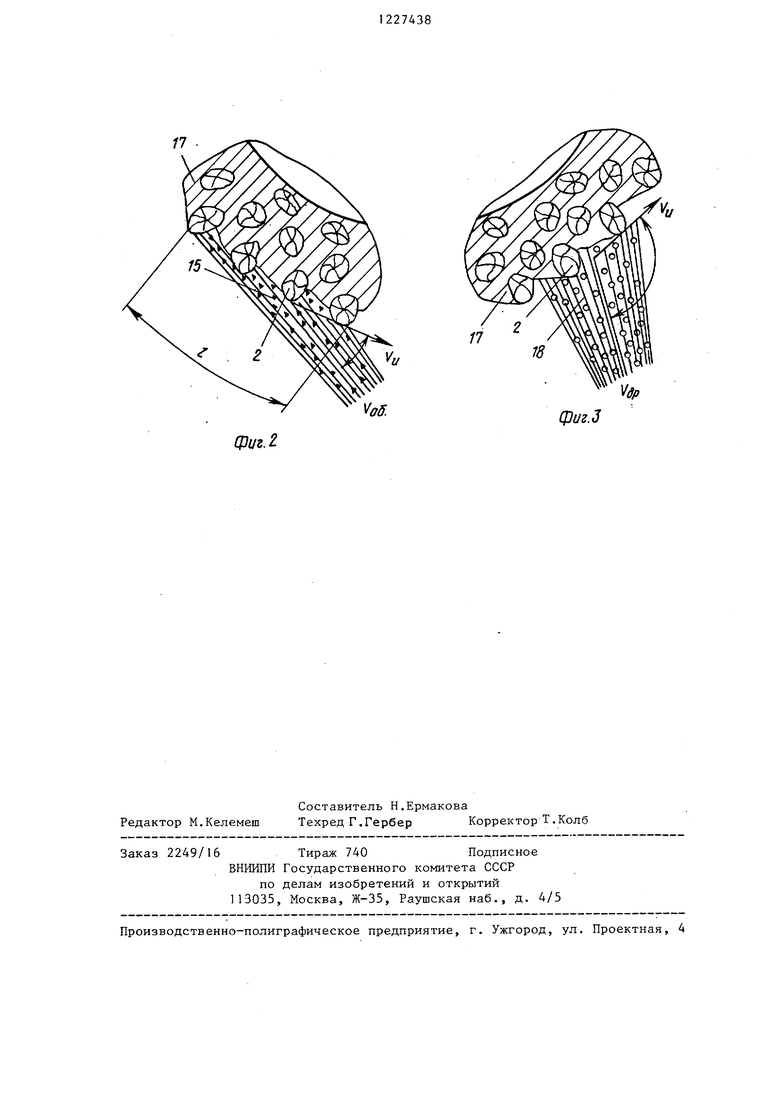
На фиг.1 показана схема реализаци предложенного способа; на фиг,2 - иллюстрация воздействия на поверхность инструмента потока абразивных зерен (узел I на фиг,1); на фиг,3 - то же, потока дроби (узел 1 на фиг. 1).
Для вскрытия у инструмента 1 алмазных зерен 2 используют монитор 3 с гибкими шлангами 4 и 5, причем по шлангу 4 подают суспензию абразивных зерен через насос 6 с крьшьчаткой 7 из бака 8, а по шлангу 5 - сжатый воздух. Для подачи суспензии дроби используют монитор 9 с гибкими шлангами 10 и .11, причем по шлангу 10 подают суспензию дроби через насос 12 с крьшьчаткой 13 из бака 14, а по пшангу 11 - сжатый воздух.
Вскрытие зерен осуществляется следующим образом.
По гибкому шлангу 4 находящиеся в суспензии абразивные зерна в виде высокоскоростного потока 15 выбрасываются на алмазоносный слой 16 инструмента 1 под углом oi. к направлению скорости движения инструмента V. Угол Ы выбирается в.пределах 25 30, обеспечивающих как максимальный съем металлической связки 17, так и обнажение передней грани алмазных зерен 2,
При ударе абразивных зерен со скоростью порядка 100 м/с происходит интенсивная эрозия металлической связки 17 и обнажение алмазных зерен 2. При этом более интенсивно подвергается износу участок металлической связки, прилегающей к передней грани алмазных зерен 2, а связка 17 за задней гранью алмазных зерен защищена от потока и-в основном не подвергается износу.
После обнажения алмазных зерен 2 алмазный слой 16 попадает под высокоскоростной поток 18 дроби, который выбрасывается на алмазоносный слой 16 инструмента 1 под углом 90 + оС к направлению скорости движения инструмента V . В качестве дроби применяют, например, стеклянные шарики диаметром в 5-6 раз меньше размеров алмазньгх зерен. При ударе дроби со скоростью порядка 100 м/с происходит пластическое деформирование, наклеп и упрочнение связки 17, что приводит к повьш1ению ее износостойкости, по- вьш1енню устойчивости алмазньт зерен 2 и,в конечном счете, повышению долговечности алмазного инструмента.
Пример реализации предложенного способа.
Производилось вскрытие инструмента в виде алмазной дисковой пилы диаметром 1100 мм с зернистостью алмаза 630/500, концентрацией 50% на металлической связке М.Скорость движения периферии пилы в процессе вскрытия составляла V, 0,002 м/с. В процессе вскрытия поток абразивных зерен, ускоряясь воздушным потоком, направлялся с большой (порядка
100 м/с) скоростью на алмазоносньй слой под углом СУ 25° и сх1 30 к направлению скорости движения периферии пилы. Использовались абразивные зерна из карбида кремния со средней зернистостью 0,12 мм и весовой концентрацией их в воде 15%. Была произведена распиловка мрамора Газган- ского месторождения до затупления алмазной дисковой пилы. Результаты испытаний показали, что износостойкость инструмента возрастает в 1,35 раза, сокращение расхода алмазов составляет 0,03 карат/м , при этом производительность обработки инструментом возрастает в 1,3 раза по сравнению с инструментом, вскрытие зерен которого осуществлено только потоком абразивных зерен.
Таким образом, дополнительное воздействие на поверхность инструмента потоком дроби под тупым углом обеспечивает повышение качества вскрытия его зерен.
17 .
17
18
фиг.З
Фиг. г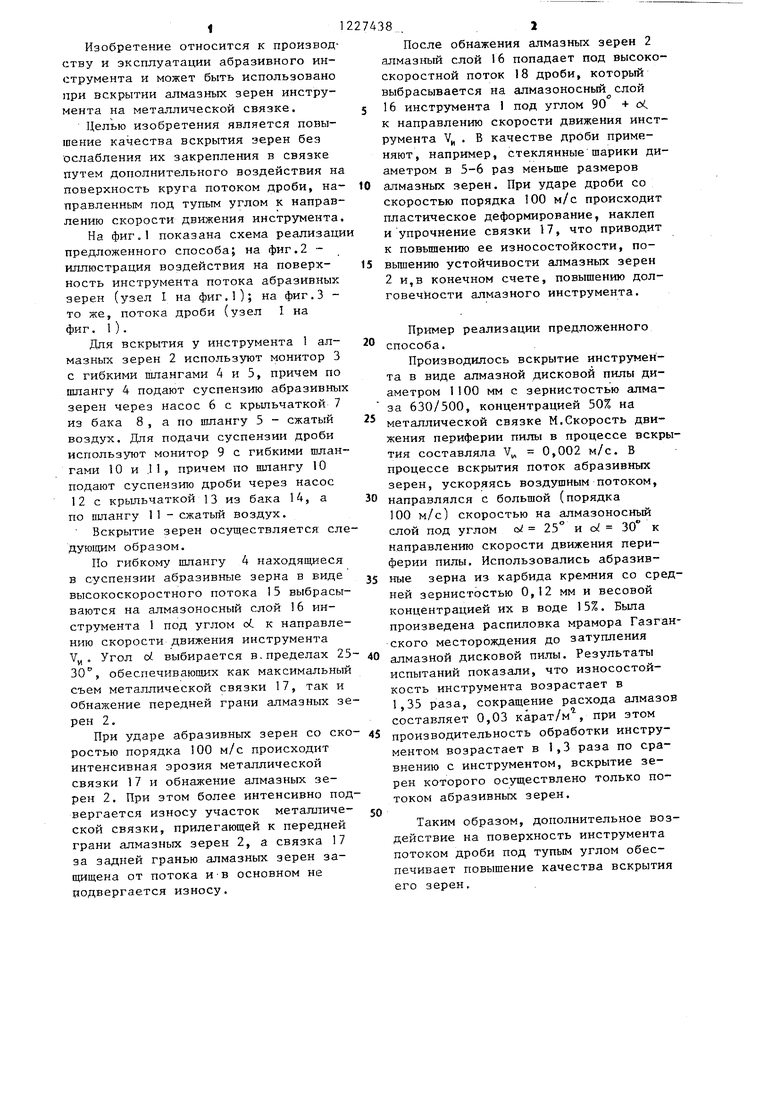
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для распиловки материалов | 1984 |
|
SU1276518A1 |
| СПОСОБ ПРАВКИ АБРАЗИВНЫХ ИНСТРУМЕНТОВ ИЗ СВЕРХТВЕРДЫХ МАТЕРИАЛОВ | 1992 |
|
RU2071408C1 |
| СПОСОБ ПОДГОТОВКИ РАБОЧЕЙ ПОВЕРХНОСТИ АЛМАЗНОГО КРУГА ФОРМЫ 6А2 | 2005 |
|
RU2313437C2 |
| ФРЕЗА АЛМАЗНАЯ ТОРЦЕВАЯ ДЛЯ ОБРАБОТКИ ЗАГОТОВОК ИЗ УГЛЕРОДНЫХ ИЛИ УГЛЕГРАФИТОВЫХ МАТЕРИАЛОВ | 2006 |
|
RU2308357C1 |
| Способ правки отрезного круга | 1981 |
|
SU986769A1 |
| СПОСОБ ПРАВКИ АБРАЗИВНОГО ИНСТРУМЕНТА | 1989 |
|
SU1839393A1 |
| СПОСОБ ШЛИФОВАНИЯ СЛОЖНОПРОФИЛЬНЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2010 |
|
RU2432239C1 |
| ДИСКОВЫЙ АЛМАЗНЫЙ ИНСТРУМЕНТ | 2007 |
|
RU2366575C2 |
| АЛМАЗНАЯ БУРОВАЯ КОРОНКА | 2006 |
|
RU2326228C1 |
| Алмазный инструмент | 1983 |
|
SU1151443A1 |

| Устройство для подачи деталей | 1980 |
|
SU933377A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Ваксер Д.Б | |||
| и др | |||
| Алмазная обработка технической керамики | |||
| Машино- | |||
| строение, 1976,.с | |||
| Способ окисления боковых цепей ароматических углеводородов и их производных в кислоты и альдегиды | 1921 |
|
SU58A1 |
