Изобретение относится к изготовлению покрышек пневматических шин -и предназначено для формования заготовки радиальной покрышки на устройство шиносборочного производства.
Целью изобретения является повышение качества формуемой покрьшки.
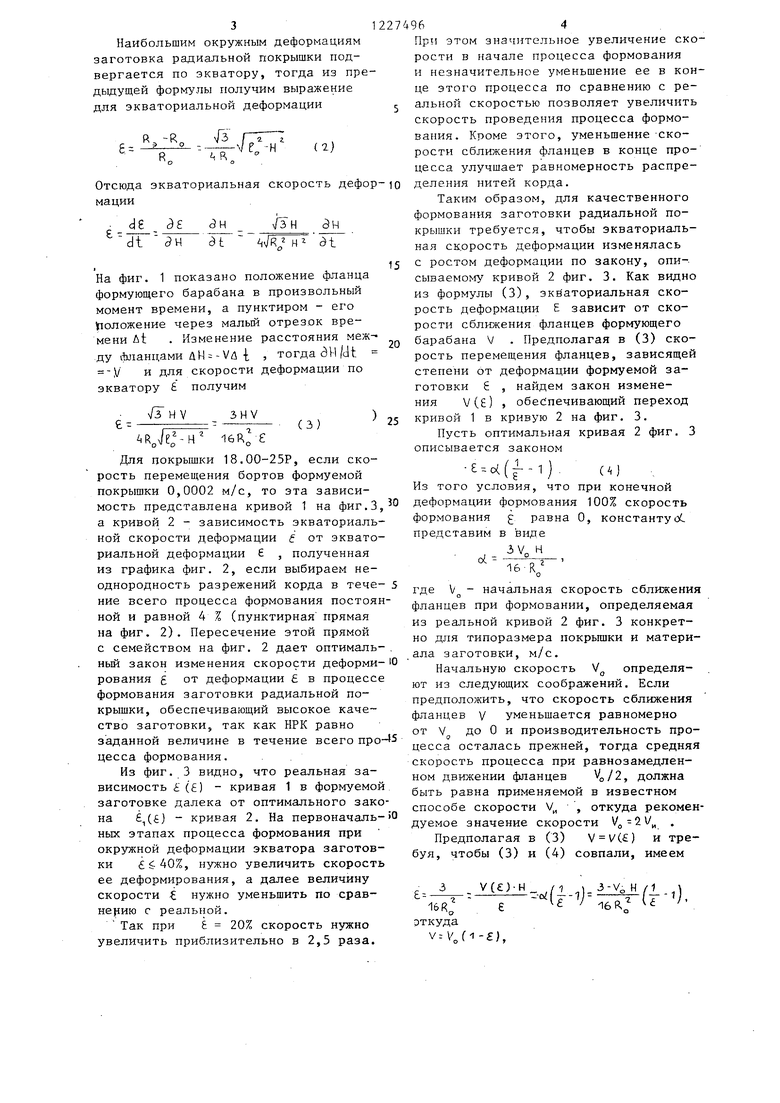
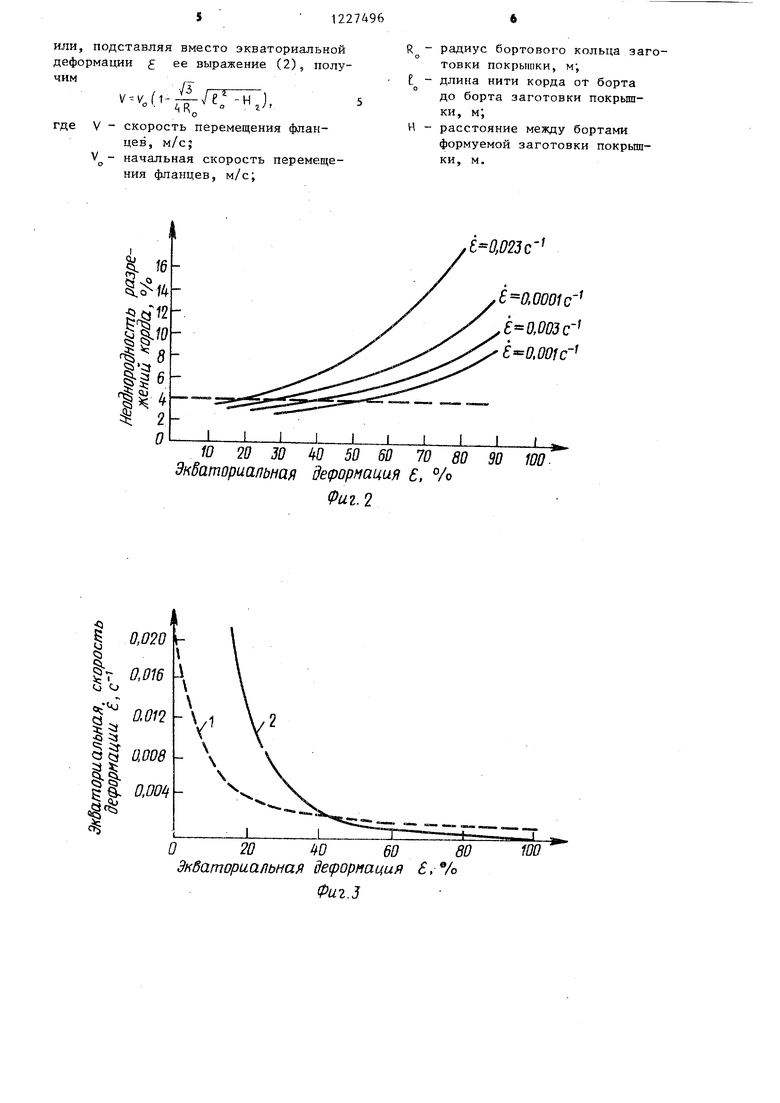
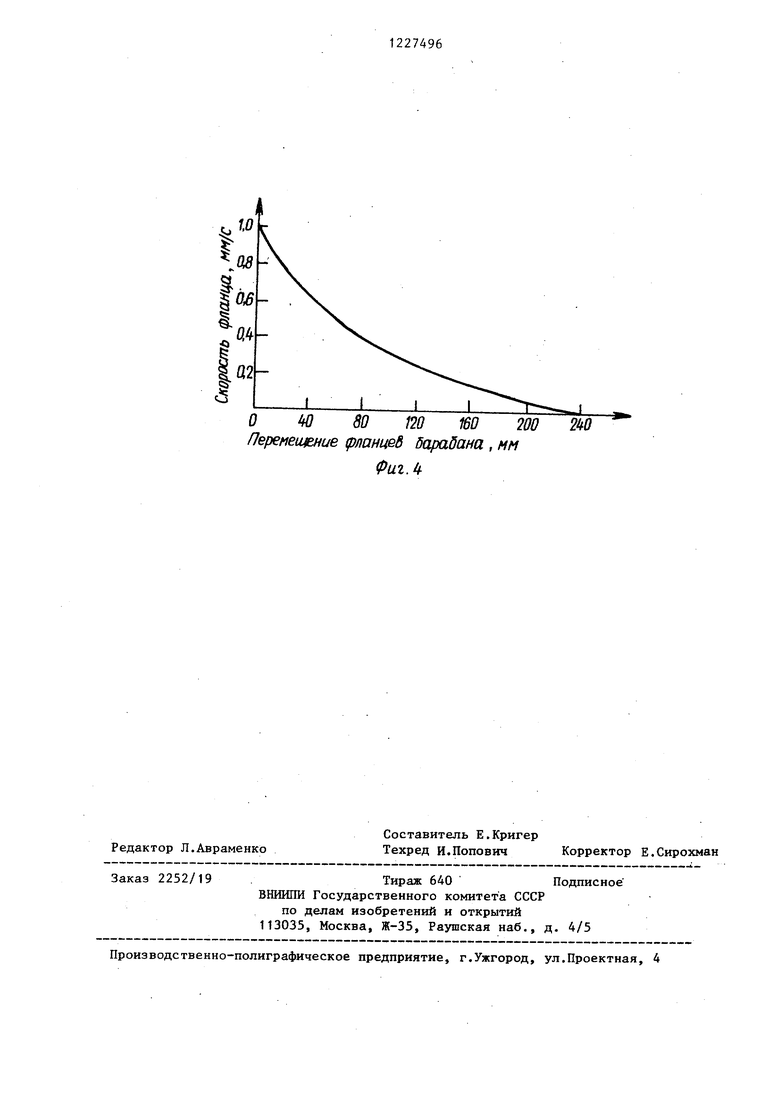
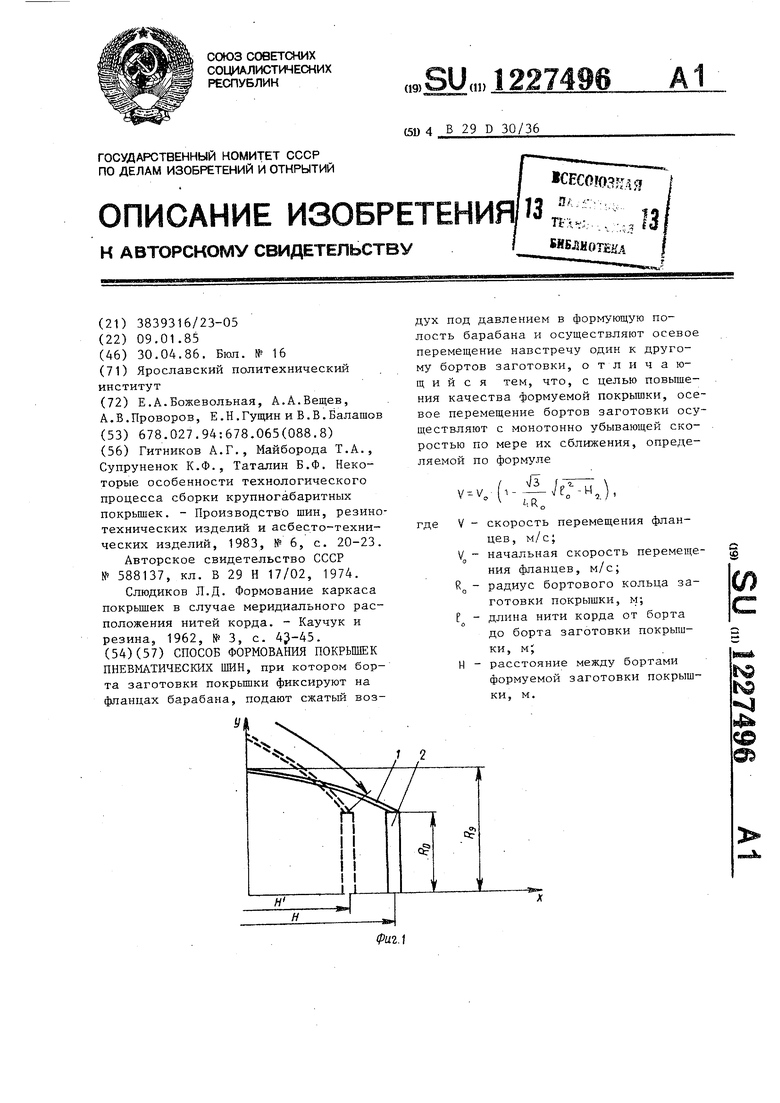
На фиг. 1 изображена схема для расчета скорости сближения фланцев барабана в предлагаемом способе; на фиг. 2 - экспериментальная зависимость неоднородности разрежения корда формуемой заготовки радиальной покрьш1ки от степени деформации при разных скоростях деформирования заготовки для металлокорда 4Л22, обре- зиненного смесью 2 Э2179; на фиг.З - зависимость экваториальной скорости деформации заготовки радиальной покрышки 18.00-25R от ее деформации по экватору - при постоянной скорости сближения фланцев и эксперименталная зависимость (&) , обеспечивающая деформацию материала заготовки ниже предела прочности на поперечный разрыв во время всего процесса формования с постоянной неравномерностью разрежений нитей корда; на фиг.4 - зависимость скорости сближения флан- цев формующего барабана V от их перемещения.
Формование модельных однослойных каркасов радиальных покрьшек из об- резиненного смесью 2 Э2179 металлокорда 4Л22 с резиновой из этой смеси прослойкой проводилось на сборочном барабане с резиновой диафрагмой. Раскроенные под углом О полосы обрези- ненного металлокорда накладывают на резиновую диафрагму сборочного барабана при максимальном удалении фланцев друг от друга, стыкуют кромки полос в виде браслета, который хому- тагт закрепляют на фланцах. Затем в диафрагменную полость подают формующее давление Р 0,06 МПа и начинают сближать фланцы формующего барабана с начальной скоростью м/с, кото рая по мере сближения фланцев падает до нуля.
Измеряют время формования и в конце формования оценивают неравномерность разрежений корда (по известной методике), которая характеризуется отклонением положения нити от равномерного распределения (см. таблицу).
Способ формования
Разрежения корда по экватору формуемой заготовки в конце . формования, %
Время формования, с
Известный (при постоянной скорости формова- ,002м/с)
Известный (при постоянной скорости формова- ,,004 м/с) Предлагаемый (при перемен ной скорости сближения фланцев - 0,01 - О м/с)
120
18
60
50
Как видно из таблицы, формование по данному способу обеспечивает равномерность разрежений корда в сформованной заготовке радиальной покрьшки и одновременно сокращается время формования.
При выводе приведенной расчетной зависимости скорости перемещения фланцев формующего барабана от расстояния между ними использовали то, что форму профиля меридиана формуемой заготовки 1 (фиг. 1), закрепленной на фланцах сборочного барабана 2, можно описать дугой окружности, тогда текущий радиус экватора формуемой заготовки
.
(1 )
де
R радиус экватора заготовки радиальной покрышки в процессе формования, м; RO- радиус бортового кольца формуемой заготовки радиальной покрьш ки, м;
С - длина нити корда от борта до борта формуемой заготовки радиальной покрышки, MJ
Н - расстояние между бортами
формуемой заготовки радиальной покрышки, м.
Наибольшим окружным деформациям заготовка радиальной покрышки подвергается по экватору, тогда из пре- дьщуш;ей формулы получим выражение для экваториальной деформации
.
R,
а)
Отсюда экваториальная скорость дефор-ю мации
de Э эн
/з н Эн
dt ЭН at
На фиг. 1 показано положение фланца формующего барабана в произвольный момент времени, а пунктиром - его Уюложение через мальш отрезок времени At . Изменение расстояния меж- .ду фланцами ДН -УД , тогда -у и для скорости деформации по экватору получим
ТТн V
3HV
16 я, е
(3)
Для покрышки 18.00-25Р, если скорость перемещения бортов формуемой покрышки 0,0002 м/с, то эта зависимость представлена кривой 1 на фиг.З, а кривой 2 - зависимость экваториальной скорости деформации f от экваториальной деформации 6 , полученная из графика фиг. 2, если выбираем неоднородность разрежений корда в тече- ние всего процесса формования постоянной и равной 4 % (пунктирная прямая на фиг. 2). Пересечение этой прямой с семейством на фиг. 2 дает оптимальный закон изменения скорости деформирования от деформации в процессе формования заготовки радиальной по- , обеспечивающий высокое качество заготовки, так как НРК равно заданной величине в течение всего процесса формования.
Из фиг. 3 видно, что реальная зависимость () - кривая 1 в формуемой заготовке далека от оптимального закона (4) кривая 2. На первоначальных этапах процесса формования при окружной деформации экватора заготовки 40%, нужно увеличить скорость ее деформирования, а далее величину скорости € нужно уменьшить по срав- нерию с реальной.
Так при 20% скорость нужно увеличить приблизительно в 2,5 раза.
ю
15
20
25
30
5. Ю
При этом значительное увеличение скорости в начале процесса формования и незначительное уменьшение ее в конце этог о процесса по сравнению с реальной скоростью позволяет увеличить скорость проведения процесса формования. Кроме этого, уменьшение-скорости сближения фланцев в конце процесса улучшает равномерность распределения нитей корда.
Таким образом, для качественного формования заготовки радиальной покрышки требуется, чтобы экваториальная скорость деформации изменялась с ростом деформации по закону, опи-. сываемому кривой 2 фиг. 3. Как видно из формулы (3), экваториальная скорость деформации Е зависит от скорости сближения фланцев формующего барабана V . Предполагая в (3) скорость перемещения фланцев, зависящей степени от деформации формуемой заготовки 6 , найдем закон изменения V() , обеспечивающий переход кривой 1 в кривую 2 на фиг. 3.
Пусть оптимальная кривая 2 фиг. 3 описывается законом
((f-l). (Ч , Из того условия, что при конечной деформации формования 100% скорость формования g равна О, константуоС представим в виде ЗУ„ Н
oi
16 R
где V - начальная скорость сближения фланцев при формовании, определяемая из реальной кривой 2 фиг. 3 конкретно для типоразмера покрышки и матери- ,ала заготовки, м/с.
Начальную скорость V определяют из следующих соображений. Если предположить, что скорость сближения фланцев у уменьшается равномерно от V до О и производительность процесса осталась прежней, тогда средняя скорость процесса при равнозамедлен- ном движении фланцев Ч)/2, должна быть равна применяемой в известном способе скорости V , откуда рекомендуемое значение скорости о
Предполагая в (3) V V() и требуя, чтобы (3) и (4) совпали, имеем
3-У„ Н
(...
(f-).
или, подставляя вместо экваториальной деформации f ее выражение (2), получим,-
,/),
где V - скорость перемещения фланцев, м/с;
начальная скорость перемещения фланцев, м/с;
радиус бортового кольца заго
тонки покрышки, м; длина нити корда от борта
до борта заготовки покрьшки, м; расстояние между бортами
формуемой заготовки покрьшки, м.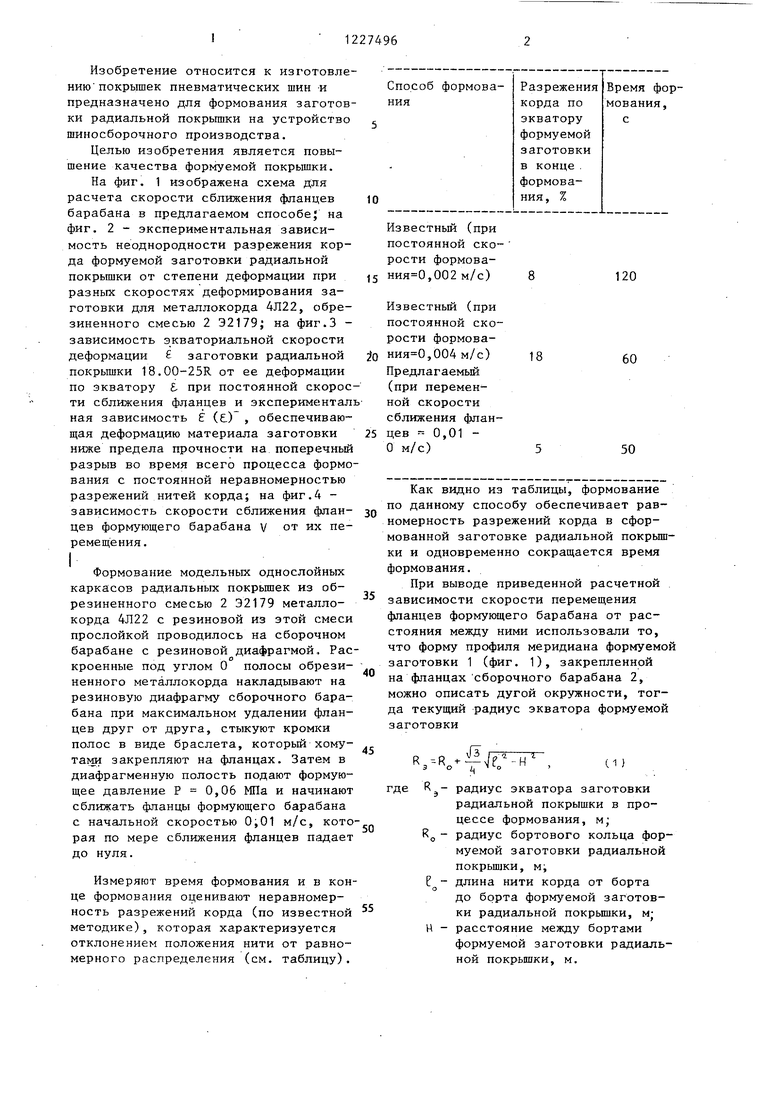
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ формования заготовки радиальной покрышки пневматической шины | 1976 |
|
SU663603A1 |
| Способ сборки радиальных покрышек пневматических шин | 1977 |
|
SU734004A1 |
| Способ формования каркасов покрышек пневматических шин и устройство для его осуществления | 1978 |
|
SU716863A1 |
| Барабан для сборки и формования покрышки пневматической шины | 1977 |
|
SU707823A1 |
| Способ сборки покрышек пневматическихшиН | 1979 |
|
SU821195A1 |
| Станок для сборки и формования покрышки пневматической шины | 1976 |
|
SU680906A1 |
| Устройство для сборки и формования покрышек пневматических шин | 1978 |
|
SU701026A1 |
| РАДИАЛЬНАЯ ПНЕВМАТИЧЕСКАЯ ШИНА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2000 |
|
RU2209139C2 |
| Устройство для опрессовки каркаса покрышки | 1980 |
|
SU899364A1 |
| Способ сборки радиальных покрышек пневматических шин и устройство для его осуществления | 1977 |
|
SU671155A1 |
0,0001 8 0,003
Ю 20 30 40 50 80 70 80 90 100. кВаториапьная деформаиия С, %
(Риг. 2
№Jc
-f
0,0001 с 8 0,003 с
О20W6080
Экбаториальная де(рормация ,/о
Фиг.З
100
О w 80 т т 200
Перемеиение (рпанцеВ барабана , мм ФигЛ
2kQ
Редактор Л.Авраменко
Заказ 2252/19
Тираж 640Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
Составитель Е.Кригер
Техред И.Попович Корректор Е.Сирохман
| Гитников А.Г., Майборода Т.А., Супруненок К.Ф., Таталин Б.Ф | |||
| Некоторые особенности технологического процесса сборки крупногабаритных покрьшек | |||
| - Производство шин, резинотехнических изделий и асбесто-техни- ческих изделий, 1983, № 6, с | |||
| Прибор для промывания газов | 1922 |
|
SU20A1 |
| Способ формования покрышек пневматических шин | 1974 |
|
SU588137A1 |
| Солесос | 1922 |
|
SU29A1 |
| Слюдиков л.д | |||
| Формование каркаса покрьшек в случае меридиального расположения нитей корда | |||
| - Каучук и резина, 1962, № 3, с | |||
