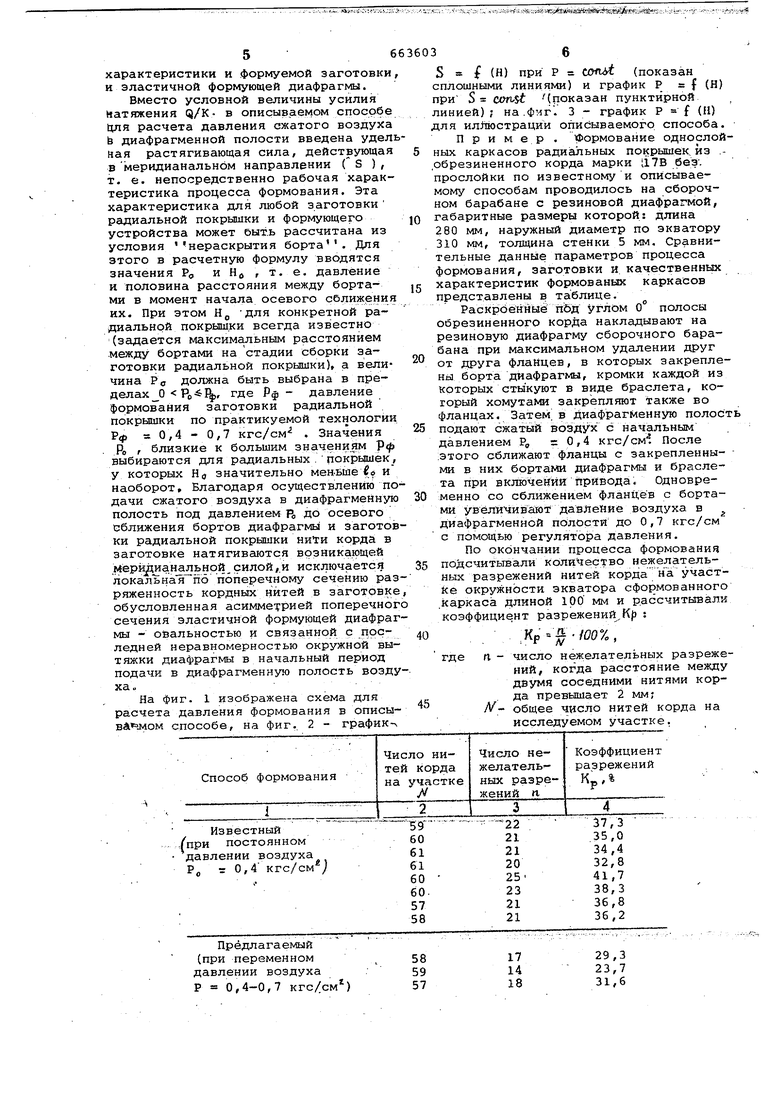
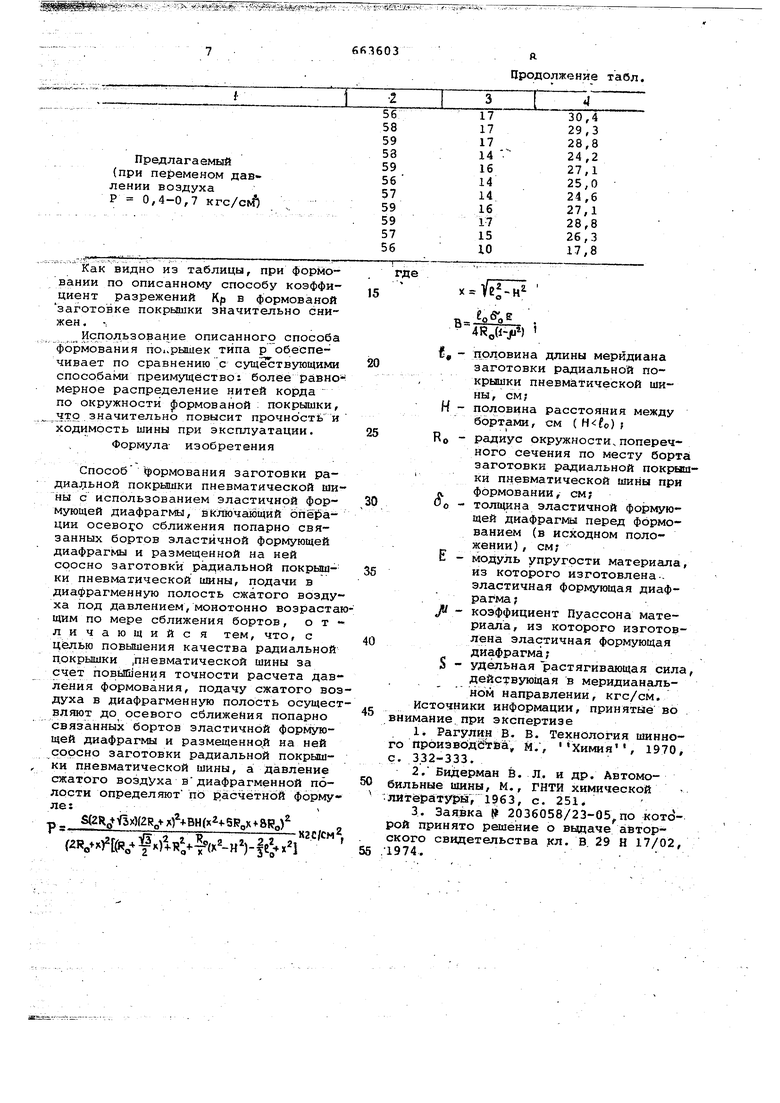
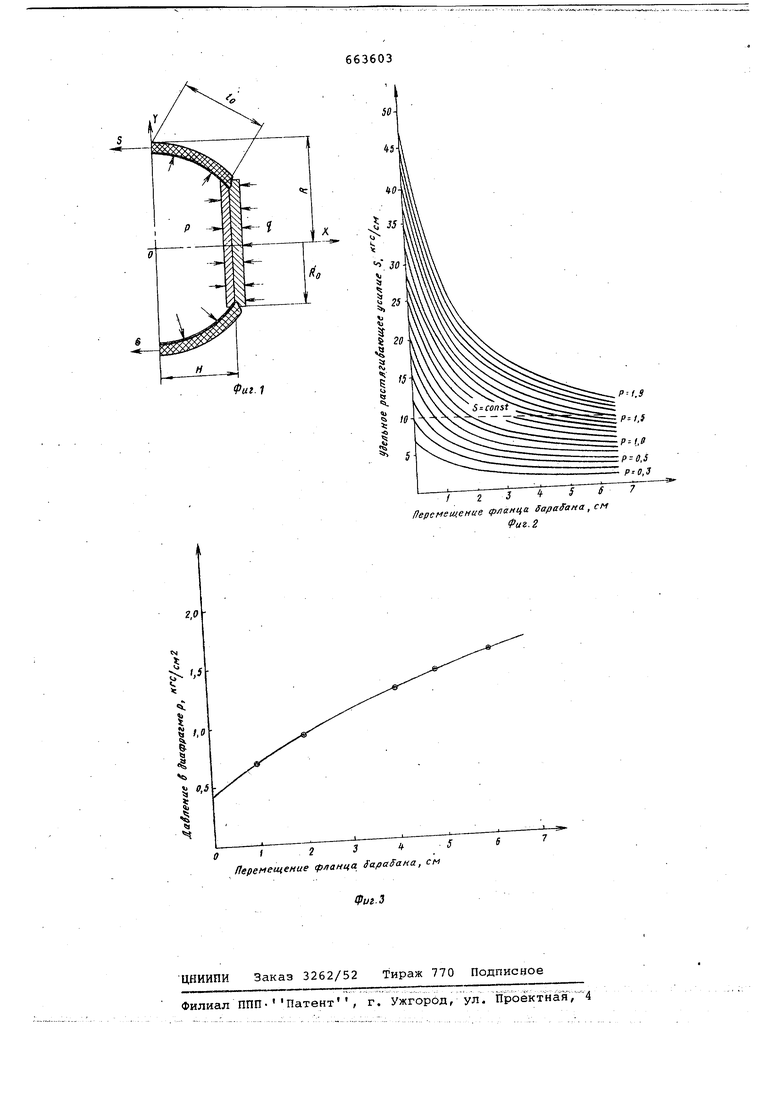
;,, 1 . ; Изобретение относится к изготов лению покрышек пневматических шин и предназначено для формовдния заготовки радиальной покрышки с помощью эластичной формующей диафрагмы на устройстве шинно-сборочн.ого производства. Известен способ фор Мования заубтовки радиальной покрилшки иа уст ройстве с эластичйрй формующей диаф рагмой, борта которой закрецлёны , на подвижных в осевом направлении фланцах, включающий подачу вЬздуха; в образованную пластичной формующей диафрагмой и фланцами йолость (диафрагмённую йолость) и сёлиженйе фланцев в осевом йап ра1ВЯвнйй до положения ййас йчной формующей дйафра - №J ;в попёрёЧгном -йёчеййй, СШтвётСтв щёго профилю форМуемой заготовки ра Диальной покрышки йневматическрй шины. Причем вь.время всего цикла фо рмоваНйя давление и диафрагменной полости пбддерживаю постоянным й выбирайт ..: в пределах от 0,5 1,S кгс/см в зависимости от разме ра заготовки радиальной покрышки. После окончания формования дав ление воздуха в диафрагменной полости уве личивают до 1,8 - 2,0 кгс/см и 6существЯяк|Т прик.атку для уплотнения мнЪгбслоЙЙоЙ заготовки радиаль-ной покрьяики Ц . В йзвестйб способе не обеспечивается требуемое качество- формуемой заго: овкй ЙЭ-за Иеравномерности распределения нитей корда по ее периметру, обусловленной уменьшением натяжений нитей,корда, в процессе формования 12, так как в этом способе при создании давления в диафрагменной hOnocTKHeУч ёйа зависимость радиуса кривизны профиля формуемого каркаса и натййсенйя нитей корда в нем от диаметра формуемого каркаса и расстояния между его бортами во время формования. Чем больше диаметр формуемого каркаса и меньше расстояние между его бортами, тем меньше радиус кривизны и натяжение нитей корда. - , В известном способе из-за поддержания и течение,. процесса формования на одйом и том же уровне давления натяжение.нитей корда резко уменьшается при увеличении диаметра эластичной формующей диафрагмы (и формуемого каркаса) и уменьшении расстояния между фланцами (и борта1ми формуемого каркаса), т. е. в то время, когда возрастает вероятно неравномерности распределения нитей корда в формуемом каркасе из-за рос окружных деформаций обрезиненного к да. Выбор большей относительно применяемой в известном способе величи ны постоянного давления формования исключается из-за возникающего при этом дефектараскрытия борта, обусловленного увеличением выше дёльных растягивающих усилий в нитях корда при исходном положении диафрагмы и фланцев. Этот недостаток частично устране в наиболее близком к описываемому способе формования заготовки радиал ной покрышки пневматической шиныС использованием эластичной формующей диафрагмы, включающем осевое сближе ние брртов, подачу в диафрагменную полость сжатого воздуха под давлени ем, изменяющ мся по формуле Qni f(2f . fjxteif ;К((/ где Р - давление в диафрагменной .полости, кгс/см ;,„,,..,„.-Q - разрывное усилие для оди. ночной кордной нити, кгс;К - запас прочности нитей корда при формовании; 1 - число слоев в каркасе; i. - частота нитей корда в слое перед формованием каркаса, см - ; X - величина относительного сближения бортов заготовки покрышки, см; I - раздвиг барабана при сборк . каркаса покрышки, см; UcT- диаметр сборочного барабана, см; угол между нитями корда и меридианом перед формованием заготовки покрышки, град 3. ; В известном способе с монотонно возрастающим при сближении попарно связанных бортов эластичной формующ диафрагмы и заготовки радцальной покрышки давлением согласно приведе ной математической зависимости имею ся факторы, отрицательно влияющие на качество формованной заготовки из-за ослабления нитей корда в заго товке при ее формовании. Цель изобретения - .повышение качества радиальной покрышки пневмати ческой шины за счет повышения точ- ности расчета давления формования. Пост авленная цель достигается тем,что подачу сжатого воздуха в дй фрагменную полбсть осуществляют до осевого сближения ,попарно связанных бортов эластичной формующей диафраг мы и размещенной на ней соосно заготовки радиальной покрышки пневмат ческой шины, а давление сжатого во 4 иафрагменной полости опредерасчетной форглуле; )(2R/ 0 o 2{{й7| - o4l т1:о7 7 половина длины меридиана заготовки радиальной покрышки пневматической шины, см; половина расстояния между бортами (Н 4 )/ см; радиус окружности поперечного сечения по месту борта заготовки радиальной покрышки пневматической шины при формовании, см; толщина эластичной формующей диафрагмы перед формованием (в исходном положении} , см модуль упругости материала, из которого изготовлена эластичная формующая диафрагма; коэффициент Пуассона материала, из которого изготовлена эластичная формующая диафрагма; . давление сжатого воздуха в диафрагменной полости, кгс/см; удельная растягивающая сила, действующая в меридианальноМ направлении, кгс/см. ыводе приведенной расчетной описываемого способа рассмаь условие равновесия пололочки, образованной формуетовкой радиальной покрышки и ой. формующей диафрагмой .5етк 5г} „ -ря-н1о, радиус экваториальной окружности формуемой заготовки радйальнрй покр1 ки, см; : давление воздуха в диафрагменной полости, кгс/см , - g , Rf sJfiot t sinj}(i/Tic sjL 3//7X ). 1 (S 4 S ,. CO (.) -3R,f,c.-d(2-35/rt ;).p/ff. о методике ее расчета,излсжурнале Каучук и резина , 8, с. 49-51). асно описываемому способу ия заготовки радиальной пори выводе расчетной формулы, щей давление сжатого возду диафрагменной полости с ием меясду бортами (2Н) и альной силой ( S ), учтены ческие и физико-механические характеристики и формуемой заготовки и эластичной формующей диафрагмы. Вместо условной величины усилия Натяжения Q/K- в описываемом способе 1щя расчета давления сжатого воздуха ё диафрагменной полости введена удел ная растягивающая сила, действующая в меридианальнбм направлении ( S ) , т, е. непосредственно рабочая характеристика процесса формования. Эта характеристика для любой заготовки радиальной покрышки и формующего устройства может оыт.ь рассчитана из условия нераскрытия борта . Для этого в расчетную формулу вводятся значения Р,, и Нд , т. е. давление и половина расстояния между бортами в момент начала осевого сближения их. При этом Нд ДЛЯ конкретной радиальной покрышки всегда известно (задается максима.льным расстоянием .между бортами на стадии сборки заготовки радиальной покрышки), а величина РО должна быть выбрана в пределах 0 РО 1, где РФ - давление формов ания заготовки радиальной покрышки по практикуемой технологии РФ 0,4-0,7 кгс/см . Значения Ро , близкие к большим значениям рф выбираются для радиальных .покрышек, у которых HO значительно мен-ьше (2 и наоборот. Благодаря осуществлению по дачи сжатого воздуха в диафрагменную полость под давлением R, до осевого сближения бортов диафрагмь и заготов ки радиальной покрышки нити корда в заготовке натягиваются возникающей ;мёрй(иа.н альнрй силой,.и исключается локальная п6 поперечному сечению раз ряженность кордных нитей в заготовке обусловленная асимметрией поперечног сечения эластичной формующей диафраг мы - овальностью и связанной с прследней неравномерностью окружной вытяжки диафрагмы в начальный период подачи в диафрагменную полость возду ха. На фиг. 1 изображена схема для расчета давления формования в описыв& мом. способе, на фиг.. 2 - гpaфик663603S f (Н) при Р COitAt (показан сплошными линиями) и график Р 1 (Н) при S cwi-St (показан пунктирной линией); на.фмг. 3 - график Р f (fl) для иллюстрации описываемого способа. Пример . Формование однослойных каркасов радиальных покрышек, из ..обрезиненного корда марки ii7B беЭ. прослойки по известному и описываемому способам проводилось на сборочном барабане с резиновой диафрагмой, габаритные размеры которой: длина 280 мм, наружный диаметр по экватору 310 мм, толщина стенки 5 мм. Сравнительные данные параметров процесса формования, заготовки и качественных характеристик формованых каркасов представлены в таблице. Раскроенные пЬд углом 0° полосы обрезиненного корда накладывают на резиновую диафрагму сборочного барабана при максимальном удалении друг от друга фланцев, в которых закреплены борта диафрагмы, кромки каждой из которых стыкуют в виде браслета, который хомутами закрепляют также во фланцах. Затем, в Диафрагменную полость подают сжатый воздух с начальным давлением Р, 0,4 кгс/см1 После ;этого сближают фланцы с закрепленны- ми в них бортами диафрагмы и браслета при включений привода. Одновременно со сближением фланЦев с бортами увел 1чивают давление воздуха в диафрагменной полости до 0,7 кгс/см с помощью регулятора давления. По окончании процесса формования подсчитывали кблйчество не5келательНых разрежений нитей корда участке окружности экватора сформованного .каркаса длиной 100 мм и рассчитывали коэффициент разрежений, К() S Кр-./Ш%, fl - число нежелательных разрежений, когда расстояние между двумя соседними нитями корда превышает 2 мм; jV- общее число нитей корда на исследуемом участке.
бйЗбОЗ
Продолжение табл,

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ формования каркасов покрышек пневматических шин и устройство для его осуществления | 1978 |
|
SU716863A1 |
| Способ формования покрышек пневматических шин | 1990 |
|
SU1742098A1 |
| Способ формования покрышек пневматических шин | 1974 |
|
SU588137A1 |
| Способ сборки радиальных покрышекпНЕВМАТичЕСКиХ шиН | 1979 |
|
SU821196A1 |
| Способ формования покрышек пневматических шин | 1985 |
|
SU1227496A1 |
| Устройство для формования покры-шЕК пНЕВМАТичЕСКиХ шиН | 1979 |
|
SU818900A1 |
| Устройство для сборки и формования покрышек пневматических шин | 1981 |
|
SU994299A2 |
| Способ сборки покрышек пневматическихшиН | 1979 |
|
SU821195A1 |
| Способ сборки радиальных покрышек пневматических шин | 1977 |
|
SU734004A1 |
| Устройство для сборки и формования радиальных покрышек пневматических шин | 1986 |
|
SU1407844A1 |
Как видно из таблицы, при формовании по описанному способу коэффициент разрежений Кр в формованой
заготовке покрЕЛики значительно снижен . -,
Использование описанного способа формования по,.рышек типа р обеспечивает по сравнению с существующими способами преимущество: более равномерное распределение нитей корда по окружности формованой : покрышки, что значительно повысит прочность и ходимость шины при эксплуатации. Формула- изобретения
Способ формования заготовки радиа; ьной покршики пневматической шины с использованием эластичной формующей диафрагмы, включающий опё рации осево О сближения попарно связанных бортов эластичной формующей диафрагмы и размещенной на ней соосно заготовки радиальной покрьоики пневматической шины, подачи в диафрагменную полость сжатого воздуха под давлением, монотонно возрастающим по мере сближения бортов, отличающийся тем, что, с целью повышения качества радиальной цокрышки .пневматической шины за счет повййения точности расчета давления формования, подачу сжатого воздуха в диафрагменную полость осуществляют до осевого сближения попарно связанных бортов эластичной формующей диафрагмы и размещенной на ней соосно заготовки радиальной покрышки пневматической шины, а давление сжатого воздуха вдиафрагменной полости определяют по расчетной формуле s e(2RptV5x)f2V A)4BH()(4. ак)
- гн- :-,..--- кг С /см
f2V)()«M -HVfc l
где
.gpgog
В 4RJ1-JU)
tf - п оловина длины меридиана заготовки радиальной покрышки пневматической шины, см;
И - половина расстояния между бортами, см ( Н(о) ;
RO - радиус окружности.поперечного сечения по месту борта заготовки радиальной покрышки пневматической шины при формовании, см;
. толщина эластичной формующей диафрагмы перед формованием (в исходном положении) , см;
t - модуль упругости материала, из которого изготовлена . эластичная формующая диаф, рагма;
JU - коэффициент Пуассона материала, из которого изготовлена эластичная формующая диафрагма;
S - удельная растягивающая сила, действующая в меридиангшьном направлении, кгс/см. Источники информации, принятые во мание, при экспертизе
