12
Изобретенр е относится к автоматизации производственных процессов и может быть использовано при загрузке мелких деталей в сотовые кассеты с целью подачи их на дальнейшую обра- ботку, а также в часовой промышленности при металлизации пластин пьезо- элементов камертонных кварцевых резонаторов для электронных приборов времени.
Целью изобретения является повышение производительности и предотвращение повреждения плоских хрупких деталей прямоугольной формы, например заготовок кварцевых резонаторов в про цессе из перегрузки.
На фиг. 1-3 показана последовательность операций загрузки; на фиг.4 вид А на фиг. 2 с частичным вырывом.
Способ осуществляется следующим образом,.
Детали 1 с помощью специального автоматического загрузочного устройства (не показано) предварительно укладывают в гнезда 2 трафарета 3 с кон- турным зазором 8| 0,2-0,3 мм (фиг.1). При таком зазоре детали 1 надежно западают 13 гнезда 2 трафарета 3. Затем на. трафарет 3 сверху накладывают технологическую кассету 4 с гнездами 5. Последние выполнены с минимальным контурным зазором S,, 5 мк, необходи- ым по условиям дальнейшей технологической операции с деталями.
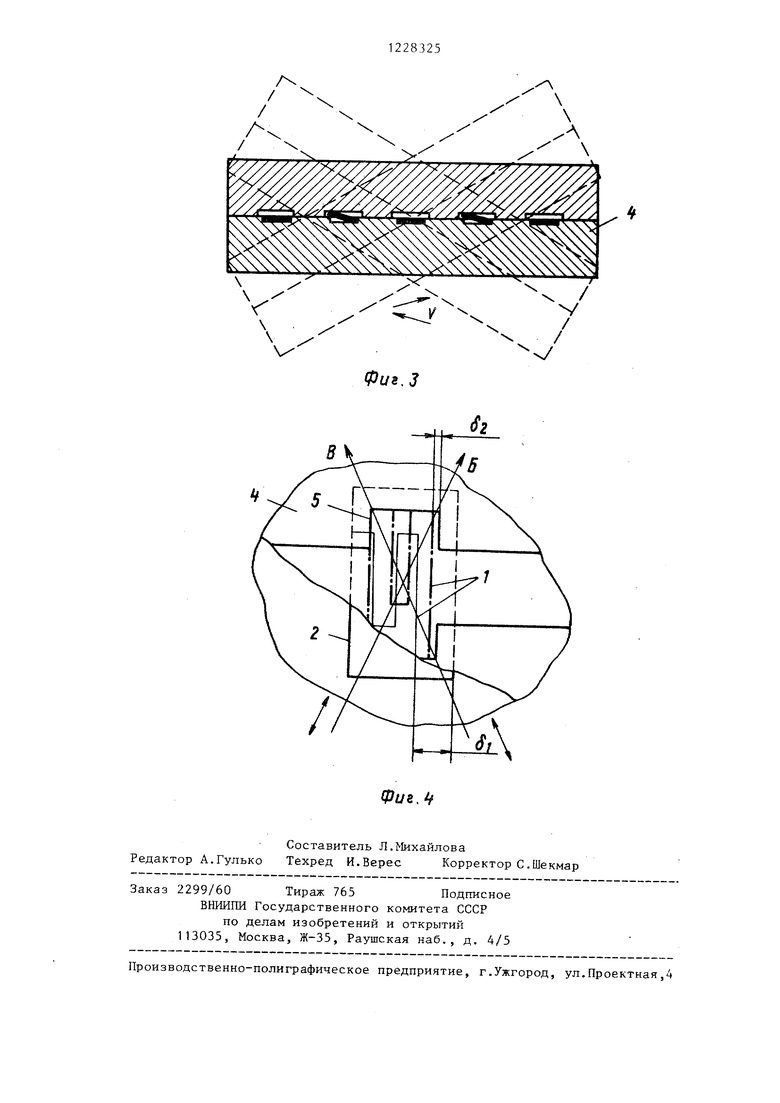
При совмещении лицевыми сторонами обеих кассет гнезда 5 технологической кассеты 4 перекрываются контуром гнезд 2 трафарета 3 (фиг. 3). Далее совмещенный комплект кассет переворачивают на 18С и подвергают вибрации в горизонтальном направлении. Одновременно с вибрацией комплекту кассет
сооЕяцают П(жач1 вание, при котором комгглект наклоняют относУ1тельно плоскости 1 оризонта сначала в направлени одной диагонали гнезда кассеты для детали,, например по стрелке Б (фиг.4) При этом деталь, двигаясь в том же направлении, наклоняется в гнездо технологической кассеты и фиксируется его стенками. Затем комплект наклоняют в направлении другой диагонали (по стрелке В), и деталь сдвигается в указанном направлении.
Поскольку покачивания комплекта кассет производят поочередно вдоль обеих диагоналей (фиг. 4), то доста- 1-2 циклов покачиваний для того, чтобы деталь во0ша в гнездо технологической кассеты.
После западания деталей в гнезда тех1- ологической кассеты с комплекта кассет снимают вибрацию и разъединяют кассеты.
Формула изобретения
I
Способ групповой загрузки мелких, деталей преимущественно прямоугольной формы, например заготовок кварцевых резонаторов, в сотовые кассеты включаюшд й перегрузку предварительно уложенных в гнезда трафарета деталей в гнезда технологической кассеты путем совмещения гнезд трафарета и кассеты и сообщения им вибрации с одновременным его покачиванием в горизонтальной плоскости, отличающийся тем, что, с целью повышения производительности и исключения повреждения деталей, покачивание совмещенных трафарета и кассеты осуществляют в направлениях диагоналей гнезд кассеты.
Pus. S
Фиг.З
Составитель Л.Михайлова Редактор А.Гульке Техред И.Верес Корректор С.Шекмар
Заказ 2299/60 Тираж 765Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная,4
Фиг.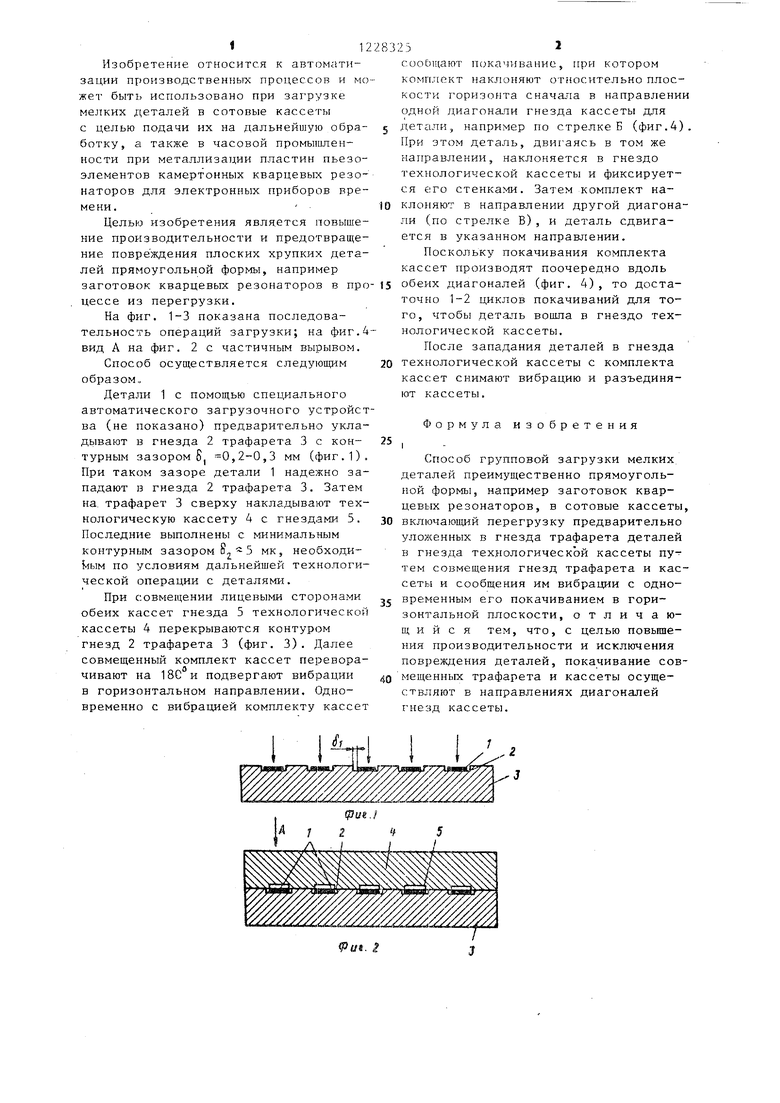
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для групповой загрузки деталей в кассеты | 1983 |
|
SU1152053A1 |
| Устройство для загрузки деталей в сотовые кассеты | 1980 |
|
SU929395A1 |
| УСТРОЙСТВО ДЛЯ ЗАГРУЗКИ И ХРАНЕНИЯ КОНТАКТ-ДЕТАЛЕЙ ГЕРКОНОВ | 2023 |
|
RU2806801C1 |
| Устройство для групповой загрузки плоских деталей | 1990 |
|
SU1780133A1 |
| Устройство для загрузки деталей,преимущественно в виде стержней,в кассеты | 1983 |
|
SU1162001A1 |
| Устройство для загрузки стержневых деталей в кассеты | 1974 |
|
SU559302A1 |
| Устройство групповой загрузки плоских деталей в гнезде трафарета или кассет | 1973 |
|
SU521621A1 |
| Устройство для групповой загрузки плоских деталей | 1977 |
|
SU675486A1 |
| Устройство для загрузки плоскихВыВОдОВ B КАССЕТы | 1978 |
|
SU801142A1 |
| Устройство для групповой ориентированной загрузки цилиндрических деталей в гнезда кассеты | 1988 |
|
SU1535698A1 |
Изобретение может быть использовано при загрузке мелких деталей в сотовые кассеты. Цель изобретения - повышение производительности и предотвращение повреждения изделий. Детали укладывают с зазором в гнезда трафарета, на который сверху накладывают технологическую кассету с гнездами с минимальным контурным зазором. Совмещенный комплект кассет переворачивают на 180 и подвергают вибрации с одновременным покачиванием в горизонтальной плоскости в направлении диагоналей гнезд кассеты. 4 ил. W с to bO 00 со to ел
| Устройство для загрузки деталей в сотовые кассеты | 1980 |
|
SU929395A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| УСТРОЙСТВО для ГРУППОВОЙ ЗАГРУЗКИ СТЕРЖНЕВЫХ ДЕТАЛЕЙ В КАССЕТУ | 0 |
|
SU305605A1 |
