Изобретение относится к машиностроению и приборостроению и может быть использовано для автоматизации загрузки цилиндрических деталей типа колпачка.
Целью изобретения является повышение производительности устройства за счет уменьшения хода шибра и исключения затора деталей.
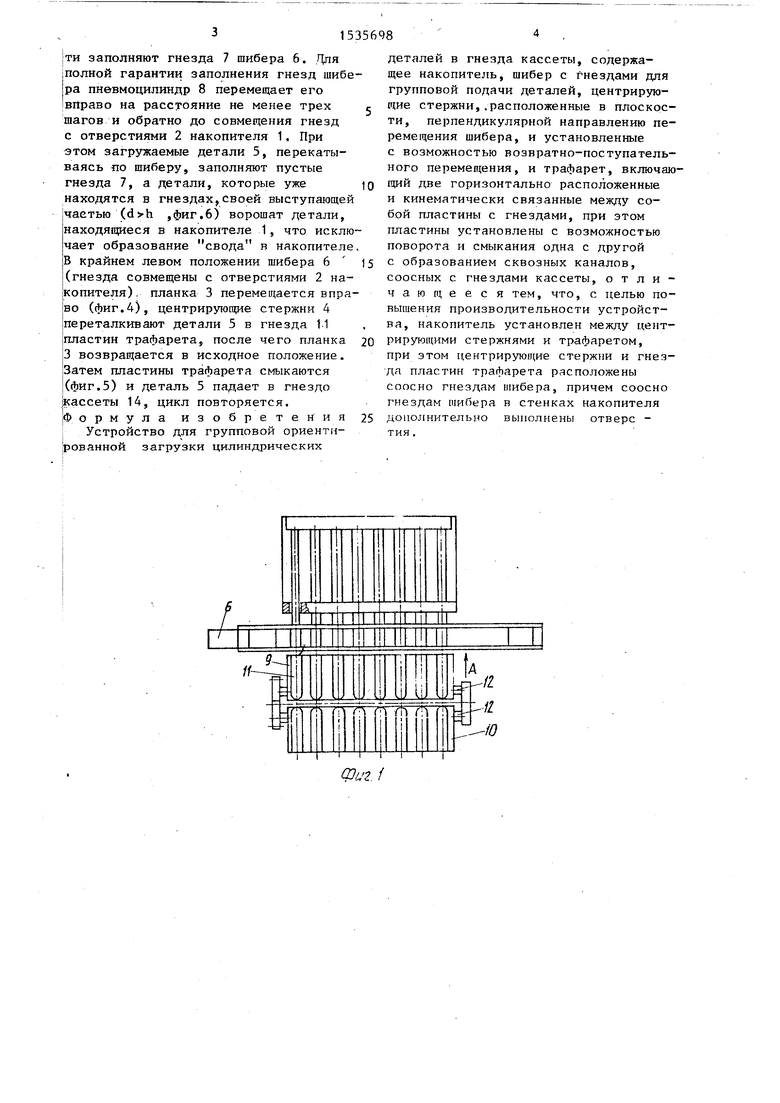
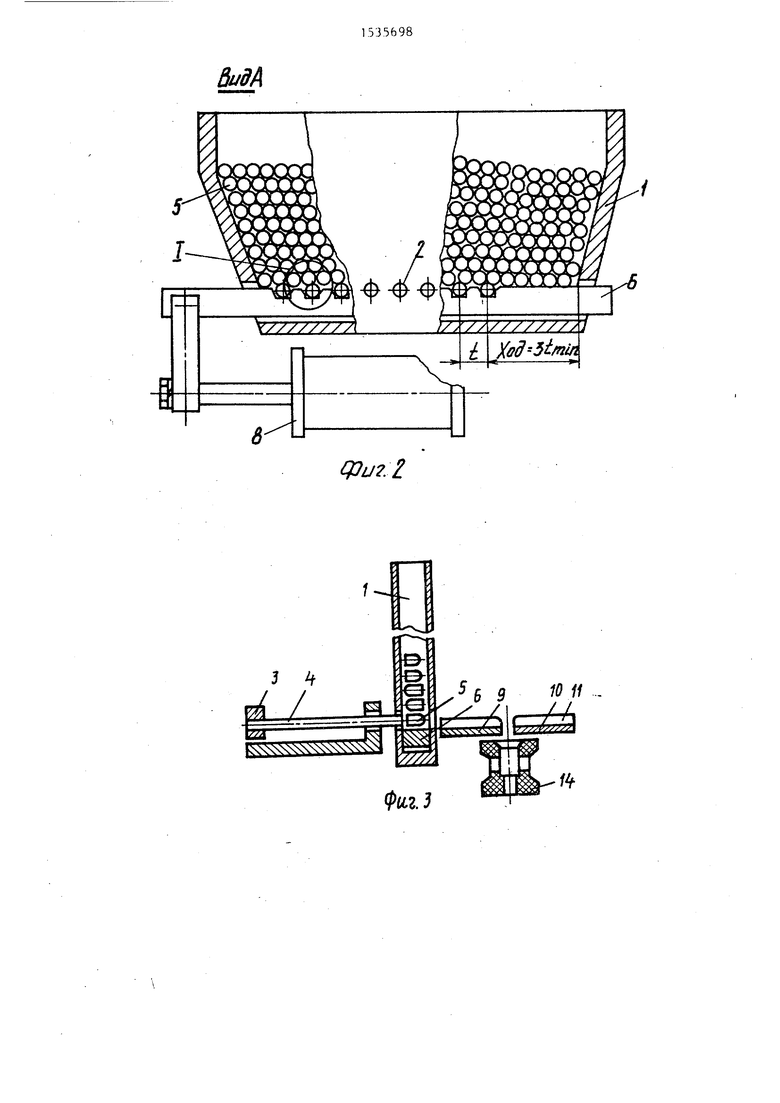
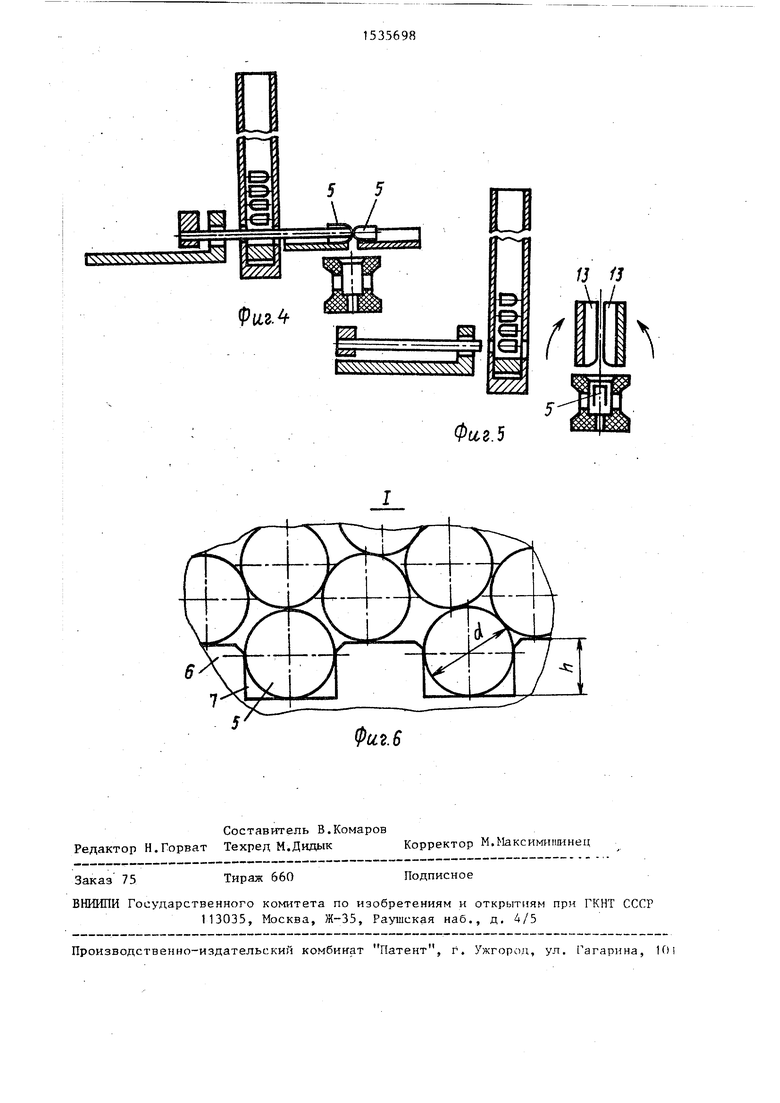
На фиг.1 показано устройство, вид сверху; на фиг.2 - вид А на Фиг.1; на фиг.3-5 - последовательность операций загрузки деталей в кассету; на фиг.6 - узел I на фиг.2(схема расположения деталей в гнездах шибера).
Устройство содержит накопитель 1 с отверстиями 2 в его стенках для прохождения закрепленных на планке 3
центрирующих стержней 4 и загружаемых деталей 5, шибер 6 с гнездами 7. установленный с возможностью возвратно-поступательного перемещения от приводного цилиндра 8, траЛарет, выполненный в виде пластин 9 и 10, в которых образованы гнезда 11. Пластины расположены горизонтально и установлены на осях 12 с возможностью поворота на них и смыкания одна с другой с образованием сквозных каналов 13, соосных с гнездами кассеты 14 (механизм смыкания пластин трафарета не показан).
Устройство работяет следующим образом.
В накопитель 1 загружаются детали 5, которые под действием силы тчжессл
СО
ел
а со
оо
тн заполняют гнезда 7 шибера 6. Тля полной гарантии заполнения гнезд шибера пневмоцилнндр 8 перемещает его вправо на расстояние не менее трех шагов и обратно до совмещения гнезд с отверстиями 2 накопителя 1. При этом загружаемые детали 5, перекатываясь по шиберу, заполняют пустые гнезда 7, а детали, которые уже находятся в гнездах,своей выступающей частью ( ,фиг.6) ворошат детали, находящиеся в накопителе 1, что исключает образование свода в накопителе В крайнем левом положении шибера 6 (гнезда совмещены с отверстиями 2 накопителя) планка 3 перемещается вправо (фиг.4), центрирующие стержни 4 переталкивают детали 5 в гнезда 1 1 пластин трафарета, после чего планка 3 возвращается в исходное положение. Затем пластины трафарета смыкаются (фиг.5) и деталь 5 падает в гнездо кассеты 14, цикл повторяется. Формула изобретения
Устройство для групповой ориентированной загрузки цилиндрических
деталей в гнезда кассеты, содержащее накопитель, шибер с гнездами для групповой подачи деталей, центрирующие стержни,.расположенные в плоскости, перпендикулярной направлению перемещения шибера, и установленные с возможностью возвратно-поступательного перемещения, и трафарет, включающий две горизонтально расположенные и кинематически связанные между собой пластины с гнездами, при этом пластины установлены с возможностью поворота и смыкания одна с другой с образованием сквозных каналов, соосных с гнездами кассеты, отличающееся тем, чго, с целью повышения производительности устройства, накопитель установлен между центрирующими стержнями и трафаретом, при этом центрирующие стержни и гнезда пластин трафарета рясположены соосно гнездам шибера, причем соосно гнездам шибера н стенках накопителя дополнительно выполнены отверс - тин.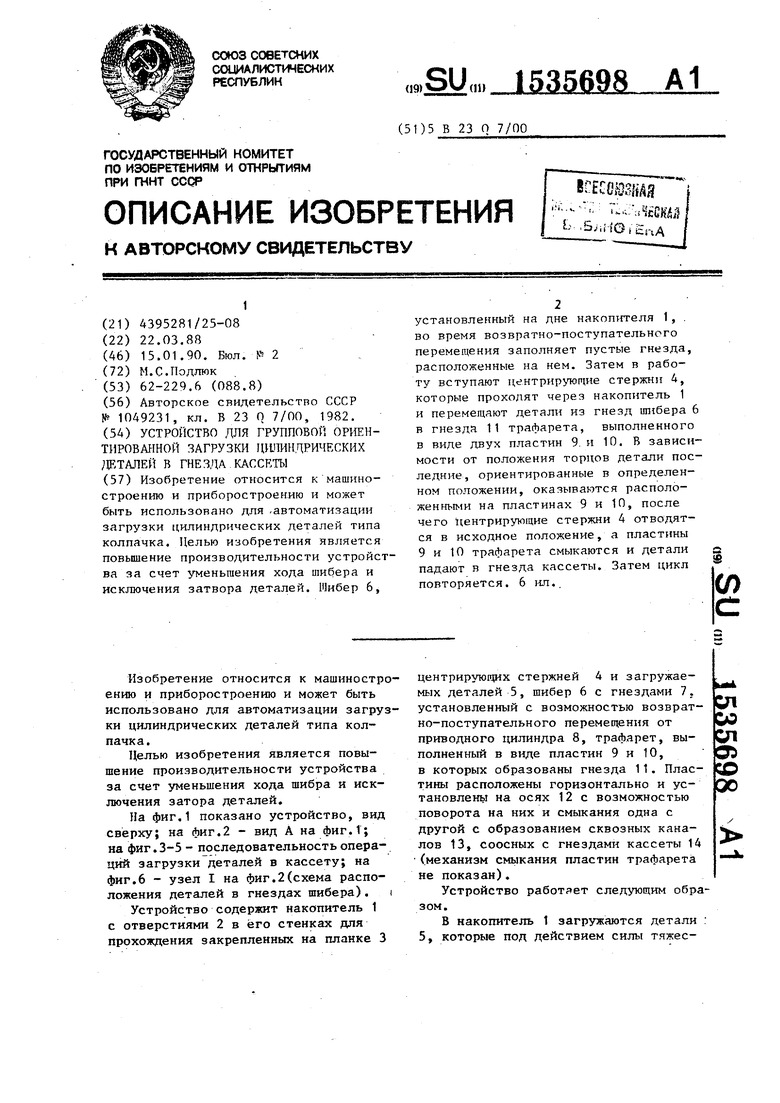
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство М.С.Подлюка для групповой ориентированной загрузки цилиндрических деталей в гнезда кассеты | 1990 |
|
SU1787741A1 |
| Устройство для групповой загрузки стержневых деталей | 1977 |
|
SU669429A1 |
| Устройство для загрузки деталей в сотовые кассеты | 1980 |
|
SU929395A1 |
| Автомат для контроля и сортировки гнезд штепсельных разъемов | 1982 |
|
SU1037972A1 |
| Автомат для контроля и сортировки гнезд штепсельных разъемов | 1986 |
|
SU1342537A1 |
| Автомат для контроля и сортировки гнезд штепсельных разъемов | 1989 |
|
SU1743654A1 |
| Устройство для групповой сборки деталей | 1978 |
|
SU751564A1 |
| Устройство для групповой загрузки плоских деталей | 1990 |
|
SU1780133A1 |
| Устройство поштучной выдачи деталей | 1989 |
|
SU1701479A1 |
| Устройство для групповой сборки узлов,пРЕиМущЕСТВЕННО РАдиОдЕТАлЕй | 1979 |
|
SU849574A1 |
Изобретение относится к машиностроению и приборостроению и может быть использовано для автоматизации загрузки цилиндрических деталей типа колпачка. Целью изобретения является повышение производительности устройства за счет уменьшения хода шибера и исключения затора деталей. Шибер 6, установленный на дне накопителя 1, во время возвратно-поступательного перемещения заполняет пустые гнезда, расположенные на нем. Затем в работу вступают центрирующие стержни 4, которые проходят через накопитель 1 и перемещают детали из гнезд шибера 6 в гнезда 11 трафарета, выполненного в виде двух пластин 9 и 10. В зависимости от положения торцов детали последние, ориентированные в определенном положении, оказываются расположенными на пластинах 9 и 10, после чего центрирующие стержни 4 отводятся в исходное положение, а пластины 9 и 10 трафарета смыкаются и детали подают в гнезда кассеты. Затем цикл повторяется. 6 ил.
&М 1
А/й4
Фи.Ј
10 11
Фи.г.3
К
Составитель В.Комаров Редактор Н.Горват Техред М.Дидык Корректор М.Максимиганнец
Заказ 75
Тираж 660
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
SS
У/л
Фиг.5
Фиг. 6
Подписное
| Устройство для групповой ориентированной загрузки деталей в гнезда кассеты | 1982 |
|
SU1049231A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
