Известны автоматы для комплексной проверки размеров тел вращения, выполненные в виде цилиндрического основания с размещением в нем электродвигателя, редуктора, кулачкового механизма и двух распределительных вертикальных валиков.
Предлагаемый автомат отличается от известных тем, что, с целью повыщения производительности автомата, его шпиндели верхней и нижней измерительных позиций скреплены со сменными прижимными колпаком и втулкой, обеспечивающими переход от контроля деталей одного типо-размера к контролю другого типо-размера только за счет смены из мерительного инструмента, без переналадки автомата.
Такое применение комплексного набора в виде сменных прижимных колпака и втулки создает экономию во времени измерения деталей.
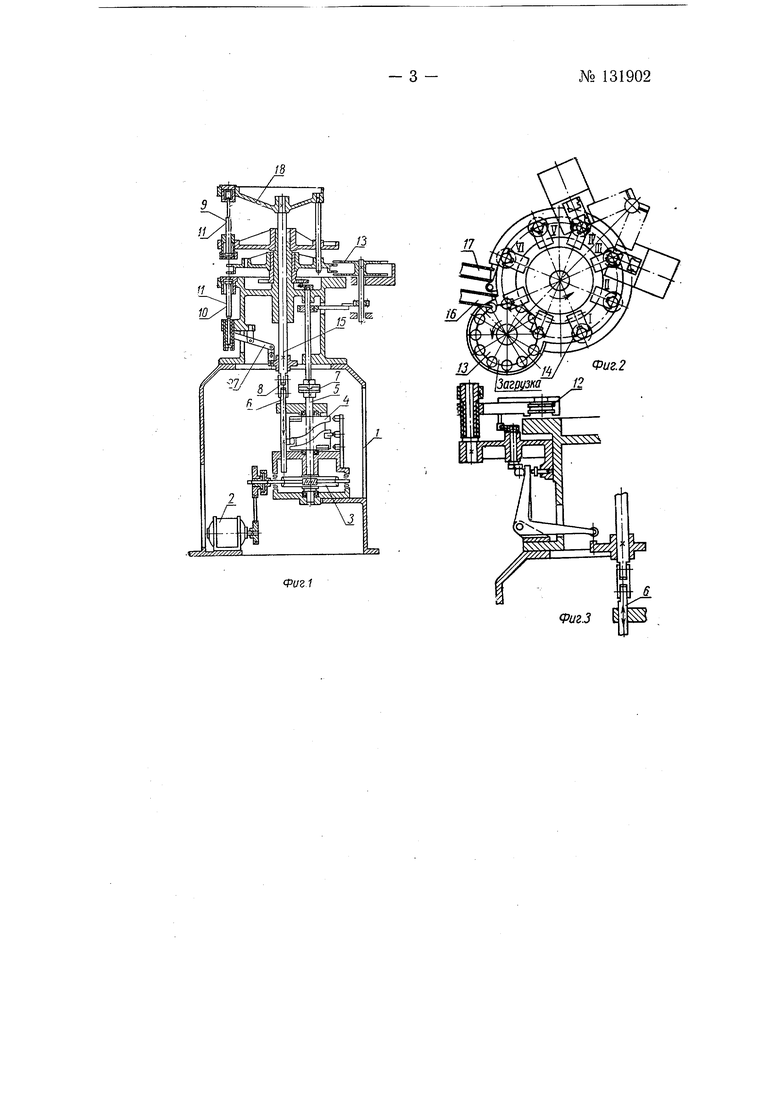
На фиг. 1 изображена кинематическая схема многопозиционного ав томата; на фиг. 2- транспортное устройство; на фиг. 3- устройство для измерения наружных диаметров; на фиг. 4 и 5- устройства для измерения внутренних диаметров, высот и глубин.
В цилиндрическом основании / (см. фиг. 1) автомата размещены электродвигатель 2, редуктор 3, кулачковый механизм 4, распределительные вертикальные валики 5 и б, скрепленные муфтами 7 и 8 с кинематическими узлами верхних 9 и нижних 10 измерительных позиций и устройства 11 для измерения внутренних диаметров высот и глубин и устройства 12 для измерения наружных диаметров (см. фиг. 3).
Автомат работает следующим образом. Контролируемые детали из загрузочного механизма 13 (см. фиг. 1 и 2) з-ахватываются призмами транспортировочного устройства 14 и передаются на позиции измерения. Верхние и нижние измерительные инструменты, получающие привод от центрального щтока 15 (см. фиг. 1 и 3), подводятся к деталям, после чего включается ток в электроконтактные датчики (на чертеже не показаны) и производится измерение.
№ 131902- 2 После окончания контроля измерительные инструменты занимают исходное положение, и транспортировочное устройство 14 перемещает контролируемые детали на следующие позиции.
После прохождения через все измерительные позиции проконтролированные детали поступают на разгрузочную позицию, и при очередной подаче детали выгружаются разгрузочным устройством (на чертеже не показано) в лоток 16 годных деталей. Забракованные по какому-либо параметру детали выдаются автоматом в отдельный лоток 17 бракованных деталей (см. фиг. 2).
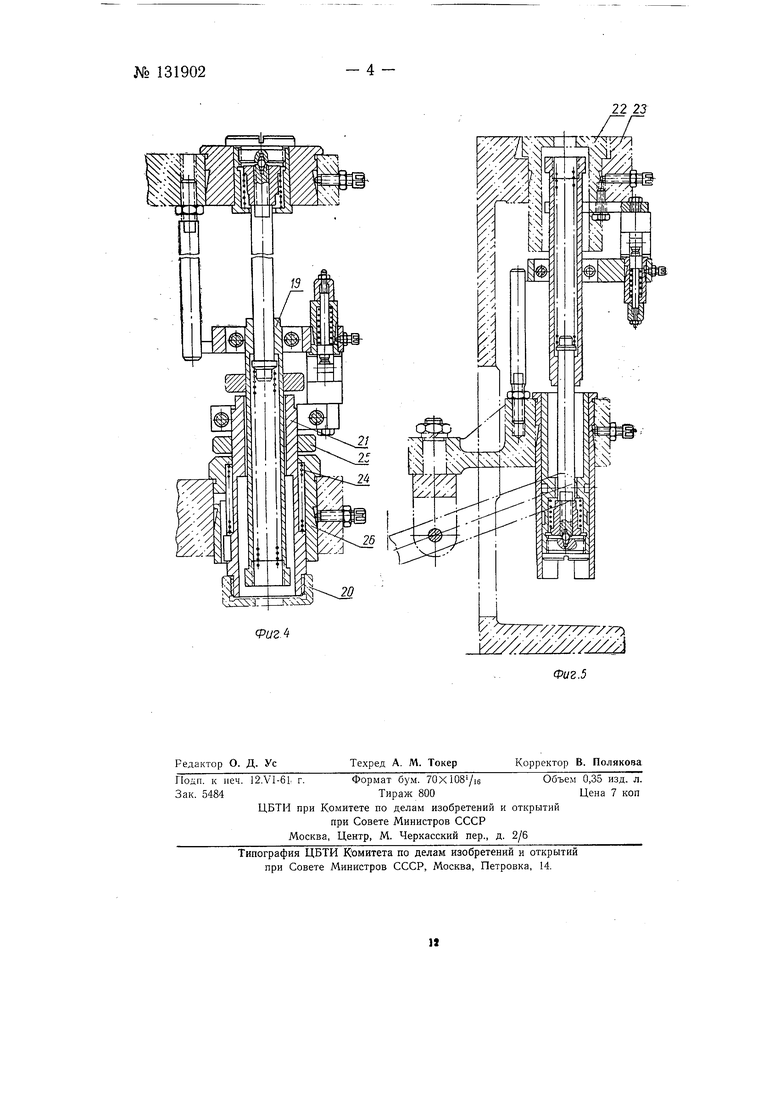
Верхняя щарнирная часть измерительной позиции закреплена в траверсе 18 центрального щтока 15. Соответствующие сменные измерительные инструменты (предельные калибры) закрепляются в шпинделе /:сменный прижимной колпак 20 крепится к втулке 2/, а сменная опорная втулка 22 непосредственно к станине 25. В верхнем крайнем положении, когда выбран зазор между шпинделем 19 и втулкой 21, последняя преодолевая сопротивление пружины 24, перемещается вверх и освобождает от прижима контролируемую деталь для передачи ее на следующую позицию. При измерении высот и глубин центральный шток 15, перемещаясь вниз, прижимает сменным колпаком 20 контролируемую деталь к опорной втулке 22, а затем вводится измерительный инструмент.
При измерении внутренних диаметров хомут 25 прижимается к втулке 26, при этом между контролируемой деталью и прижимным колпаком 20 должен быть зазор 0,3-0,5 мм. Затем вводят измерительный инструмент. Наличие такого зазора обеспечивает возможность для вхождения измерительного инструмента (калибра). Нижняя шарнирная часть измерительной позиции закреплена в кронщтейне станины 23 и получает перемещение от центрального щтока 15 через рычаг 27. По конструкции нижняя часть измерительной позиции аналогична верхней.
Электроконтактный датчик может быть укреплен неподвижно на станине или подвижно на втулке 21; поэтому при измерении глубины отверстий за базу может быть принят любой торец контролируемой Детали.
Предмет изобретения
Многопозиционный автомат для контроля диаметров, высот и глубин деталей, выполненный в виде цилиндрического основания, с размещением в нем электродвигателя, редуктора, кулачкового механизма и двух распределительных вертикальных валиков, отличающийся тем, что, с целью повышения производительности автомата, его шпиндели верхней и нижней измерительных позиций скреплены со сменными прижимными колпаком и Втулкой Для перехода от контроля одного типо-размера к контролю другого без переналадки автомата.
сриг1
(ригЛ
-/ V7: //.777777
////////////Л
Фиг.5