Изобретение относится к кузнечно- прессовому оборудованию и может быть использовано при штамповке обкатыванием.
Цель изобретения - расширение технологических возможностей путем локализации очага деформации.
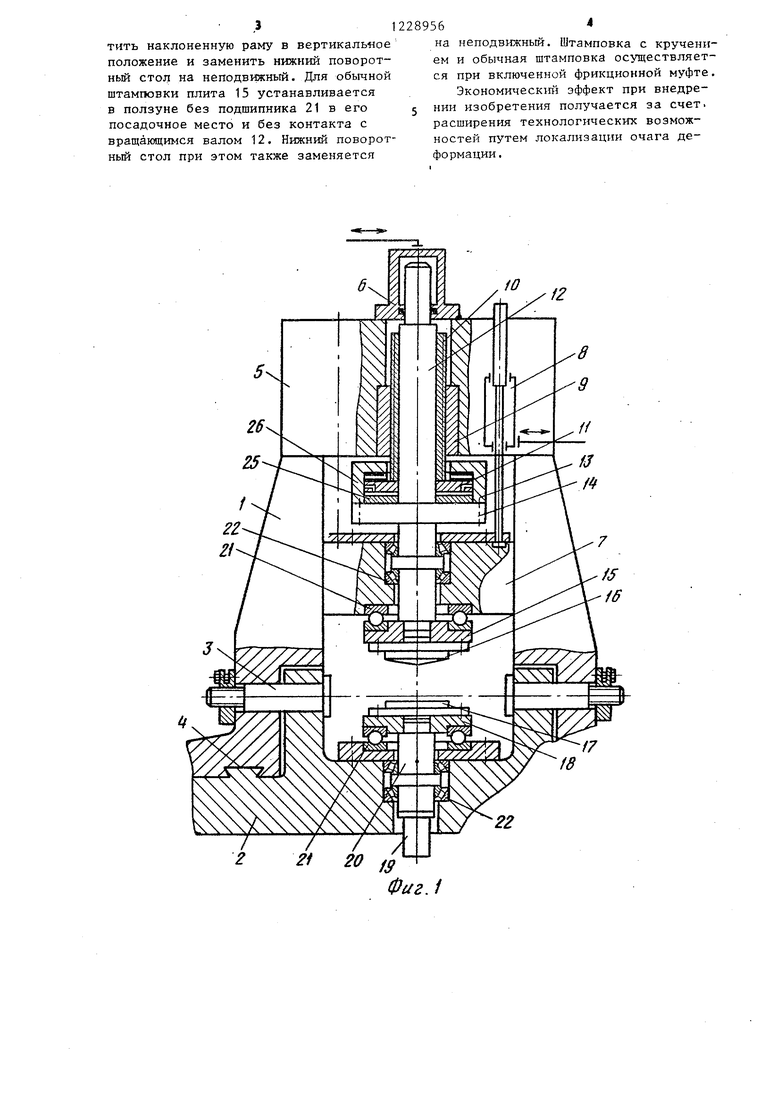
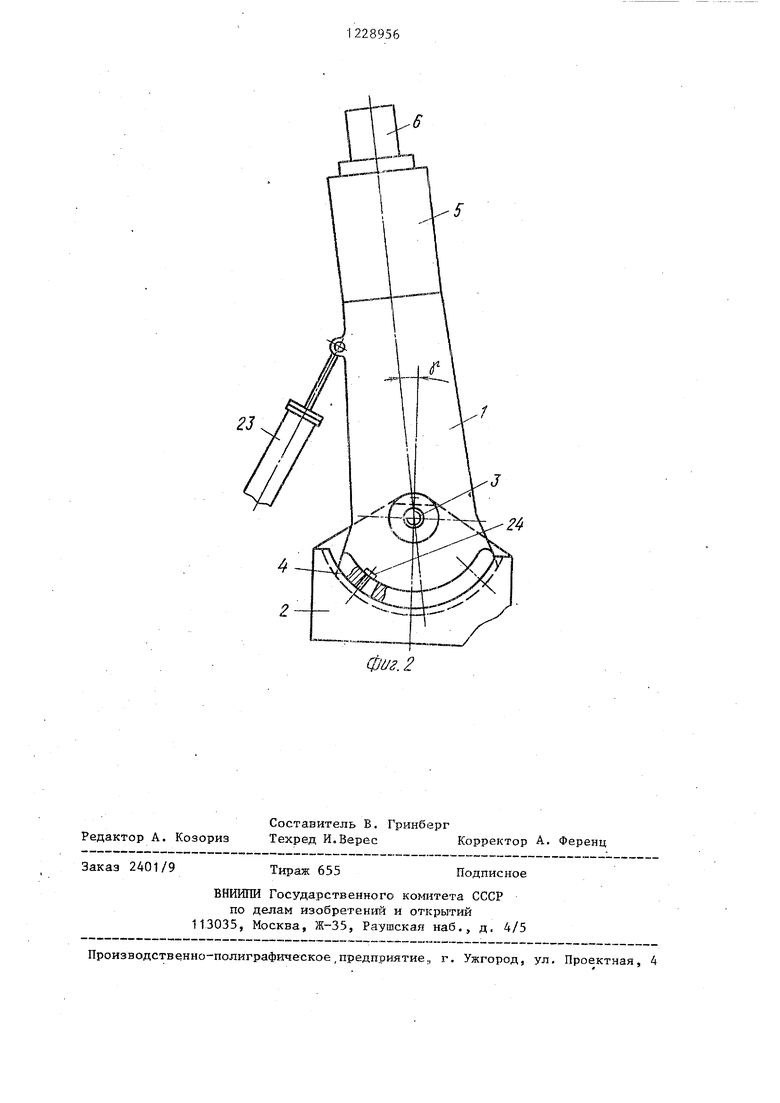
На фиг. 1 показан гидровинтовой пресс для штамповки обкатыванием, общий вид; на фиг. 2 - то же, сбоку.
Гидровинтовой пресс для штамповки обкатыванием состоит из рамы 1, соединенной с нижней поперечиной 2 с помощью оси 3 поворота и сегментного соединения- 4 типа ласточкина хвоста, выполненного на сопрягаемых цилиндрических поверхностях рамы 1 и нижней поперечины 2, верхней поперечины 5, приводного гидроцилиндра 6, расположенного на верхней поперечине 5, ползуна 7 и возвратных гидроцилиндров 8, расположенных в верхней поперечине 5. Винтовой механизм расположен в верхней поперечине 5 и состоит из жестко закрепленной гайки 9 и связанного с ней несамотормозящей резьбой полого винта 10, нижний торец которого жестко соединен с поршнем 11 включения. Внутри винта расположен вал 12, связанный с винтом 10 через муфту 13, например, фрикционную. Верхняя часть вала 12 является плунжером приводного гидроцилиндра 6, массивное утолщение в средней части маховиком 14, в нижней части вала 12 закреплена плита 15 с узлом крепления верхней половины инструмента 16. Нижняя половина инструмента 17 установлена на поворотном столе 18, расположенном в нижней поперечине 2, а выталкиватель 19 смонтирован на торц вала 20, установленного с возможностью вращения в подшипниках 21 и 22. Для поворота рамы 1 на требуемый угол г служат гид|)оцилиндры 23. Крепление рамы 1 в наклонном положении осуществляется винтами 24. Упорнъш подшипник 25 расположен между поршнем 11 включения и маховиком 14,, образуя полость 26. i
Гидровинтовой пресс для штамповки
обкатыванием работает следующим образом.
При помощи гидроцилиндров 23 и винтов 24 раму 1 устанавливают в наклонном положении. Затем при подаче жидкости высокого давления в рабочую полость гидроцилиндра 6 вал 12 перемещается вниз. Одновременно в рабочую полость 26 фрикционноймуфты 13 подается сжатый воздух, и поршень 11 с фрикционньши накладками прижимается к фрикционным накладкам муфты 13, осуществляя соединение винта 10 с валом 12. При холостом ходе вниз подвижные части- пресса разгоняются, набирая с помощью винтового механизма необходимое количество кинетической энергии вращения. При подходе к заготовке давление в полости 26 сбрасывается, например, от срабатывания концевого выключателя. Поршень 11 с винтом 10 под действием собственного веса и кинетической энергии вращения опускаются, фрикционная муфта 13 разъединяется. После
выбора зазора между подшипником 25 и поршнем 11 указанный поршень передает свою кинетическую энергию через подшипник 25, маховик 14, вал 12, плиту 15 и инструмент 16 на заготовку
(не показана). Кроме того, заготовка деформируется под действием осевого давления жидкости в гидроцилиндре 6 и кинетической энергии вращения вала 12 со всеми закрепленными на нем
подвижными массами. Жидкость высокого давления: в гидроцштиндре 6 выполняет и функции осевого подшипника. Подача и скорость вращения инстрзт ента ав- томатически уменьшаются соответственно увелргаению площади заготовки. Кинетическая энергия, накопленная вращающимися частями, рассчитывается таким: образом, чтобы в конце процесса инстр: мент вращался, калибруя
верхний торец поковки без подачи. Давление в рабочей полости гидроцилиндра 6 не сбрасывается до полной остановки инструментов. В этом случае в:идкость высокого давления гид роцилиндра 6 выполняет роль тормоза.
После остановки инструментов рабочая полость гидроцилиндра 6 соединяется со сливом, а жидкость высокого давления подается в рабочие полости
возвратных гидроцилиндров 8. Подвижные части пресса поднимаются. Для устранения вращения вала при подъеме служит осевой подшипник 25. Поковка выталкивается из нижнего инструмента
с помощью выталкивателя 19, Цикл закончен.
Для перенастройки пресса под штамповку с кручением необходимо возвратить наклоненную раму в вертикаль«ое положение и заменить нижний поворотный стол на неподвижный. Для обычной штамповки плита 15 устанавливается в ползуне без подшипника 21 в его посадочное место и без контакта с вращающимся валом 12. Нижний поворотный стол при этом также заменяется
289564
на неподвижный. Штамповка с кручением и обычная штамповка осуществляется при включенной фрикционной муфте.
Экономический эффект при внедрении изобретения получается за счет, расширения технологических возможностей путем локализации очага деформации.
5
| название | год | авторы | номер документа |
|---|---|---|---|
| ГИДРОВИНТОВОЙ БЕСПОЛЗУННЫЙ ПРЕСС-МОЛОТ ДЛЯ ВИНТОВОЙ ШТАМПОВКИ | 2006 |
|
RU2343074C2 |
| Пресс для штамповки моноколес | 2020 |
|
RU2746200C1 |
| Пресс для штамповки блисков | 2021 |
|
RU2769500C1 |
| Гидровинтовой пресс-молот | 1980 |
|
SU1022774A2 |
| КРИВОШИПНЫЙ ПРЕСС | 2005 |
|
RU2308376C2 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС-ВИНТОВОЙ МОЛОТ | 1973 |
|
SU366911A1 |
| Винтовой пресс для штамповки обкатыванием | 1988 |
|
SU1613358A1 |
| Гидровинтовой пресс-молот | 1975 |
|
SU587015A1 |
| Винтовой пресс для штамповки обкатыванием | 1990 |
|
SU1731366A1 |
| ГИДРОВИНТОВОЙ ПРЕСС-МОЛОТ | 1971 |
|
SU294411A1 |
fO
12
22
Фиг.1
Составитель В. Гринберг Редактор А. Козориз Техред И.Верес Корректор А. Ференц
Заказ 2401/9
Тираж 655
ВНИИПИ Государственного комитета СССР
по делам изобретенипй и открытий 113035, Москва, Ж-35, Раушская наб., д, 4/5
Производственно-полиграфическое, предприятие,, г, Ужгород, ул. Проектная, 4
фиг. 2
Подписное
| Винтовой пресс-молот | 1976 |
|
SU582037A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
