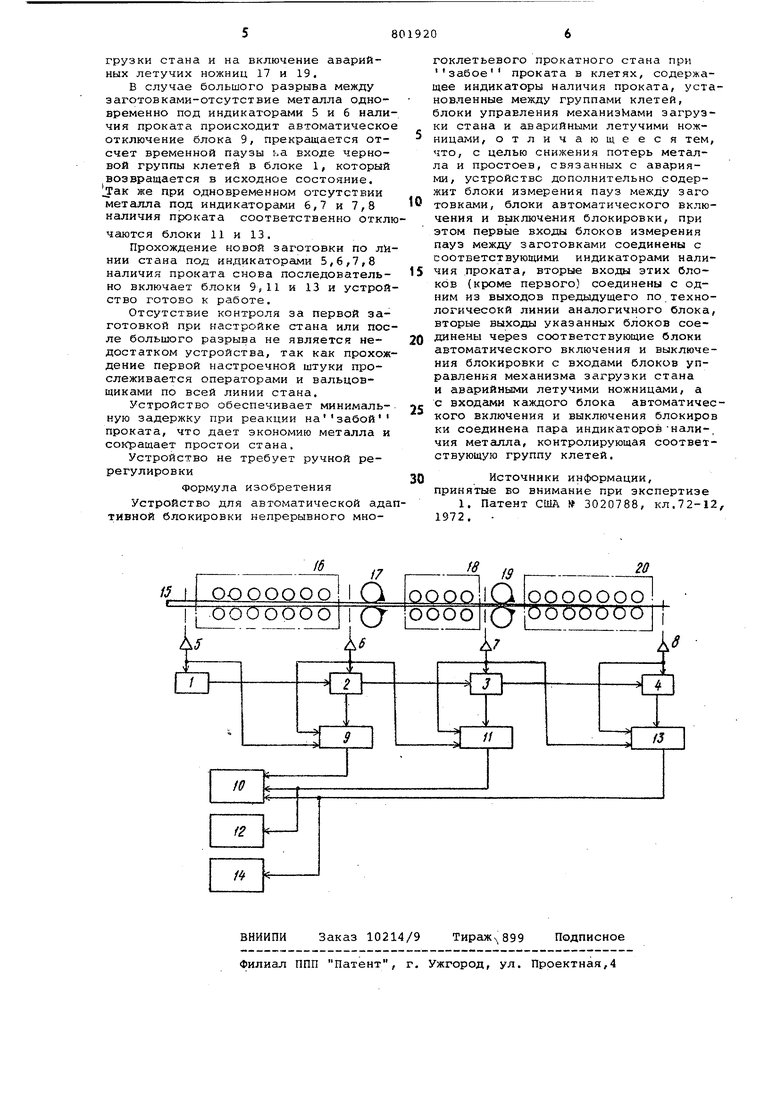
соответствующими индикаторами наличия проката, вторые входы этих блоков (кроме первого) соединены с одним из входов предыдущего по технической линии аналогичного блока, вторые входы указанных блоков соединены через соответствующие.блоки автоматического включения и выключения блокировки с выхо.дами блоков управле -Ния механизмами загрузки стана и ава рийными летучими ножницами, а с входами каждого блока автоматического включения и выключения блокировки со динена пара индикаторов наличия металла контролирующая соответствугошую группу клетей, Структурная схема устройства для автоматической блокировки непрерывного многоклетьевого прокатного ста забое проката в клетях на при представлена на чертеже, Устройство содержит блоки 1-4 измерения пауз между заготовками, входы которых связаны соответстяенно с индикаторами 5-8 наличия проката, расположенными по линии прокатки, и выходом одного из блоков, предшествующих по технологической линии (вхо блока 2 соединен с выходом блока 1 и т.д.). Выход блока 2 соединен через блок 9 автоматического включения и выключения блокировки, на вход которого подключена пара индикаторов 5 и 6 наличия проката с блоком 10 управления механизмами загрузки стана. Аналогично выход блока 3 через блок 11 на вход которого подключена пара индикаторов б и 7 наличия проката, сое динен с блоком 10 и блоком 12 управл ния аварийными летучими ножницами после черновой группы клетей. Выход блока 4 через блок 13, на вход которого подключена пара индикаторов 7 и 8 наличия проката соединен с блоками 10,12 и блоком 14 управления аварийными летучими ножницами после промежуточной группы клетей,: Устройство включает также подкат 15, черновую группу клетей 16, аварийные летучие ножницы 17, промежуточную группу кле тей 18, аварийные летучие ножницы 19 чистовую группу клетей 20. Устройство работает следующим образом. При прохождении первой заготовки по черновой группу клетей стана сра батывают индикаторы 5 и 6 наличия проката, которые .включают блок 9 автоматического включения и выключения блокировки, тем самым подготавливают устройство к работе. При выходе заднего конца заготовк из поля зрения индикатора 5 наличия .проката в блок 1 начинают поступать импульсы генератора временных интервалов (на чертеже не показан) до появления под индикатором 5 переднего конца следующей заготовки. Информаци накопленная в блоке 1, соответствует пременной паузе между двумя соседними заготовками на входе черновой группы клетей tri, Эта информация переписывается из блока 1 в блок 2, в котором суммируется с величиной &t, заложенной в конструкции устройства. Величина&t,определяется предельно возможным нарушением на черновой группе клетей закона постоянства секундного объема металла и составляет 0,30,5 сек. С момента ухода заднего конца первой заготовки за поле зрения индикатора 6 наличия проката из информаци ; блока J производится вычитание импульсов генератора временных интервалов, соответствующих временной паузе на выходе черновой группы клетей. в процессе операций вычктания информация в блоке 2 становится равной нулю, T.e.infl /brt + b.-t забой проката - через блок 9 поступает сигнал на остановку механизмов загрузки стана, В случае появления в процессе операции вычитания переднего конца следующей заготовки под индикатором 6 наличия проката, т.е. операция прекрацается. Аналогично при прохождении первой заготовки промежуточной и чистовой группы клетей срабатыванием индикаторов 6 и 7 включается блок II, а индикаторов 7,8 - блок 13, Информация, соответствукидая tn4 t из блока 2 переписывается в блок 3, где cyt mруется с величиной tj,заложенной в конструкции устройства. Величина опрелеляется предельно возможным нарушением на промежуточной группе клетей закона постоянства секундного объема металла. Информация из блока 3, соответствующая , переписывается в блок 4, где суммируется с величиной At-, заложенной в конструкции устройства. ВеличинаД - определяете я предельно возможным нарушением на чистовой группе клетей закона постоянства секундного объема металла, Контроль величины временной паузы на выходе промежуточной и чистовой группы производится аналогично контролю паузы на выходе черновой группы клетей, 1 ..1,2 - условие забоя металла в промежуточной группе клетей, 2,ir,, + &t э - условие забоя металла в чистовой группе клетей. При забое металла в промежуточной группе клетей с блока 3 поступает сигнал на остановку механизмов загрузки стана и на включение аварийных летучих ножниц 17. В чистовой группе клетей при забое металла с блока 4 поступает сигнал на остановку механизмов за
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматического контроля "забоя" проката в профилегибочном стане | 1982 |
|
SU1015947A1 |
| Устройство автоматического управления летучими ножницами для резки передних торцов проката | 1982 |
|
SU1228978A1 |
| Устройство к прокатному стану для раскроя проката летучими ножницами | 1973 |
|
SU489596A1 |
| УСТРОЙСТВО К НОЖНИЦАМ ПРОКАТНОГО СТАНА ДЛЯ ОПТИМАЛЬНОГО РАСКРОЯ ПРОКАТА | 2004 |
|
RU2278768C2 |
| УСТРОЙСТВО к ПРОКАТНОМУ СТАНУ для БЕЗОТХОДНОЙ РЕЗКИ ПРОКАТА . НА ЗАГОТОВКИ ЛЕТУЧИМИ НОЖНИЦАМИ | 1972 |
|
SU327009A1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ НЕПРЕРЫВНОЛИТЫХ СЛЯБОВ НА НЕПРЕРЫВНОМ ШИРОКОПОЛОСОВОМ СТАНЕ И НЕПРЕРЫВНЫЙ СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2386492C2 |
| Комбинированный сортовой прокатныйСТАН | 1979 |
|
SU839623A1 |
| ПРОКАТНЫЙ СТАН ДЛЯ ПРОИЗВОДСТВА ПРОКАТА РАЗЛИЧНЫХ МАРКО-ПРОФИЛЕРАЗМЕРОВ | 2004 |
|
RU2285568C2 |
| Непрерывный мелкосортный стан с разделяющей раскат системой калибров | 2016 |
|
RU2680336C1 |
| 3/4-НЕПРЕРЫВНЫЙ ШИРОКОПОЛОСНЫЙ СТАН С БЕСКОНЕЧНОЙ ГОРЯЧЕЙ ПРОКАТКОЙ ТОНКИХ ПОЛОС НИЗКОУГЛЕРОДИСТОЙ СТАЛИ | 2012 |
|
RU2483815C1 |
