1
Изобретение относится к электрофизическим методам обработки и может быть использовано в машиностроении для обработки деталей на электрокон- тактных станках.
Цель изобретения повьппение точности обработки конических поверхностей при электроконтактной обработке трубчатым электродом-инструментом.
Цель достигается тем, что линию траектории движения трубчатого электрода-инструмента (ЭИ) относительно обрабатываемой поверхности наклоняют по направлению к последней на величину, определяемую из выражения:
tgo6 I El.. ctg/3
Av XZ.Sinp (R+r- ---- )
где oi - угол наклона линии траектории движения электрода-инструмента относительно обра- батываемой пoвepxнocтиJ D,d - соответственно нар жный и
внутренний диаметры трубчатого электрода-инструмента; - объемный относительный износ
электрода-инстремента; Z - толщина снимаемого при обработке слоя металла; |i - угол наклона образующей обрабатываемой конической поверх ности;
R,r - радиусы обрабатываемого конуса в соответствующих сечениях.
На чертеже показана схема реализации предлагаемого способа.
Деталь, подлежащая обработке, устновлена на планшайбе электроконтактного станка. Ее коническая поверхность } обрабатывается с помощью трубчатого электрода 2, который установлен в шпинделе станка. Траектория движения электрода 2 без учета износа представляет собой прямую 3, па- рйллельную образующей конуса, а тра- ектория движения электрода с учетом износа - прямую 4,
Диаметр трубчатого электрода-инструмента (см, чертеж) в процессе
1
25
22898631
работы не изменяется. Износ электрода 2 (уменьшение его массы) .происходит в направлении его оси (по высоте). Так как такой износ при постоян- ; ной величине технологического тока равномерен, то его компенсацию осуществляют наклоном траектории движения трубчатого электрода-инструмента относительно обрабатываемой поверх10 ности на УГОЛ о . Реализуют такой наклон введением в гитару станка соответствующего соотношения шестерен. Пример, Предлагаемьй способ опробован при обработке конических
15 поверхностей броней крупных дробилок. Обработку проводили на электроконтактной установке, изготовленной на базе карусельного станка модели DKZ - 400 с планшайбой диаметром
20 4000 мм, В качестве электрода-инструмента использовали трубчатый электрод с наружным диаметром 20 мм и внутренним 180 мм.
Электрод-инструмент, закрепленньш на шпинделе станка, вращается со скоростью 1500 об/мин, а деталь со скоростью 3 об/мин, К электроду-инструменту и детали соответственно подводится минус и плюс от ис30 точника технологического тока. Рабочее напряясение равняется 45 В, Весь процесс электроконтактной обработки проводится с полным погружением обрабатываемой детали выводу.
35
Путем пробного прохода установлена величина объемного относительного износа i , которая составляет 0,012,
40 Для конкретной детали с R 1000 мм, г 956 мм, р 49, Z 12 мм;; по указанному выражению расчитан угол of. ,
Способ электроконтактной обработки конических поверхностей позволяет повысить точность компенсации износа инструмента без применения сложных систем коррекции. Это положитель50 но сказывается на точности обработанной электроконтактным способом поверхности и позволяет исключить последующую лезвийную обработку.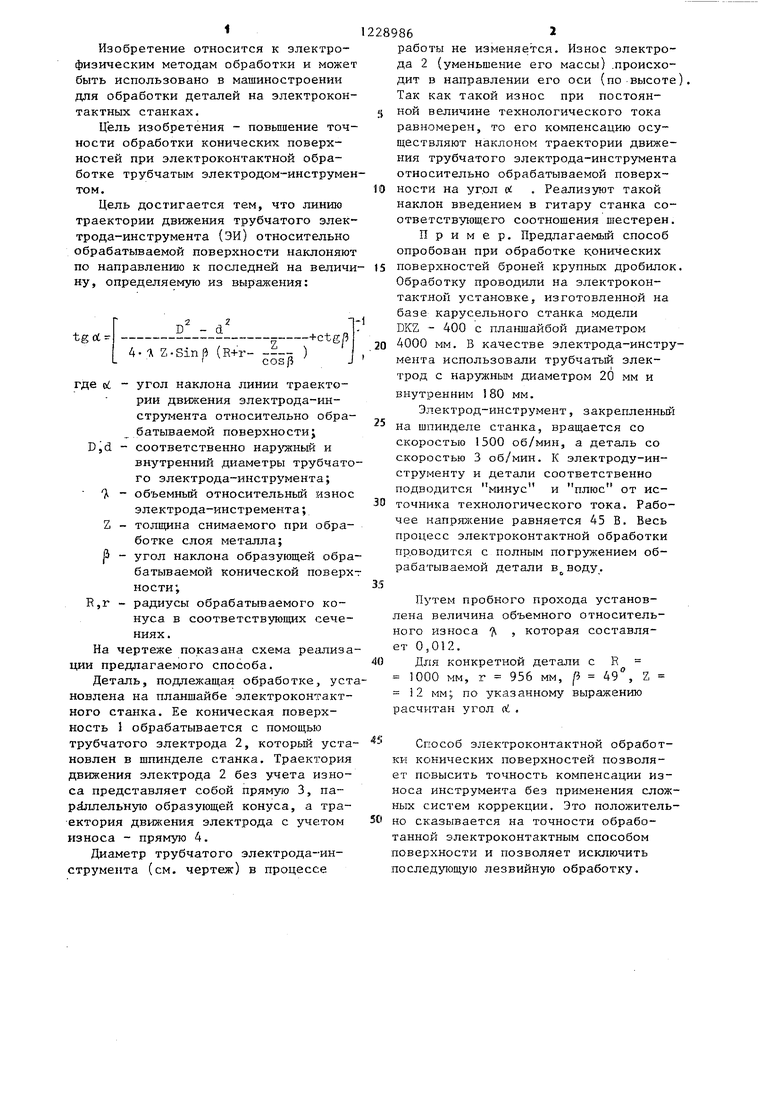
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для электроконтактной обработки | 1982 |
|
SU1068247A1 |
| СТАНОК ДЛЯ ЭЛЕКТРОЭРОЗИОННОГО ФОРМООБРАЗОВАНИЯ ОТВЕРСТИЙ | 2010 |
|
RU2455133C1 |
| СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2107605C1 |
| ЭЛЕКТРОЭРОЗИОННЫЙ АВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ ПРОШИВАНИЯ ОТВЕРСТИЙ В ТЕЛАХ ВРАЩЕНИЯ | 1991 |
|
RU2032505C1 |
| СТАНОК ДЛЯ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ И ЭЛЕКТРОД-ИНСТРУМЕНТ | 1991 |
|
RU2044610C1 |
| БЕСЦЕНТРОВЫЙ КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК | 2019 |
|
RU2722943C1 |
| СПОСОБ ФРЕЗЕРОВАНИЯ ВИНТОВ С КРУГЛОЙ ВИНТОВОЙ ПОВЕРХНОСТЬЮ | 2006 |
|
RU2306199C1 |
| УСТРОЙСТВО ДЛЯ ФРЕЗЕРОВАНИЯ ВИНТОВ С КРУГЛОЙ ВИНТОВОЙ ПОВЕРХНОСТЬЮ | 2006 |
|
RU2306200C1 |
| Устройство для обработки асферических поверхностей точением | 1990 |
|
SU1759563A1 |
| ФРЕЗЕРНЫЙ СТАНОК С ЧПУ | 2013 |
|
RU2572111C2 |

Редактор А. Сабо
Составитель М, Климовская Техред В.Кадар
Заказ 2403/10Тираж 1001Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий П3035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Корректор М. Пожа
| Ушомирская Л.А | |||
| Опыт электроконтактной обработки металлов | |||
| Л.: ЛДНТП, 1979, с | |||
| Паровоз для отопления неспекающейся каменноугольной мелочью | 1916 |
|
SU14A1 |
