Изобретение относится к области электрофизических и электрохимических методов обработки, в частности к устройству для электрофиэикохкми- ческой прошивки криволинейных кана- лов.
Цель изобретения расширение технологических возможностей путем получения криволинейных: каналов переменного сечения.
Цель достигается тем, что в устройстве, содержащем радиусный электрод-инструмент постоянного сечения, установленный на вращающемся элект- рододержателе, последний выполнен в виде кольцевого сектора, центр кривизны которого совпадает с центром рабочего торца электрода-инструмента причем электрод-инстрзлмент становле с возможностью перемещения по упомя- нутому сектору электрододернсателя. Переустановка электрода-инструмента по кольцевому сектору не нарушает расположения торцовой рабочей части инструмента относительно ок- ружности подачи, и при любых углах наклона боковой поверхности направление движения торца инструмента сохраняется.
На чертеже изображена схема уст- ройства для обработки криволинейных каналов с механизмом привода.
Устройство состоит из электрода- инструмента 1, рабочая часть которог выполнена из медной трубки постоянно го сечения по длине и имеет радиус изгиба, равньй радиусу ввода инструмента Б обрабатываемую деталь 2„ Хвостовая часть электрода-инструмента 1 закрепляется на кольцевом сек- торе 3 посредством гайки 4 и имеет возможность перемещения по базовой цилиндрической поверхности радиуса К центр которой расположен на лересе- чении торцовой поверхности электро- да-инструмента и окружности радиуса подачи инструмента. Кольцевой сектор 3 закреплен на кронштейне, вращаемом посредством шестерни 5 и зубчатой рейки б от механизма привода подачи.
Устройство работает следующим образом.
При отжатии гайки 4 хвостовую часть электрода-инструмента перемещают по базовой цилиндрической поверхности сектора 3, устанавливая необходимый угол ci разворота рабочей части инструмента относительно ок- РЗгжности подачи электрода-инструмента, после чего гайку 4 зажимают. После закрепления электрода-инструмента в требуемом полозкении осуществляют ввод его в обрабатываемую деталь 2 путем поворота кронштейна от шестерни 5 и рейки 6 со скоростью рабочей подачи, при этом торцовая,рабочая часть инструмента перемещается по окрух ности радиуса подачи г, формиру криволинейный канал, а боковая внешняя поверхность инструмента по мере внедрения его в деталь приб.пижается к боковой поверхности обрабатываемого канала, дополнительно обрабатьгаая ее и гем самым увеличивая конус обрабатываемого отверстия до требуемо величины.
Предлагаемое устройство за счет разворота рабочей части инструмента относительно окружности подачи позволяет Одним и тем же электродом- инструментом изготовлять криволинейные: каналы с различными углами конуса, что резко сокращает количество применяемых: инструментов при электрохимической прошивке охла;:даю- щих каналов в хотиньях ротора турбо- генерг.торов. Кроме того, устройство поз}золяет изготовлять отверстия с необходимым углом конуса, используя электр Одаг-инструменты с постоянным сечением профиля, что делает конструкцию инструмента более технологической и значительно снижает трудо- е:мкость ее изготовления.
Предлагаемое устройство расширяет технологические возможности применения электрохимического метода обработки, благодаря чему стало возможным изгот овлять криволинейные каналы с различ:ными углами конуса в клиньях ротора, что повышает аэроди- наьотческие ::1араыетры канала и увеличивает эффективность охлая;дения ротора.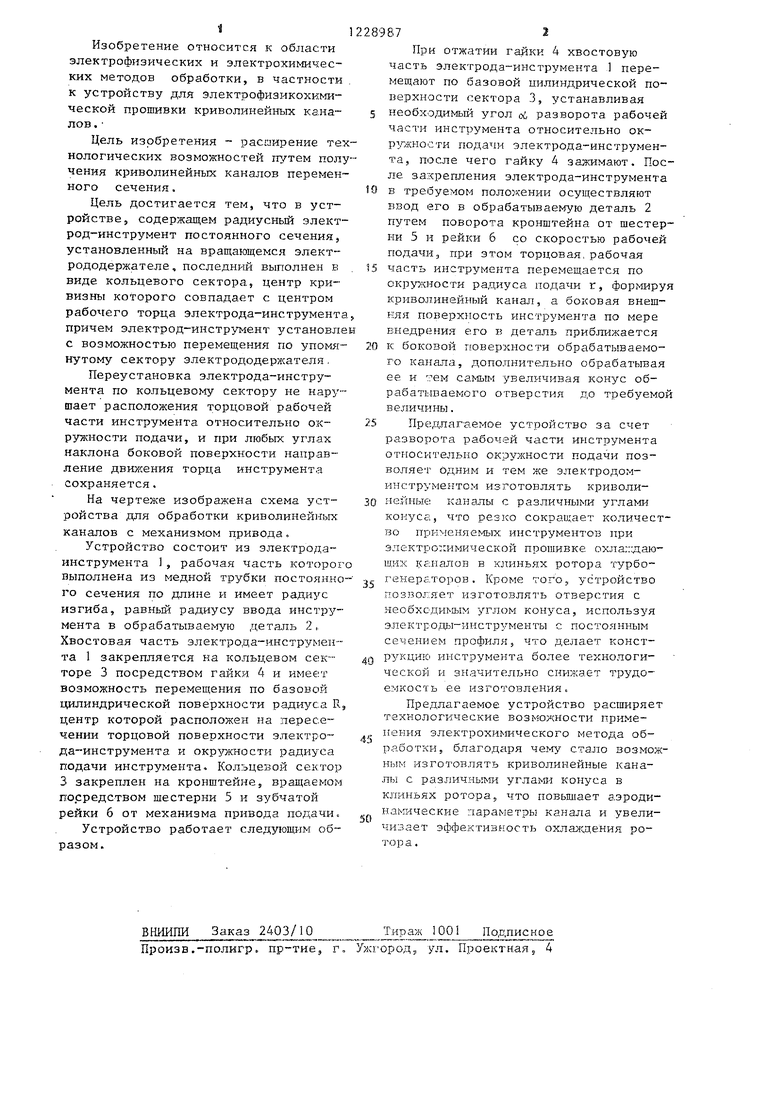
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для электрохимической прошивки криволинейных каналов | 1983 |
|
SU1174198A1 |
| ЭЛЕКТРОЭРОЗИОННЫЙ АВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ ПРОШИВАНИЯ ОТВЕРСТИЙ В ТЕЛАХ ВРАЩЕНИЯ | 1991 |
|
RU2032505C1 |
| Устройство для электрохимической прошивки глубоких отверстий | 1989 |
|
SU1720817A1 |
| Электрод-инструмент для электрической обработки сквозных отверстий | 1980 |
|
SU1007892A1 |
| Стержневой электрод-инструмент | 1990 |
|
SU1720821A1 |
| ЭЛЕКТРОД-ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО ПРОШИВАНИЯ ОТВЕРСТИЙ | 1990 |
|
RU2041035C1 |
| Способ электрохимической прошивки отверстий | 1973 |
|
SU469570A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО ФОРМООБРАЗОВАНИЯ ТУРБИННЫХ ЛОПАТОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2283735C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ПРОШИВКИ ОТВЕРСТИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2069126C1 |
| Устройство для торцового электроалмазного шлифования | 1983 |
|
SU1189613A1 |

| Электрофизические и электрохимические методы обработки | |||
| Научно-технический реферативньй сборник | |||
| НИИМАШ, 1980, № 11, с | |||
| Прибор для нагревания перетягиваемых бандажей подвижного состава | 1917 |
|
SU15A1 |
