f
Изобретение относится к сварочной технике и предназначено для использования в качестве механизма подачи электродной проволоки сварочных аппаратов.
Цель изобретения - повьшение стабильности .подачи электродной проволоки, повьшение качества сварного шва за счет снижения разбрызгивания металла, уменьшение веса и габаритов устройства.
Для достижения цели устройство импульсной подачи электродной проволоки выполняется из привода с ноз- вратно-поступательным движением, содержащего эксцентрики, шатуны, захваты одностороннего действия и цанги, установленные внутри захватов одностороннего действия между шари- ками и проволокой, на захватах выполнен винтовой паз и они установлены в корпус со шпонкой, причем шарики находятся в сепараторах с односторонним торможением.
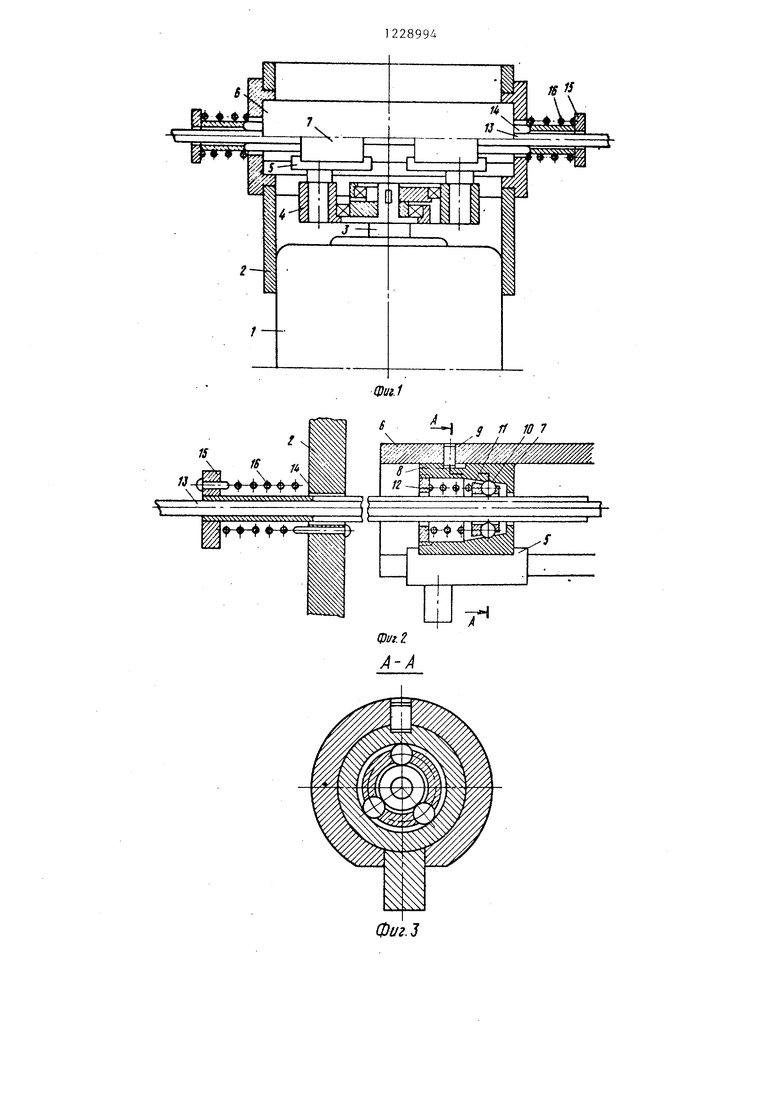
На фиг. 1 изображено устройство для импульсной подачи электродной проволоки, общий вид; на фиг. 2 - то же, детальный разрез; на фиг.3 - сечение А-А на фиг.2; на фиг. 4 - схема сил, действующих на проволоку; на фиг. 5 - схема сил, действующих в паре захват-штифт; на фиг. 6 - цанга; на фиг. 7 - корпус.
На корпусе двигателя 1 (фиг.1) укреплена направляющая 2. На вал 3 двигателя I при помощи шпоночного соединения насажены эксцентрики 4 с отверстиями, в которых устанавливаются вилки 5. В дне направляющей 2 имеется паз, по которому движутся эксцентрики с шатунами. Вилка 5 входит в прямой паз корпуса 6 и обхватывает захват 7(фиг.2), На поверхности захвата 7 имеется винтовой паз 8, в который входит шпонка 9, выполненная в виде штифта и жестко установленная в корпусе 6. Внутри захвата одностороннего действия расположены шарики 10, сепаратор 11, пружина 12. Между шариками 10 и проволокой 3 помещена разрезная цанга 14, а на ней при помощи фиксатора 15 16.
Устройство работает следзпощим образом.
289942
От двигателя 1 через вал 3, эксцентрики 4 с шатунами, вилки 5 вращение вала 3 преобразуется в возвратно-поступательное движение захватов 7.
S При перемещении захватов 7 в корпусе с прямьм пазом, закрепленном на направляющей 2 в направлении подачи проволоки, шарики 10, опираясь на коническую поверхность захвата 7 зажи- 10 мают цангу 14, которая, в свою очередь, зажимает проволоку 13 и перемещает ее вместе с захватом 7 в направлении подачи, при этом захват 7 при помощи винтового паза 8 и шпонки 9 сообщает проволоке 3 не только поступательное, но и некоторое вращательное движение вокруг оси подачи. При перемещении проволоки 3 в направлении подачи одна из пружин 16,
обхватьшающая разрезную цангу 14, сжимается, а другая, - разжимается. Фиксатор при этом ограничивает ход пружины.
25 При перемещении захвата 7 в противоположном направлении коническая поверхность его освобождает шарики 10, они, в свою очередь, разжимают цангу 14, проволоку 13, а пружина 16,
30 опираясь на фиксатор 15, возвращает цангу 14 в исходное положение. После этого цикл подачи проволоки повторяется. Шарики 10 заклиниваются в сепараторе П, выполненном с пазаJ5 ми по типу обгонной муфты. Испытания показали, что предлагаемое устройство обеспечивает надежную и стабиль- ную подачу электродной проволоки диаметром 1 - 5,0 мм через направля40 ющие каналы длиной 2,0 - 12,0 м в диапазоне скоростей подачи 100 - I000 м/ч при сопротивлении подаче до 200 Н.
Техническая эффективность исполь4 ; зевания предлагаемого устройства
импульсной подачи электродной проволоки заключается в том, что им обеспечивается более стабильная и надежная подача электродной проволоки за
gpi счет сношения эффективного коэффициента трения в направляющем канале. Экономический эффект будет получен от снижения разбрызгивания металла за счет стабильной подачи электродной проЕюлоки в зону плавления.
4
ч
Щ1
И 13
ХУЧУОС Д
-Ш
-1
1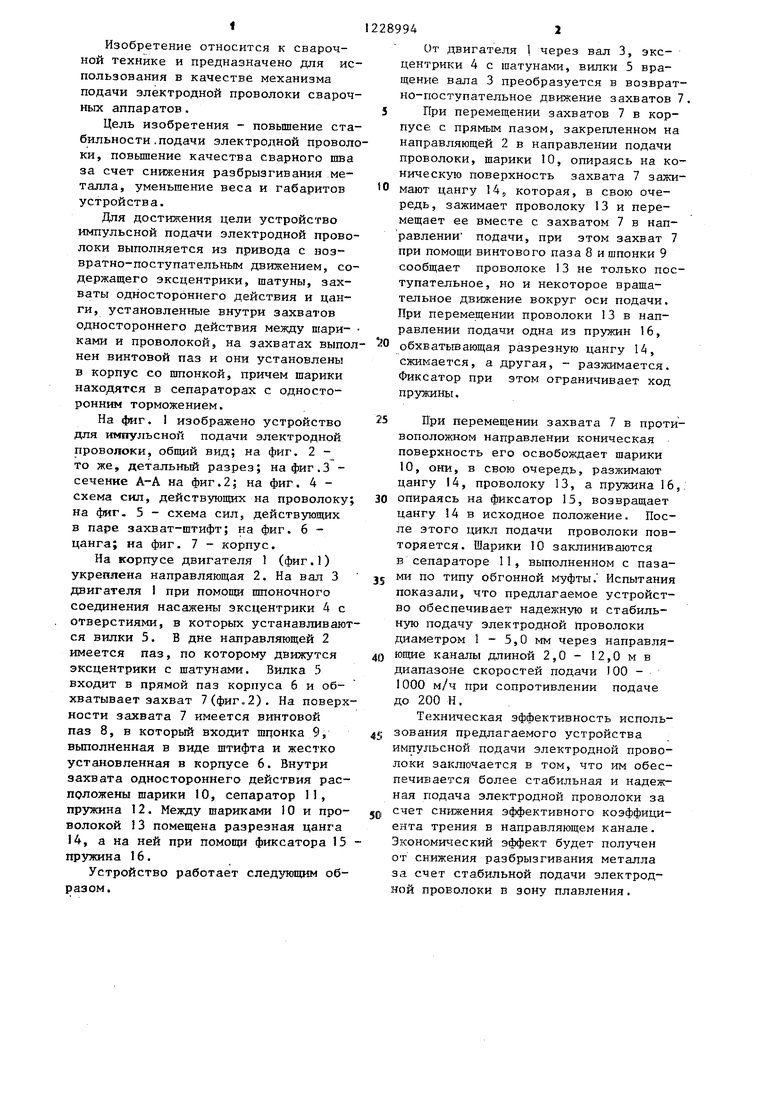
| название | год | авторы | номер документа |
|---|---|---|---|
| Клещевая подача для универсально-гибочных автоматов с приводом от центральной шестерни | 1987 |
|
SU1547916A1 |
| АВТОМАТ ДЛЯ ПОДРЕЗАНИЯ ТОРЦА ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ ТИПА ТОНКОСТЕННЫХ СТАКАНОВ -. | 1970 |
|
SU275643A1 |
| Механизм подачи сварочной проволоки | 1989 |
|
SU1764883A1 |
| Устройство для подачи электродной проволоки | 1984 |
|
SU1219290A1 |
| Устройство для подачи проволоки мерной длины | 1981 |
|
SU1000145A1 |
| Устройство для дуговой полуавтоматической сварки | 1981 |
|
SU1076229A1 |
| Устройство для импульсной подачи электродной проволоки | 1983 |
|
SU1088898A1 |
| Швейный полуавтомат для изготовления прямых петель | 1968 |
|
SU649765A1 |
| Приспособление для плоскостной заточки сверл | 1988 |
|
SU1618588A1 |
| РУЧНАЯ ДРЕЛЬ | 1998 |
|
RU2149589C1 |
я 11 W 7
I / /
Фиг.
frf
f
ns -i--- :::
,..
fV,
Л,
wa.c&tflfta
.S
Редактор А.Сабо
Составитель Н.Бойцов Техред В.Кадар
Заказ 2403/10 Тираж 1001Подписное
ВНИИЛИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная,4
Корректор А. Ференц
| Бельфор М.Г | |||
| Оборудование для дуговой и шлаковой сварки и нанлав- ки | |||
| Киев: Наукова Думка, 1976 | |||
| Устройство для импульсной подачи электродной проволоки | 1976 |
|
SU573284A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
