Изобретение относится к станкостроению, преимущественно к хонинго- вальным станкам, и может быть использовано при размерном хонингова- нии.
Целью изобретения является повышение надежности за счет учета предельных заклинивакщих нагрузок, повышение точности путем установки нижних пределов режимов обработки и учета усилия при настройке прибора активного контроля и повышения производительности за счет осуществления врезания брусков хона новыми режущими кромками.
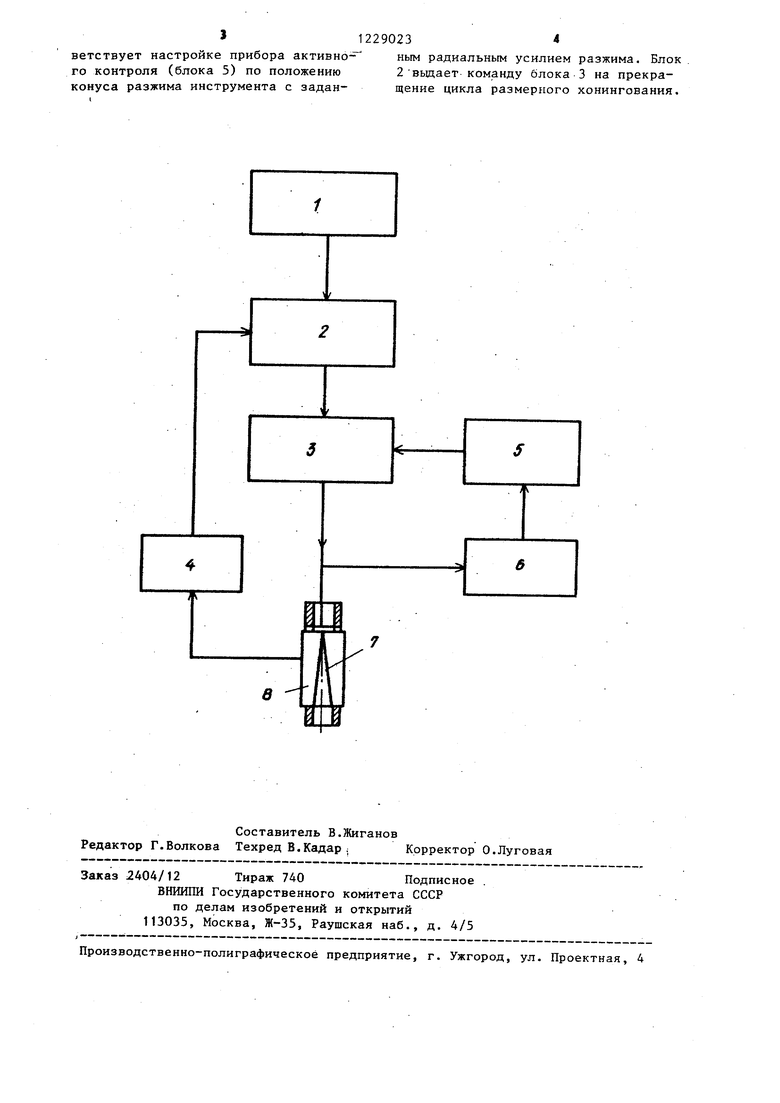
На чертеже представлена блок-схема устройства, реализующего предлагаемый способ.
Устройство состоит из задатчика 1 настройки параметров процесса хонин- гования: положения конуса разжима инструмента с радиальным усилием, /ровней мощности привода вращения и усилия привода возвратно-поступательного перемещения инструмента; блока 2 сравнения фактических значений параметров рабочего процесса с заданными уровнями, блока 3 управления отрывом и подводом инструмента к обрабатываемой поверхности и возвратно-вращательным движением инструмента, блока 4 контроля фактических значений параметров рабочего процесса, блока 5 цифровой индикации, сельсин- датчика 6, конуса-разжима 7 и инструмента 8.
Способ осуществляют следующим образом.
Задатчико | 1 производится задание уровней параметров процесса размерного хонингования.
Каждый параметр имеет два уровня верхний уровень назначается из ус- яовий обработки детали в зависимости от ее жесткости, условий базирования и закрепления, т.е. силовой;; нижний уровень, соответствующий окончанию процесса обработки, назначается в зависимости от технических требований к обработанной детали (точность размера, шероховатость поверхности) .
Цикл размерного хонингования начинается при .ступенчатом понижении скорости свободного разжима инструмента до касания с обрабатываемой поверхностью, что уменьшает динамическую погрешность системы СПИД.
29023J
Переход на рабочую подачу осуществляется после к-асания инструмента с обрабатываемой поверхностью при заданном уровне мощности привода
5 вращения инструмента. В процесса обработки блоком 4 производится непрерывный контроль фактических значений параметров рабочего процесса и cpaB- нение их н блоке 2 с заданными.
10 В процессе хонингования, когда фактические значения параметров (одного или обоих), мощность привода вращения и усилие возвратно-поступательного перемещения инструмента
)5 достигнут заданных верхних уровней настройки., из блока 2 сравнения поступает команда в блок 3 на отрыв инструмента от обрабатываемой поверхности детали. Происходит разгрузка
20 системы СПИД от накопленных динамических деформаций. Затем подцикл обработки повторяется с изменением направления вращения инструмента на противоположное.
25 По мере снятия Припуска и исправления геометрической формы отверстия при каждом новом поддикле момент перехода на рабочую подачу при касании инструмента с обрабатываемой поверх 30 ностью детали становится ближе к заданному размеру при этом мощность привода вращения и усилие возвратно- поступательного перемещения инструмента соответственно понижаются и становятся ниже верхних заданных уровней настройки параметров. При этих условиях очередной подцикл хонингования начинается после отрыва инструмента от обрабатываемой поверхности, осуществляемого блоком 3 управления по путевой команде блока 5 цифровой индикации, связанного с помощью сельсин-датчика 6 с конусом 7 разжима инструмента 8, и повторяется до уравнивания фактических значений параметров с заданными.
Завершение цикла размерного хонингования наступает, когда фактические значения уравниваемых параметров процесса, нижние уровни мощности привода вращения и усилия привода возвратно-поступательного перемещения инструмента соответствуют заданным по задатчику 1 в зоне, ограниченной путевыми уставками блока 5 индикации, одна из которых является командой включения рабочей подачи по пути, а вторая выдает команду на прекращение цикла (подцикла) обработки и соот35
40
45
50
55
31229023
ветствует настройке прибора активно- ным радиальным усилием разжима. Блок
го контроля (блока 5) по положению конуса разжима инструмента с задан2 вьщает команду блока 3 на прекращение цикла размерного хонингования.
4
ным радиальным усилием разжима. Блок
2 вьщает команду блока 3 на прекращение цикла размерного хонингования.
6
в
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для разжима брусков хона | 1983 |
|
SU1106644A2 |
| МЕХАНИЗМ РАЗЖИМА БРУСКОВ ХОНИНГОВАЛЬНОГО СТАНКА | 1990 |
|
RU2009860C1 |
| УСТРОЙСТВО ДЛЯ ХОНИНГОВАНИЯ ОТВЕРСТИЙ | 1992 |
|
RU2008175C1 |
| Способ хонингования гильз цилиндров двигателей внутреннего сгорания | 1988 |
|
SU1611706A1 |
| СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ | 2005 |
|
RU2305620C2 |
| СПОСОБ ХОНИНГОВАНИЯ ОТВЕРСТИЙ | 2019 |
|
RU2711283C1 |
| Способ финишной обработки | 1990 |
|
SU1775273A1 |
| Устройство для разжима брусков хона | 1977 |
|
SU722741A2 |
| Устройство для разжима брусков хонинговальной головки | 1981 |
|
SU1013235A1 |
| ХОНИНГОВАЛЬНЫЙ СТАНОК | 2009 |
|
RU2424102C2 |
Составитель В.Жиганов Редактор Г.Волкова Техред В.Кадар .; Корректор О.Луговая
Заказ 2404/12 Тираж 740Подписное .
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Фрикционный ключ | 1972 |
|
SU483234A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
