ной про мьш: 1 е н н о с т и„
Цель изобретения - позыитение точности регулирования,;
На чертеже привеп.яка схема устройства для регулирования уровня стекломассы,. Устройство содерясит реле 1 Бремекк паузы., первое 2, втсфос 3 и третье ч реле ореме 1И мнпу.льс.а, командное реле Sj пускател. 5 и 7, электроприводы питателе; стеклобоя 8 и iijHXTbi 9j уровнемер стелломаесы (не показан) е входными контактами 10 Мало и 1 Много. Вьщержка времени реш,е 2 выбРхрастся ьгз расчета обеспечанкя загрузки иилты и стеклобоя в печь меньше номинальной пели- 4Pinbi съема стекла, а Впщержка ре;ле 3 времени имнульса - из расчета обеспечения загрузлЯ больше съема стекла
Кроме того устройства о - : одержит замыкающие, контакты 12 рег:е 1 размыкающие 13 и 14 контакты реле Zj размыкающее контакты 13 и 16 реле; 3, размыкающие к.онтак 1 ы 1/ и 18 4,, замтзгкающие контакты. 19 н 20 реле э, блок-контакты 21 и 22 соответственно пускателтей 6 и 7 и еиловые контакты 23 и 24 пуекателейв
Устройство работает следующим образом.
После включения устройства через заданную зьр1, }зремени замыкается контакт 12 реле 1 времени паузы В результате подается сигнал на включение реле 2 Времени или 3 (в зависимости от ТОГО; какой контакт в урознемере замкнут)., реле ч времени, командного реле З, которое контактом
19блокирует контакт 12, а контактом
20включает п:7скатели 6 и 1 отключающие сво1-;мк блок -кон1 актами 21 и 22 реле 1 временг к включающие контактами 23 и 2 соответственно злекг роприводы сйтателей стеклобоя и .
Загрузка .шихты з нечь дроиз.водит- ся в течение времени, установленного на реле 4 времени,, по истечении которого размыкающ1 1ми контактами 18 отключается пускатель 7 и привод ни-- тат ел я 9 цплхты Загрузка стеклобоя производится в течение времени, зависящем от о7к.лонения уровня стекло- массьи Та; ч. если уро.вень стекло.мас- сы повьш ается, например, вследствие уменьшения съема с печк (отключение машины)5 то через вьщержку времени паузы замьжаются контакты уровнемера
872
К) Мало н загрузку стеклобоя про- иззодят в течение выдержки времени, ус .гано.зленной на реле 2 времени, обеспечивая снихсение уровня стекломассы до з)),анного значения „ И наоборот,, если уровень стекломассы понижается, то срабс ггывают контат ты 11 Мкого к загру;;ку стеклобоя произ- в тече;1ие выдержки времени,
ус Т аиогленной на реле времени 3, т.е. время подачи стеклобоя в цикле заг- рузки увелг-пшвается и уровень стек- jioiaccb; повышается о По окончании вы.держки вре -1ени, установленной на
реле 2 (3),, контактом 14 (16) через пуосатель 6 отключается злектронри- 3o;j питателя 8 стеклобоя, а контактом 13 х15) отклю11ается командное реле -j Влек контакта.ми 21 и 22 BKJH04aeT
реле 1 времени паузы и дикл загрузки позтор.яется,
Таким образом, устройство обеспечивает новый дикл загрузки шихты и стеклсбоя в стекловаренную иечь загрузка шихты в течение заданных постоянных интервалов времени и загрузка сте.клобоя в течение переменных интервалов времени, зависящих от отк. уровня стекломассвц при постоянном времени паузы между JJ;HK- ,.t;-iwH загрузки, Б результате, в процессе регулирования уровня стекломассы количество шихты, загружаемой в печь, остается всегда постоянньм, изменяется лишь количество загружаемого стеклобоя, Однакоэ если учесть, Ч .го удельные затраты тепла на превращение стеклобоя в расплав значительно меньше, чем на превращение шихты в расплав, то при неизменной тепловой моа ности печи граница варки не нару- илается.. Стабильность зоны, занятой шлхт ойр в свои очередь способствует стабильности теплового режима печи,
Предлагаемое устройство обеспечи- яа.ет более точную стабилизагщю уровня с екломассы, равномерную подачу гряд 1.1;.их 1 ы и равномерное распределение г ряд шихты но зеркалу стекломас- cia незавнси1 1о от колебаний съема С гекла, стабильность зоны варки и тенлоБот о режима печи„ Все это спо- собств ует повышению качества стекломассы и увеличению выхода годных изделий „
Внедрение устройства регулирования уровня стекломассы на печах тар
S
3-1229187 4
ного и бутылочного стекла средней изделий на 3-4% годовой экономичес- производительности (50-70 т/сут) дает кий эффект до 20 тыс. руб. на одну за счет увеличения выхода годных стекловаренную печь.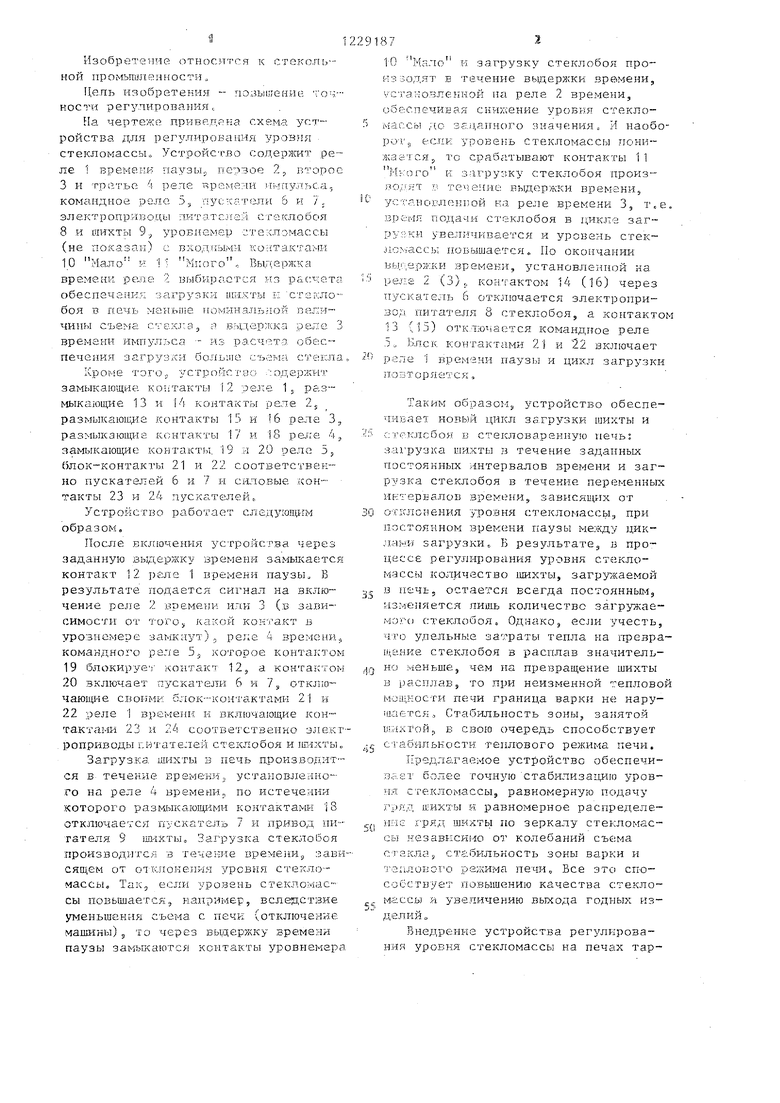
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРАВЛЕНИЯ СТЕКЛОВАРЕННЫМ ПРОЦЕССОМ | 2001 |
|
RU2206524C1 |
| УСТРОЙСТВО ДЛЯ ЗАГРУЗКИ СЫРЬЕВЫХ МАТЕРИАЛОВ В СТЕКЛОВАРЕННУЮ ПЕЧЬ | 2014 |
|
RU2581590C1 |
| СПОСОБ УПРАВЛЕНИЯ ЗАГРУЗКОЙ СЫРЬЕВЫХ МАТЕРИАЛОВ В СТЕКЛОВАРЕННУЮ ПЕЧЬ | 1997 |
|
RU2172722C2 |
| Устройство управления загрузкой стекловаренной печи | 1990 |
|
SU1761694A1 |
| СПОСОБ ВАРКИ СТЕКЛА В ВАННОЙ ПЕЧИ | 2003 |
|
RU2250198C2 |
| СПОСОБ ПРОИЗВОДСТВА ОКРАШЕННОГО В МАССЕ СТЕКЛА | 2015 |
|
RU2588013C1 |
| СПОСОБ ЗАГРУЗКИ ШИХТЫ И СТЕКЛОБОЯ В РЕГЕНЕРАТИВНУЮ СТЕКЛОВАРЕННУЮ ПЕЧЬ С ПОДКОВООБРАЗНЫМ НАПРАВЛЕНИЕМ ПЛАМЕНИ | 2015 |
|
RU2595745C1 |
| Устройство для регулирования уровня стекломассы | 1983 |
|
SU1157027A1 |
| Устройство для регулирования уровня стекломассы | 1975 |
|
SU522142A1 |
| Устройство управления загрузкой шихты в стекловаренную печь | 1980 |
|
SU874670A1 |
Редактор Н.Гунько
Составитель А.Кузнецов
Техред М.Моргентал Корректор О.Луговая
Заказ 2416/20
Тираж 457Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
.Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4.
| Лаптев В.И | |||
| Автоматический контроль и регулирование технологических процессов в производстве стеклотары,- М.; Легкая индустрия | |||
| Шеститрубный элемент пароперегревателя в жаровых трубках | 1918 |
|
SU1977A1 |
| Шеститрубный элемент пароперегревателя в жаровых трубках | 1918 |
|
SU1977A1 |
| Прибор для промывания газов | 1922 |
|
SU20A1 |
