Известные сиетемы программного хиравления, исгю.чьзующие н качестве но.сителя нрограммы набор ку;1ячков, }ic обеспечивают нужно/ точностн и надежности срабатыванпя лснолннтельного механизма, вследствио чего установка сто.ла производится неточно.
Пред.тагаемьгн механизм не имеет этих недостатков. Он представ.чяет co6oi i уннверсальпьг виитово индукционньп механизм д.чя набора координат, длин и иеремеи1е1П1Й при программировании. Запомпнапие набранных координат производнтся поворотом специальных дисков на соответст1ПЮ1Цие углы- Грубая установка стола и переключение )ta ползучую екорость осуН1еств,1яются п тевого контроля нри по.гонхи контактов, момент включения которых онределяется угловым ноложе П(ем соответствуюн1его диска. Точная установка сто.ча производится устройства.ми путевого коит|то.1я при иомощн винтового индуктивitoro датчика, положение которого определяется т;1овым ноложе1П ем диска точ:го 1 настройки. Предла аемая схема устано15ки координат осиовы ается на ранее известных элементах, сочетание которых дает новый эффект: испол1)3уемый в качестве запоминающего устройства набор днсков обеспечивает простоту конструкции и ироцесса ирогпамм)1рования, а исцо.тьзование винтового индуктивного датчика (разг|:1уженного от сн.ювых деформаний) в качестве эле 1е1гга точного путевого контроля обеспечивает высокую точность установки координат.
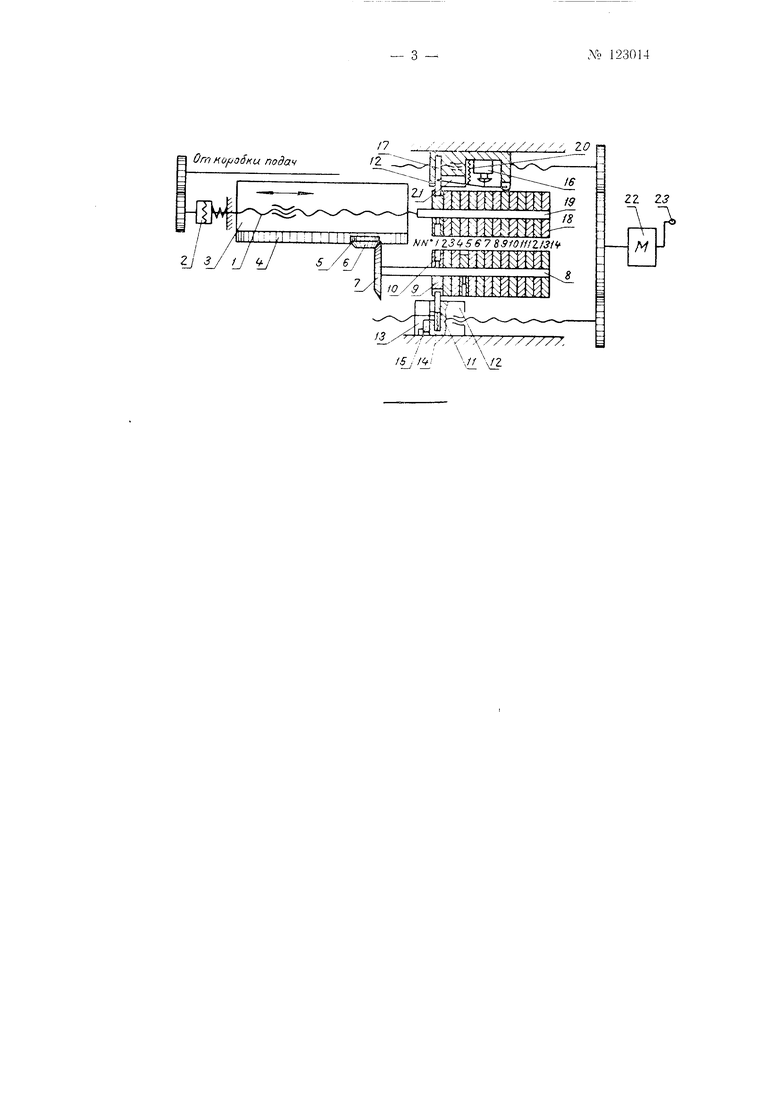
Иа чертелче показана схема предлагаемого механиз.ма. Программирование продольного перемеп1,ения с нпорта (стола) метал/юрежуикдо станка, осушеств.ляемого ходов1,пг винтом, пронзводнтся сдедуюншм образом- Ходовой винт / получает вран1,ение от коробкн подач через предохранительную муфту 2 н перемеп1,ае1 СУПпорт (стол) о. К оуннорту
,М 1230142
прикреплена peiiKa 4, которая ирн его леремещспии вращает шел-ерии 5, 6, 7 и вал 8. Передаточные чиела шестерен выбран1 1 так, что н;)и юлном iiepeMeiueiiiii еупнорта 3 вал 8 делает один оборот. Па валу 8 е;юбодно насажены диски 9, которые при необходимости прижимаются к ва.ту Л винтами JO. В каждом диеке 9 имеет.ся один iia:i треуго.тьноЛ формы, в который при вранхении ва,та 8 падает палец //. Палец // } аходнтся в каретке 12 и прижимается к дискам 9 рыча|-ом 13 с номонило пружины 14. При этом через рычаг 13 ж.тючается микропе1Н К.Т1Очатс,П) 15, отк.тючакциин э.тектромагиит 16, унрав,тяюии-П (1)иксаторол1 17 дисков 18. К ходовому винту / неносре.чственно и.ли через 1 очную вуПчатую иередачу (на чертеже, не 1кд азано) присоединен ва.т 19, на котором свободно насажены диски 18; оии могут бьпь И|)ижат1)1 к ва,ту ,интами 10. )1Й диск 18 имеет одни иаз, в кото1)ый noi; соответстзхлопгем но.юженпп диска 1 ходит фиксатор 17. Пос.чедниГ ппижнмае-1-ся к дискам 18 нружнио 20 п )t)i4aroM 21 и отжимается ълек1ромаг1пг1ом 16. Для установки пальца // и фиксатора 17 против требуемых дисков ,9 и 18 передвигают каретку 12 до е()впаде 1ия ее указате.тя с помером ступени (1, 2, 3, 4 и т. д.), liacrpoennoii иа заданный чертежом размер. Это производится вращением двигателя 22 либо ручко 23.
Порядок и программировать д.лииы иеремещен 1я следуюпи-ui:
1.Перемептают суппорт иа длину заданного размера от базового положе1 ия. Затем ставят каретку 12 с пальцем 11 и фиксатором 17 в иоложенис ЛУ 1 и затем поворачир.ают диу;ки 9 ц 18 из положения ,ь 1 до поиадания пальца 11 и фиксатора 17 в пазы дисков, иосле че-о прижимают вииты 10- Этим самым диски 9 и 18 связываются с валами 8 и 19, рейкой и ходовым впнтом 1 в необходимом положении.
2,Для повторения размера по программе перемещают суппорт в нужно.м направлении. При этом рейка 4 враигает днеки Я а ходовой винт / вращает диски 18. Когда палец 11 заскакивает в паз диска 9 он включает микропереключатель 15, чем отключает-ся эдектромагинт 16. этом пружина 20 давит на фиксатор 17. Когда он попадает в паз диска 18, прекращается вращение ходового винта веледствие отключения вращения цецп иодачи и предохраиительной муфты 2. При этом суипорт после пе)емепгепия иа заданную длину останавливается в требуемом месте.
Предмет изобретения
Механизм системы М. X. Молдавского для иабора (программирования) координат, длин и перемещений, например, иа металлорежущих станках, в котором запоминание программы производится соответствующей угловой расстановкой кулачк ч барабанов с отметками и т. п., грубая установка стола и переключение на ползучую скорость производятся устройством путевого контроля при помоиги контактов, момент включения которых определяется угловым положением соответствуюнгего кулачка, отличающийся тем, что, с целью иовыщения точности и надежности срабатывания механизма, точная установка стола производится при помощи индуктивного винтового датчика, поворот которого определяется угловым положением соответствующего кулачка.