1
И:и)б|)ете11ие относитси к деревообраба- 1Ынак)1цей промышленности и может быть использовано и мебельном производстве, I де необходимо iiiHiioBoe соединение заготовок, например при изготовлении сту.п.ер..
i 1ель изоб; гт(. иия повышение долго вечности и стабильносги работы, счжрапи - ние продолжите.-1ьности настройки станка.
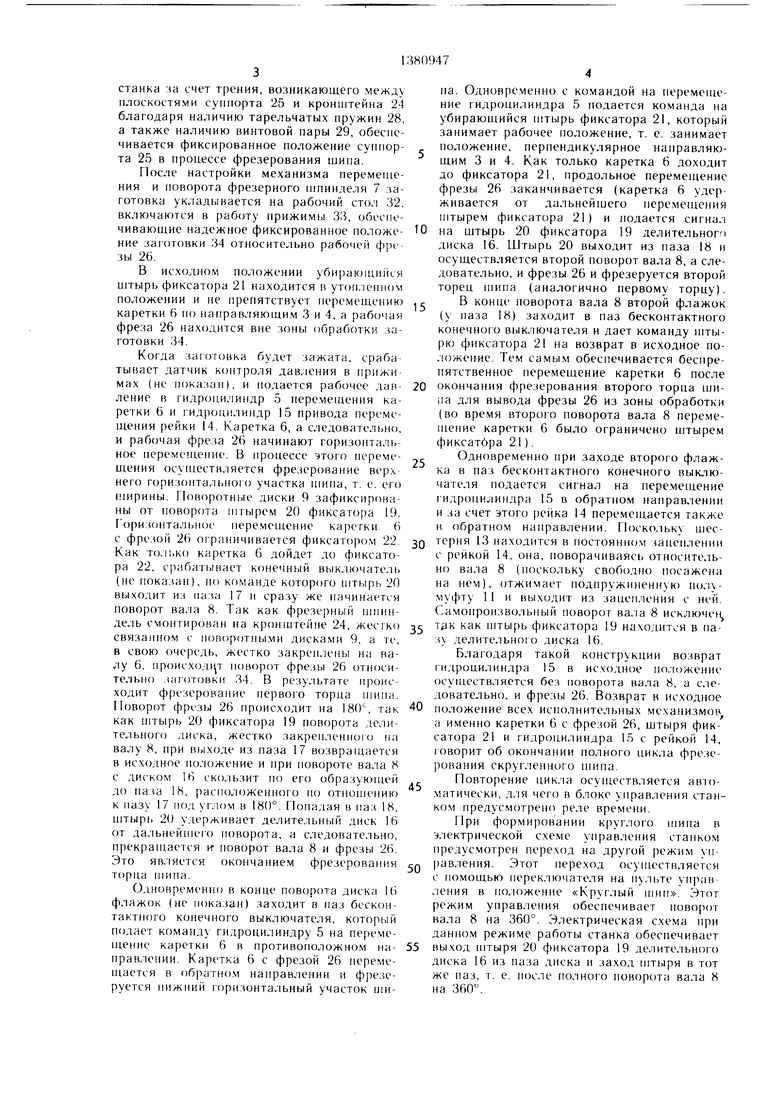
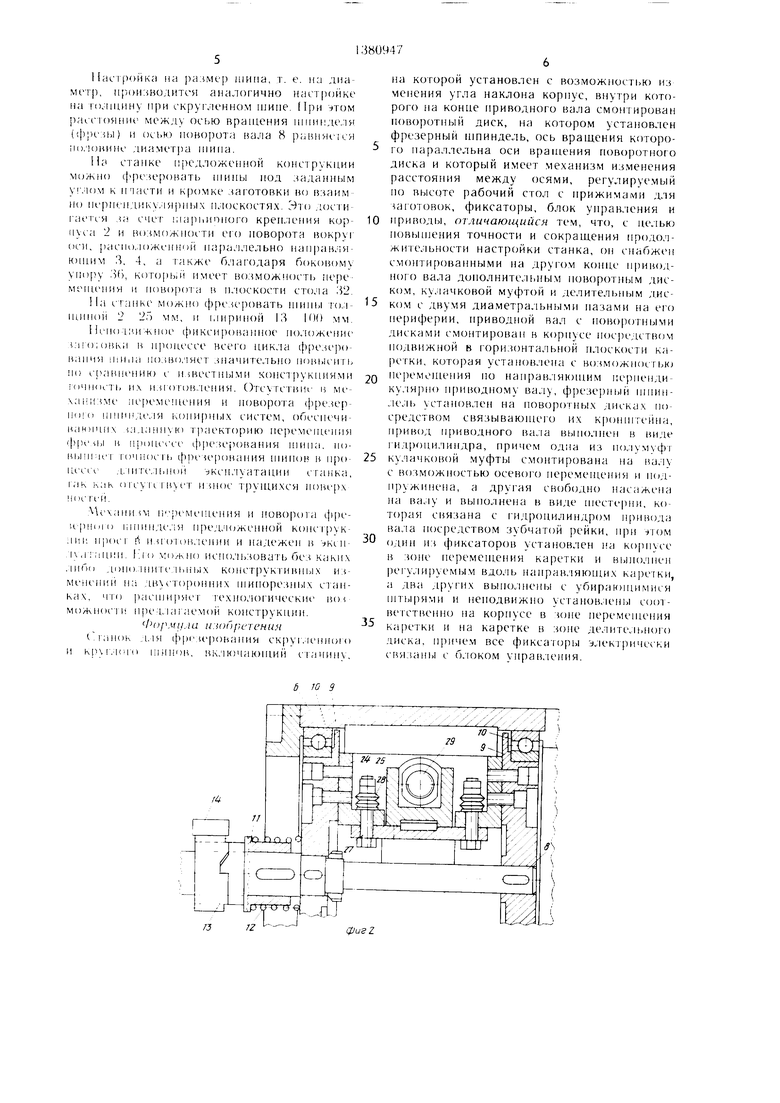
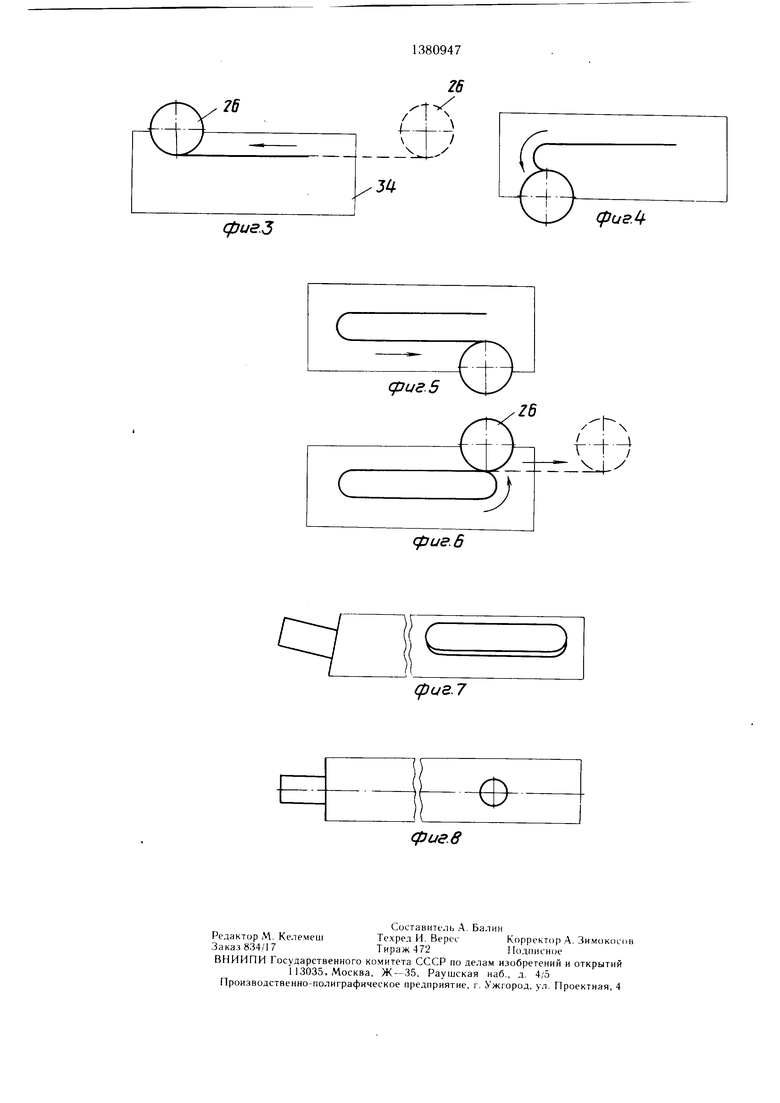
На фи1 1 схематически показан предложенный станок, общий вид; на фиг. 2 механизм перемещения и поворота фрезер- HOi(j Н1пипделя; на фиг. 3 положение фре- 31,1 относительно заготовки нри фрезеровании верхнег о горизонтального участка типа; на фиг. 4 то же, при )вании первого горца типа; на фи1 . 5 то же, при фрезе- |)овании нижнего юризонтального участка липа; на фиг. 6 то же, при фрезеровании второго торпа шипа и вывод фрез1)1 из зоны обработки; на ()иг. 7 фрезеруемая форма шипов, скругленный шип; на фиг. 8 то же, к)углый шип.
( гапок для фрезерования скругленного и круглого ПИПОВ содержит станину 1, на которой шарнирно закреплен корпус 2. В корпусе 2 смонтирован механизм iie|)e.Meiue- ния и поворота фрезерного шпинделя.
Внутри корпуса 2 на горизонтально рас- по-юженных нанравляюп1их 3 и 4 установ.те- на с возможностью перемещения от гидро- пилипдра Г), которого жестко закреплен и корпусе 2, каретка в. Внутри каретки 6 смонти()ован фрезе)ный ппиндель 7 и поно- ) вал 8. На конпах вала 8 жестко за- креп-лепы поворогные диски 9. Пово)отпые диски 9 устан()вле)1Ы на под1ПИ 1никах 10 качения, смоптировапных на каретке ( так, чго ось Ba. ia 8 распсхлагается перпендикулярно нап|)авляк)|цпм i и 4, при это один конец вала 8 выступает за пределы карег- ки (). На Ba:iy 8 смонтирована кулачковая муфта, причем одна полумуфта 1 1 снизана с .1ом 8 посредством п липевого соединения, имеет ВОЗМОЖНОСТЬ) не)емеп1ении вдоль нала 8 и подпружинена пружиной 12, а другая полумуфта свободно посажена на валу 8 и вьшолнена и виде шестерни 13. Шесгер- ня 1.3 находигся и постоянном запеп,1епии с убчаго|1 рейкой 14, одип конец коюрой связан с приводом ее возвратпо-посгупа- тельпого пере.мешения, представляющим собой гидроцилипдр 1Г), шток которого жестко faK)eii. ien на ка 1егке 6, а корпус с рейкой 14, чем и обеспечивается пово)ог вала 8- На конце ва.т 8 выступающем за 11р(Ме.1Ы каретки (), жесгко зак)е11Л(Ч1 делп- re. ibHbiii UICK Ifi, выпо.темный с диаметральными пазами 17 п 18, которые распп.южепы на Г1ери | ер11и диск 16 друг п|)О1ив друга и де.1Я 1 его на два участка по 180. На каретке зак)еп,1ен фиксатор 19 повота де. 1итель- пого диска И). Фикса roj) 19 имеет убирающийся штырь 20, который поочередно можег заходи гь. в паз1)1 делите,тьпого диска 16. На пос.ледием закреплен напротив каждого паза
5
5
флажок, взаимодействуюп;ий с бесконтактным конечным выключателем (не показан). На корпусе 2 закреплены фиксаторы 21 и 22 для ограничения горизонтального перемещении кирегки 6. Фиксатор 21 закреплен жестко и выполнен с убирающимся по команде бесконтактного конечного выключателя (не ноказан) п тырем, а фиксатор 22 посредством винтовой пары 23 перемещается вдоль направляющих 3 и 4, изменяя тем самым
расстояние между упорами, а следовательно, и величину горизонтального перемещения каретки 6. Все фиксаторы электрически связаны с блоком управления (не показан). Поворотные диски 9 дополнительно связаны между собой крон HI гей ном 24, на котором с.монтирован суппорт 25 фрезерного щцннде- ля 7 с рабочей фрезой 26. Суппорт 25 смонтирован на кронц тейпе 24 посредством винтов 27, подпружиненных тарельчатыми пружинами 28, чем обеспечивается возможность
0 перемещения суппорта 25 по кронштейну 24, но иск. гючается самопроизвольное его сме- ш.ение в процессе работы станка. Ось вращения шпинделя 7 расположена параллельно оси вала 8 и смещена относительно нее, причем величина смещения, т. е. расстояние между упомянутыми осями, регулируется механизмом изменения расстояния, вы- по;|ненным в виде винтовой пары 29. Вращение н пинделя осун|ествляется с по. ременной передачи от электродвигателя 30, щарнирно подвеп е)1ного внутри корпуса 2. (л анок имеет регулируемый по высоте посредством, например, винтовой пары 31 рабочий стол 32, на котором установлены прижимы 33 для заготовок 34, а также регули- )уемый посредством, например, винтовой пары 35 новоротный боковой упор 36 для закгговок 34.
Все исполнительные механизмы станка работают в автоматическом режиме, что осуществляется с помоп;ью конечньгх выключателей (не показаны).
0 (/ганок для фрезерования скругленного и круглого П1ИПОВ работает следующим об- )азом.
11еред началом работы производится настройка механизма неремещепия и поворота фрезерпого пшинделя 7 на заданный размер и форму Н1ипа.
Нри формировании скругленного шипа производится настройка но ширине П1ипа путе.м перемещения с последующей фикса- Щ1ей подвижного фиксатора 22 относительно неподвижного 21. Это расстояние соответствуем расстоянию между центрами скругле- ния nnina. loc.iie этого П1юизводится на- сгройка на толщину типа путем перемещения суппорта 25 фрезерного шпинделя 7 посредством винтовой пары 29 к горизон
5 тальной плоскости, т. е. изменение.м расстояния между осью вращения П пинделя 7 и осью поворота вала 8, которое соответствует по,;1()вине Т()л1цины типа. В процессе работы
0
5
5
0
станка за счет трения, возникающего между плоскостями суппорта 25 и кронштейна 24 благодаря наличию тарельчатых пружин 28, а также наличию винтовой пары 29, обеспечивается фиксированное положение суппорта 25 в процессе фрезерования шипа.
После настройки механизма перемеп1е- ния и поворота фрезерного шпинделя 7 заготовка укладывается на рабочий стол 32. включаются в работу прижимы 33, обеспе- чиваюшие надежное фиксированное положение заготовки 34 относительно рабочей фрезы 26.
В исходном положении убирающийся фиксатора 21 находится в утопленном положении и не препятствует перемещению каретки 6 по направляющим 3 и 4, а рабочая фреза 26 находится вне зоны обработки заготовки 34.
Когда заготовка будет зажата, срабатывает датчик контроля давления в прижимах (не показан), и подается рабочее даЕь ление в гидроцилиндр 5 нере.мещения каретки 6 и гидроцили}1др 15 привода перемещения рейки 14. Каретка 6, а следовательно, и рабочая фреза 26 начинают горизонтальное перемещение. В процессе этого перемещения осуществляется фрезерование вер.х- него горизонтальною участка , т. е. его ширины. Поворотные диски 9 зафиксированы от поворота шгырем 20 фиксатора 19. Г оризс)итальное пере.мещение каретки 6 с фрезой 26 ограничивается фиксатором 22. Как только каретка 6 дойдет до фиксатора 22, срабатывает конечный выключатель (не показан), по команде которого штырь 20 выходит из паза 17 и сразу же начинается поворот вала 8. Так как фрезерный шпиндель смонтирован на кронштейне 24, жестко связанном с П(ли)ротны.ми дисками 9, а те, в свою очередь, жестко закреплены на валу 6, происхсХ П т ncJBopoT фрезы 26 относительно заготовки 34. В результате происходит фрезерование первого торца шипа. Поворот фрезы 26 происходит на 180, так как штырь 20 фиксатора 19 поворота дели- тельпого диска, жестко закрепленного на валу 8, при выходе из паза 17 возвращается в исходное положение и при повороте вала 8 с диском 16 скользит по его образуюп1ей до паза 18, расг1оложеп}1ого по отношению к пазу 17 под углом в 180°. Попадая в паз 18, штырь 20 удерживает делительный диск 16 от дальнейшего поворота, а следовательно, прекращается и- поворот вала 8 и фрезы 26. Это является окончанием фрезерования торца шипа.
Одновременрго в конце поворота диска 16 флажок (не показан) заходит в паз бесконтактного конечного выключателя, который п(.)дает команду гидроцилиндру 5 на перемещение каретки 6 в противоположном направлении. Каретка 6 с фрезой 26 переме- П1ается в обратно.м нанравлении и фрезеруется нижний горизонтальный участок шина. Одновременно с командой на переменк - ние гидроцилиндра 5 подается команда на убирающийся птырь фиксатора 21, который занимает рабочее положение, т. е. занимает положение, перпендикулярное направляющим 3 и 4. Как только каретка 6 доходит до фиксатора 21, продольное перемеп1ение фрезы 26 заканчивается (каретка 6 удерживается от дальнейгиего перемещения штырем фиксатора 21) и подается сигна.
0 на щтырь 20 фиксатора 19 делительного диска 16. Штырь 20 выходит из паза 18 и осуществляется второй поворот вала 8, а следовательно, и фрезы 26 и фрезеруется второй торец шипа (аналогично первому торцу).
г В конце поворота вала 8 второй флажок (у паза 18) заходит в паз бесконтактного конечного выключателя и дает команду штырю фиксатора 21 на возврат в исходное по- .кзжение. Тем самы.м обеспечивается беспрепятственное перемещение каретки 6 после
0 окончания фрезерования второго торца шипа для вывода фрезы 26 из зоны обработки (во время второго поворота вала 8 перемещение каретки 6 было ограничено штырем фиксатбра 21).
Одновременно при заходе второго флажка в паз бесконтактного конечного выключателя подается сигнал на перемещение гидроцилиндра 15 в обратном направлении и за счет этого рейка 14 перемещается также в обратном нанравлении. Поскольку шесQ терня 13 находится в постоянном зацеплении с рейкой 14, она, поворачиваясь относительно вала 8 (поскольку свободно посажена на нем), отжимает подпружиненною полумуфту 1 1 и выходит из зацепления с ней. Самопроизвольный поворот ва, 1а 8 исключен,
5 как Н1тырь фиксатора 19 находится в пазу делительною диска 16.
Благодаря такой конструкции возврат гидроцилиндра 15 в ис.ходное положение осуществляется без поворота вала 8, а c.:ie- довательно, и фрезы 26. Возврат в исходное
0 положение всех исполнительных механизмов а именно каретки 6 с фрезой 26, щтыря фиксатора 21 и гидроцилиндра 15 с рейкой 14, говорит об окончании полного цикла фрезерования скругленного шипа.
Повторение цик.ча осуществляется автоматически, д;1я чего в блоке управления станком предусмотрено реле времени.
При формировании круглого шипа в электрической схеме управления станком предусмотрен переход на другой режим упQ равления. Этот переход осуществляется с помощью переключателя на нульте унрав- ления в положение «Круглый шип. Этот режим управления обеспечивает поворот вала 8 на 360°. Электрическая схема при данном режиме работы станка обеспечивает
5 выход П1тыря 20 фиксатора 19 делительного диска 16 из паза диска и заход штыря в тот же паз, т. е. после полного поворота вала 8 на 360°.
5
Иаст(()йк;1 на типа, т. е. на лиа- мст(), пр()и:июдитс-я аналогично наст|)ийке на ro. inuiHV при скругленном . (1ри УТОМ раггтоянис между осью вращения шпинделя (ф|)) и осью нонорота вала 8 раиияе|ся ),()иине ди; .меТ1)а ншна.
П;) стайке :)едложенно1 1 конструкции l(JЖHo (| ре:(ер()нать типы иод заданным ()М к и пасти и к()омке заготовки во FKUUIM но ||ернендикуля)ных плоскостях. Это дости гается ,ia счег laapi.HOHoro креилеиия корпуса 2 и возможности его иоворота вокруг оси, расноложеиной на)аллельио напран.ая- юпшм 3. 4, а также благодаря боковому .( }, которь.й имеет возможность перемещения п иоворота в и,; оскости стола Л211а сгаике можно (|)резеровать П1ииы толщиной 2 2Г) 1М, и ыириной Л 1П(1 мм.
11с 11(1т;и1жное ио.ложеиие i:iiо; и нр(ии ссе Bcei o цик.ча вания ПИ||а позво.чяет значительно иовысии по с а1И1еиию с известными KOHCI рукииями
iOMHOClT, И. И.ГОГОВ.ТеИИЯ. Отсутствие I) Mt :iiiH3Mi пе)еме иеиия и поворота ())) 110 о П1п||цделя ()ных систем, опссиечи- нан)И1их (аданиук) траекторию неремени иия (ф()с-;ы в iijioHccci фрезеро ания И1ииа. попытает точное гь фрезе)оваиия HIHHOB в иро- IU444 .1. iHTe,:i,Hoit эксплуатации 1танка, гак как (1Гсутмв ет износ трущи.хся поверх нос гси.
;( И {н--ме1пепия и noBopoi a (ji)e- K-piidii) шпинделя 11)едложеин)й конег()ук- Miii: нросг rt изго-и.ч, 1е11ии и надежен в :)Ксп- 1 а1:|ции. 1л11 мож.но исноль.зовать без какнх .1нГк1 лоно, | |нтел1) конструктивных из- менени) на .тв стороииих ианюрезиых станках, что рас1ннряег гехнолог ические в() можиоети: 11 Н ТЛа1 аемой конструкции. .n/,iu и:и претения
(.л анок .1,1Я 1})р1мерования ск|)у 1, 1еи)(о1 о и к|)1 Л(ч о niiiHOB, включающий стачииу.
на которой установлен с возможностью из меиения угла наклона корпус, внутри которого на конце приводного вала смонгирован поворотный диск, на котором установ:1ен фрезерный шпиндель, ось вращения которого параллельна оси вращения новоротного диска и который имеет механизм изменения расстояния между осями, регулируемый по высоте рабочий стол с прижимами для заготовок, фиксаторы, блок управления и
приводы, отличающийся тем, что, с це.тью повьииения точности и сокращения продол- жи 1ельности настройки станка, он с)1абжен смо)1тированными на другом конце приводного вала дополнительным новорот}1ым диском, кулачковой муфтой и делительным диско.м с двумя диаметра.тьными пазами iia его периферии, ириводной вал с поворотными дисками смонтирован в корпусе пос1)елст)(ш подвижной в горизонтальной плоскости каретки, которая установ.чена с во.зможносгью перемещения но нап)ав.тяюи1им перпендикулярно п()иводному ва.ту, фрезерный Н1нин- ле;н. установлер) на новоротных дисках посредством связывающего их к)они1тейиа, привод приводного ва.1а выпо.чнен в виде гпдропи.чиндра, причем одна из но.чумуфг
кулачковой муфты смонтироваиа на валу с возможностью осево1Ч) Г1еремеп1ения и пол- пружииена, а другая свободно пасажепа на валу и выполнена в виде niecTepnn, которая связана с гидроцилиндром нривола ва.та посредством зубчатой рейки, ири ном один из фиксаторов установлен на корнусе в зоне перемещения каретки и выполнен регули)уемы.м вдоль нанрав. 1яюии1Х карегки, а два других выпо.шепы с убирающимися штырями и неиодвижно установлены соот- ветственнс.) на корпусе в зоне иеремеп1ения
каретки и на каретке в зоне делительного лиска, причем все фиксат(.)ры : лекгрически связаны с б.током унрав.чения.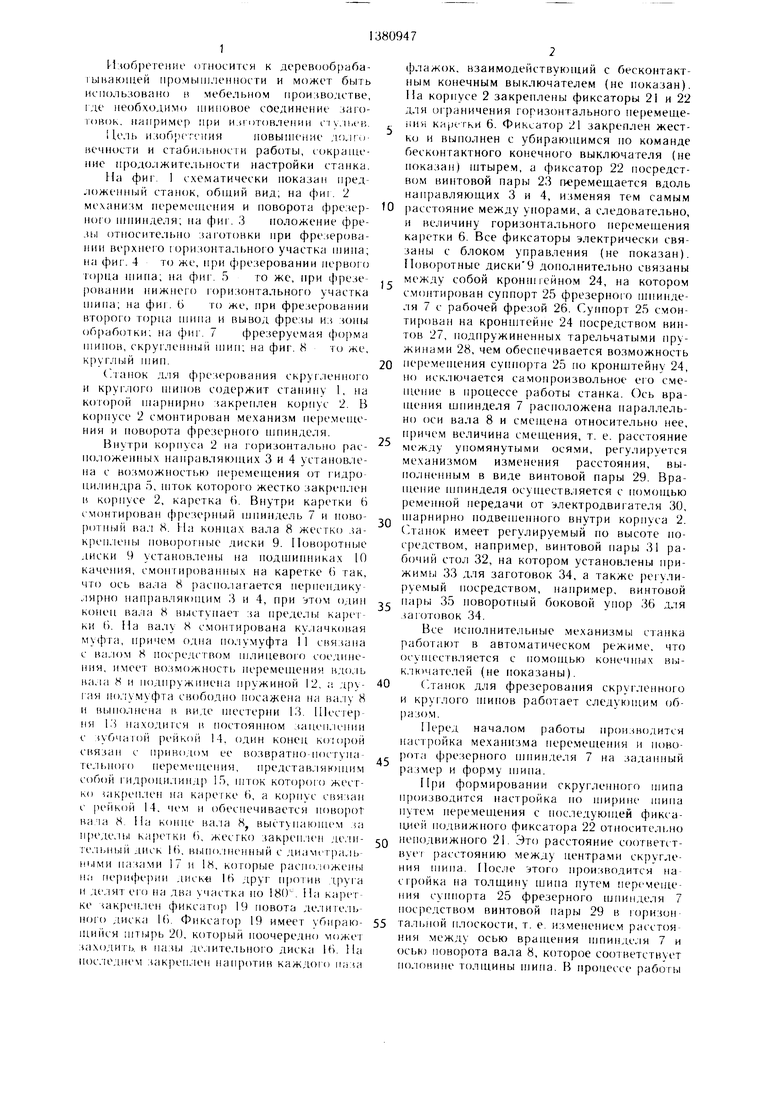
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ФРЕЗЕРОВАНИЯ СКРУГЛЕННОГО И КРУГЛОГО ШИПОВ | 1994 |
|
RU2067925C1 |
| ФРЕЗЕРНЫЙ СТАНОК | 1969 |
|
SU252049A1 |
| Устройство к токарному станку для фрезерования пазов | 1978 |
|
SU709281A1 |
| АВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ ФРЕЗЕРОВАНИЯ ПАЗОВ В ПЕТУШКАХ КОЛЛЕКТОРНЫХ ПЛАСТИН ЭЛЕКТРИЧЕСКИХ МАШИН | 2008 |
|
RU2385204C1 |
| КОПИРОВАЛЬНО-ФРЕЗЕРНЫй СТАНОК | 1972 |
|
SU356054A1 |
| Станок для фрезерования мест сопряжений деревянных деталей | 1984 |
|
SU1219350A1 |
| СТАНОК ШИПОРЕЗНЫЙ | 2002 |
|
RU2221693C1 |
| Токарно-револьверный автомат | 1979 |
|
SU887061A1 |
| Устройство для нарезки спиральных зубьев конических колес на токарных или фрезерных станках | 1948 |
|
SU84917A1 |
| Фрезерная насадка | 1980 |
|
SU933297A1 |
Изобретение относится к деревообрабатывающей промышленности и может быть использовано в мебельной промышленности, например при изготовлении стульев. Цель изобретения - повышение точности и сокращение продолжительности настройки станка. Станок содержит станину 1, на которой (иарнирно закреплен корпус 2. Внутри корпуса 2 по направляющим 3 и 4 от гидро- нилиндра 5 пере.мешается каретка 6. Внутри каретки 6 смонтированы фрезерный UJIIMH- дель 7 и поворотный вал 8. Расстояние между осями вала 8 и фрезерного шпинделя 7 регулируется винтовой парой 29. На валу 8 IS О „ смонтирована кулачковая муфта. Одна полумуфта 11 связана с валом 8 посредством шлицевого соединения, имеет возможность перемещения вдоль вала 8 и подпружинена. Другая полумуфта свободно посажена на валу 8 и выполнена в виде шестерни 13, взаимодействующей с рейкой 14 гидроцилиндра 15 привода поворота вала 8. Вал 8 снабжен также делительным диском 16 с пазами 17 и 18 на его периферии, в которые входит убирающийся штырь 20 фиксатора (Ф) 19. В зоне перемещения каретки 6 на корпусе установлены Ф 21 и 22. Ф 21 выполнен неподвижным и имеет убирающийся щтырь, а Ф 22 выполнен подвижным вдоль направляющих 3 и 4. При перемещении каретки 6 фрезеруется верхняя часть шипа, при этом штырь Ф 21 убран и не мешает продвижению. По достижении кареткой Ф 22 через блок управления дается команда на выход щтыря 20 из паза 17 - происходит поворот вала 8, а следовательно, закругление торца щипа. При возврате каретки 6 назад происходит фрезерование нижней части шипа и за счет выступающего штыря Ф 21 дается команда на поворот вала 8, фрезеруется второй торец шипа. 8 ил. ( (Л со 00 о г 4 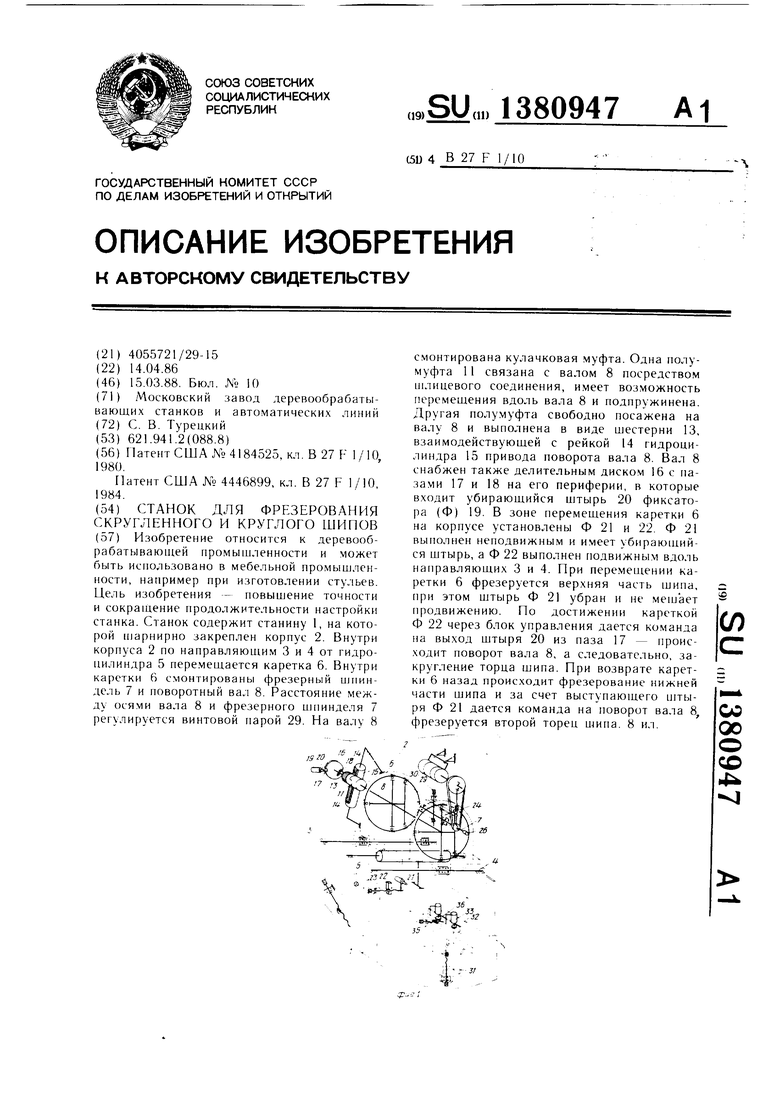
6 JO 9
фиг I
фиг.З
cpus.
cpuaS
(рие.6
| Патент США № 4184525, кл | |||
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Патент США № 4446899, кл | |||
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
