Известны устройства, автоматизирующие цикл работы шлифовальных станков, имеющие приспособления для измерения детали в процессе обработки и компенсации отжимов. Такие устройства основаны на том, что припуск на обработку всех деталей одинаков, что фактически не соответствует действительности. Они не обеспечивают необходимого качества обработки, так как точность размеров и формы, а также чистота обрабатываемой поверхности не отвечают предъявляемым требованиям, а производительность станка очень низка.
В предлагаемом устройстве эти недостатки зстранены тем, что оно предусматривает для автоматизации цикла щлифования программное управление циклом по фактической величине на обработку. Для этого детали, измеряемые перед началом работы, разбиваются на соответствующие группы, что обеспечивается устройством активного контроля. Система обратной связи согласует режимы обработки с фактическими размерами детали и управляет работой приспособления, компенсирующего отжим перед чистовой обработкой путем ускоренного отвода (отскока) шлифовальной бабки на величину натяга.
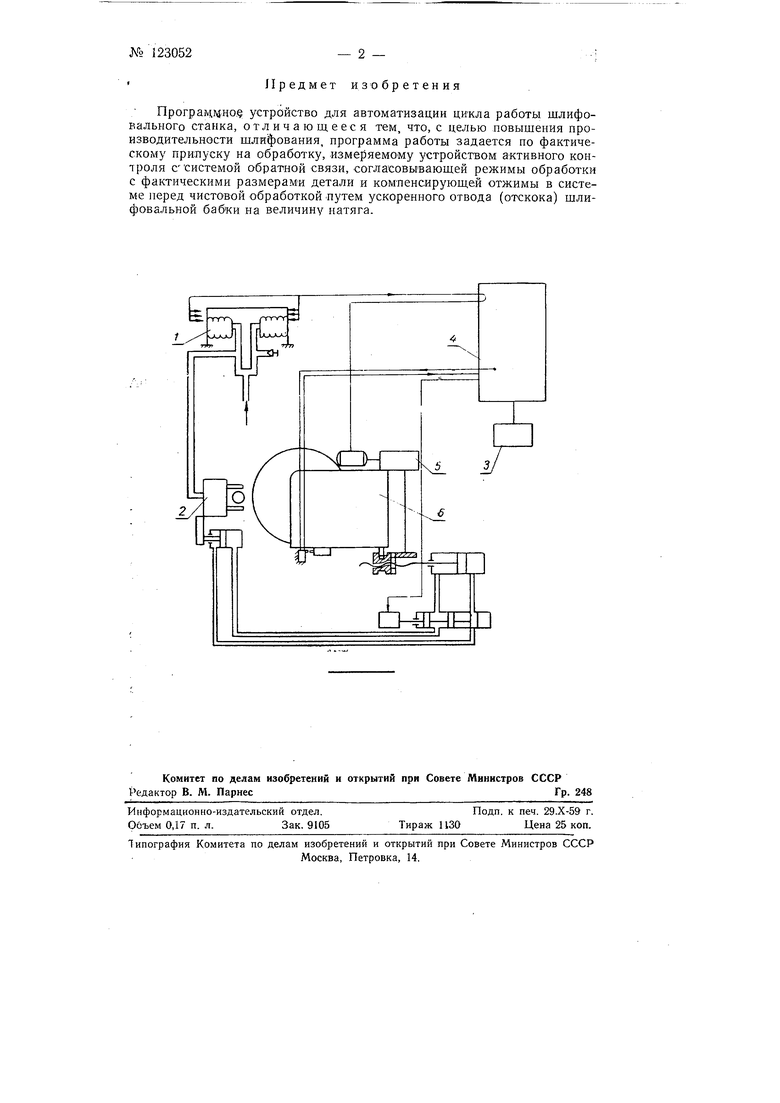
На чертеже показана схема предлагаемого устройства. Многокомандный прибор активного контроля-датчик 1 предназначен для измерения деталей, а скоба 2 сортирует их до обработки на различные группы по величине фактического припуска. От пульта управления 3 подается соответствующая команда на настройку станка, а от электрического шкафа 4 задается определенная скорость механизму автоматической подачи 5 и шлифовальной бабке 6. Команда на переключение с подачи врезания на черновое шлифование дается с помощью реле мошности или отжатия, остальные команды на управление циклом даются датчиком /.
Предмет из обретения
Программно. устройство для автоматизации ци-кла работы шлифовального станка, отличающееся тем, что, с целью повышения производительности шлифования, программа работы задается по фактическому припуску на обработку, измеряемому устройством активного контроля сСистемой обратной связи, согласовываюшей режимы обработки с фактическими размерами детали и компенсируюшей отжимы в системе перед чистовой обработкой-путем ускоренного отвода (отскока) шлифовальной бабки на величину натяга.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ автоматизации цикла круглого врезного шлифования | 1959 |
|
SU142496A1 |
| Устройство для автоматизации правки шлифовального круга в зависимости от степени его затупления | 1960 |
|
SU134578A1 |
| Устройство для автоматизации правки шлифовального круга в зависимости от степени его затупления | 1960 |
|
SU134577A1 |
| Измерительное устройство для управления движением шлифовальной бабки круглошлифовального станка | 1959 |
|
SU123423A1 |
| Измерительное устройство для контроля наружного диаметра заготовки в процессе ее шлифования | 1960 |
|
SU134582A1 |
| Устройство для автоматизации правки шлифовального круга в зависимости от степени его затупления | 1959 |
|
SU123426A1 |
| СПОСОБ АВТОМАТИЗАЦИИ ЦИКЛА ВРЕЗНОГО ШЛИФОВАНИЯ | 1973 |
|
SU404610A1 |
| Способ управления поперечной подачей внутришлифовального станка и устройство для реализации этого способа | 1974 |
|
SU521124A1 |
| Способ изготовления деталей на плоскошлифовальных станках | 1987 |
|
SU1618591A1 |
| Устройство для управления формой (конусностью) изделия при врезном шлифовании | 1962 |
|
SU152187A1 |