Устройства для автоматизации правки шлифовального круга в зависимости от степени его затупления, в которых управление началом правки обеспечивается командоаппаратом, датчик которого включает механизм правки, известны. Однако эти устройства обладают существенным недостатком, заключающимся в том, что команда на начало правки подается без учета фактического затупления абразивного кругаВ описываемом устройстве этот недостаток устранен благодаря применению в качестве датчика командоаппарата прибора, определяющего и фиксирующего предельную величину отжатия того или иного элемента станка под воздействием радиального усилия резания, па определенном этапе цикла, которое возрастает по мере затупления шлифовального круга.
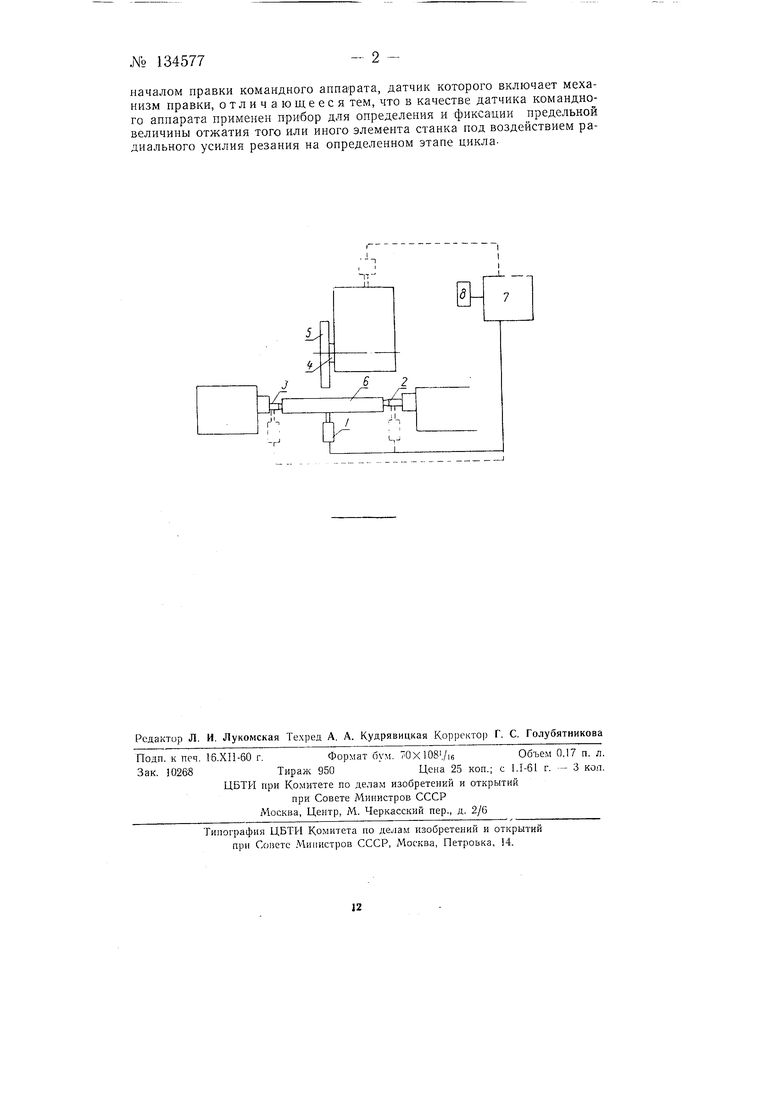
На чертеже изображена схема устройства.
Датчик / измеряет отжатие выбранного элемента станка, которым может быть либо задний центр 2 станка, либо передний центр 3, либо шпиндель 4 шлифовального круга 5; можно также измерять отжатие обрабатываемой детали 6.
При достижении предельной величины отжатия, вызванного затуплением шлифовального круга 5, сигнал датчика / передается через усилительное устройство 7 командоаппарату 8, включающему механизм правки (на схеме не показан).
В . устройстве можно применить электроконтактные, индуктивные, емкостные или пневмо-электрические датчики.
Предмет изобретенияУстройство для авто.матизации правки шлифовального круга в зависимости от степени его затупления с использованием для управления
началом правки командного аппарата, датчик которого включает механизм правки, отличающееся тем, что в качестве датчика командного аппарата применен прибор для определения и фиксации предельной величины отжатия того или иного элемента станка под воздействием радиального усилия резания на определенном этапе цикла