ОС
Изобретение относится к обработке металлов давлением, в частности к штампам для листовой штамповки.
Известен штамп-автомат для двухнереходной гибки штучных заготовок, содержащий нижнюю плиту с установленной на ней матрицей первого перехода и верхнюю плиту с установленными на ней пуансонами первого и второго перехода, а также закрепленный на верхней плите съемник и закрепленные на нижней плите магазин для заготовок и шиберный толкатель 1.
Однако известный штамп обеспечивает только изготовление замкнутых скоб прямоугольного сечения, а для получения изделий с отогнутой боковой полкой требуется изготовление дополнительной оснастки, что, кроме усложнения технологического процесса, снижает производительность.
Цель изобретения - повышение производительности за счет обеспечения одновременно с с1орой гибкой подгибки части полки в плоскости, перпендикулярной к линиям гиба.
Для достижения поставленной цели штамп-автомат для двухпереходной гибки штучных заготовок, содержащий плиту с установленной на ней матрицей первого перехода и подвижную траверсу с установленными на ней пуансонами первого и второго перехода, а также закрепленный на подвижной траверсе съемник и закрепленные па плите магазин для заготовок и шиберный толкатель, снабжен установленной под пуансоном второго перехода и закрепленной на плите с возможностью перемещения вдоль оси штампа оправкой, имеющей рабочий контур, соответствуюпигй изделию, и узлом подгибки части полки, выполненным в виде кронштейна, установленного на подвижной траверсе, закрепленного в кронштейне средней частью перпендикулярно к оси штампа пуансона, подпружиненного относительно кронштейна в направлении своей оси, и силового цилиндра, закрепленного на плите с возможностью периодического взаимодействия с нерабочим торцом указанного пуансона, а пуансон второго перехода выполнен с рабочим пазом, имеющим заходные и сопряженные с ними цилиндрические участки, и с .выступом по оси симметрии, длина которого не менее ширины пуансона узла подгибки.
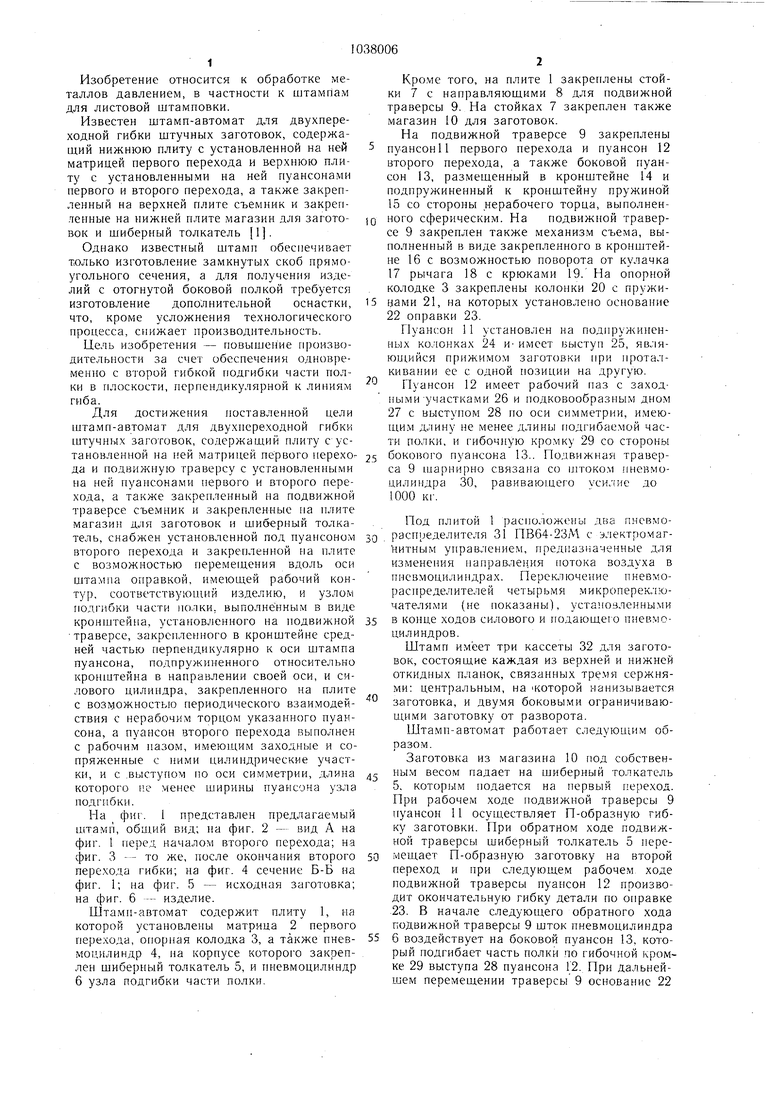
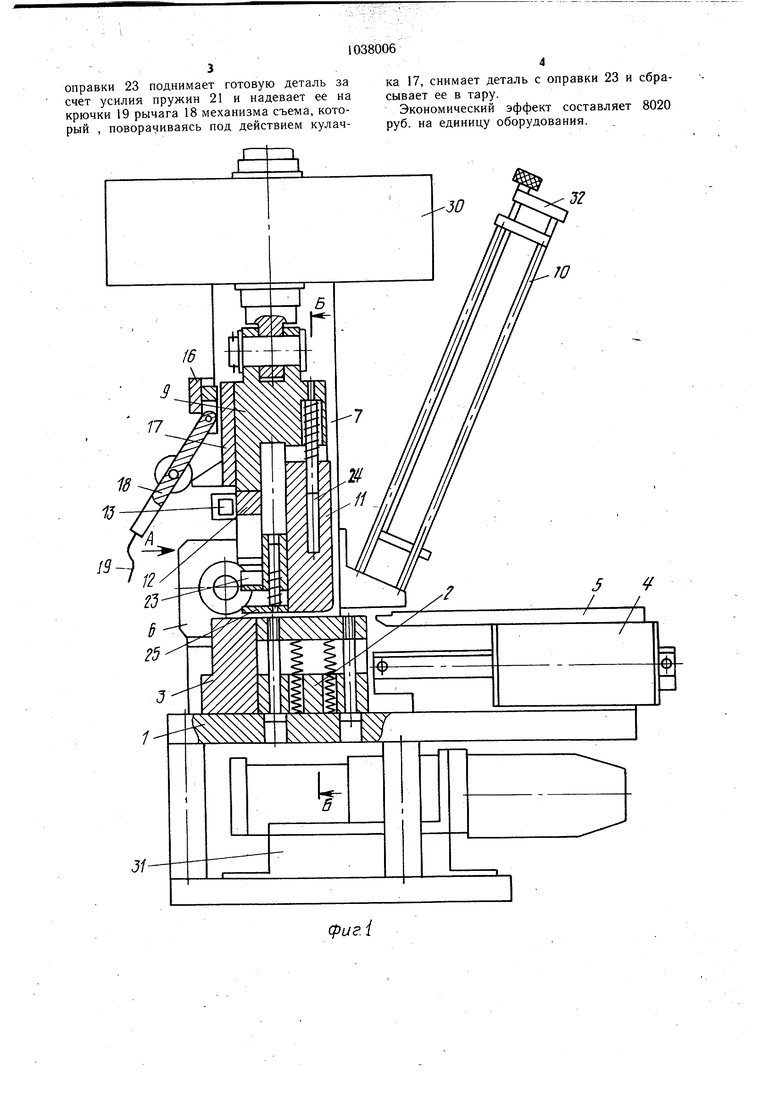
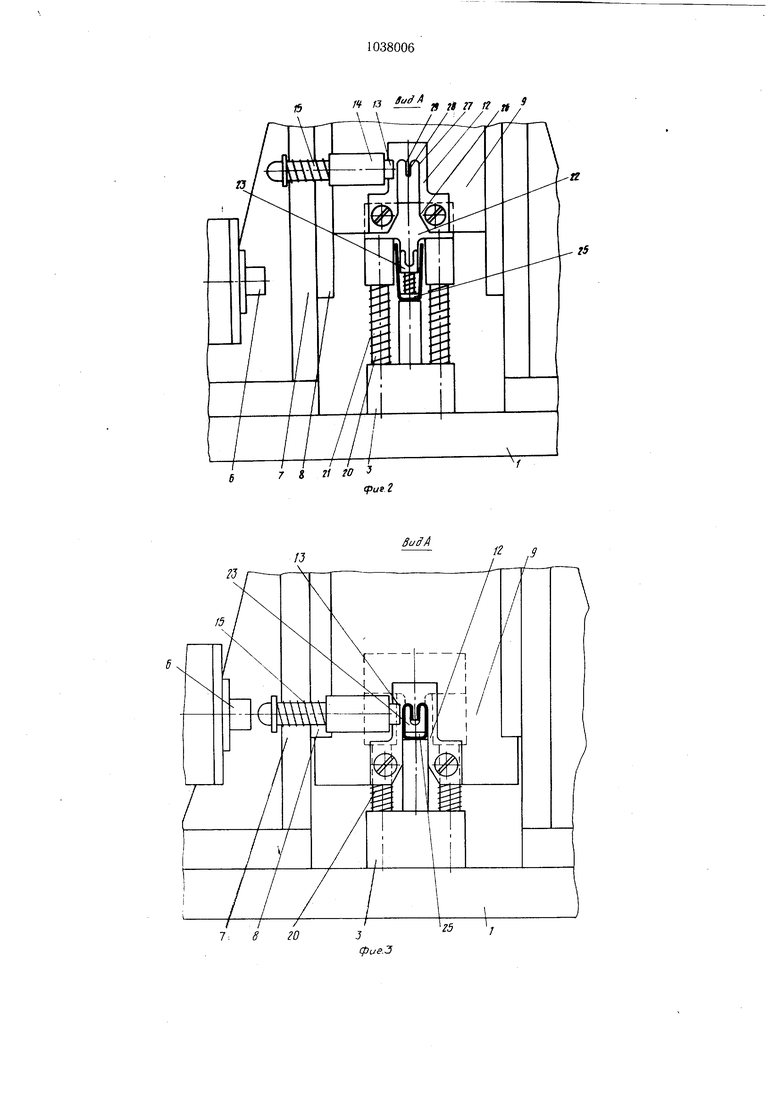
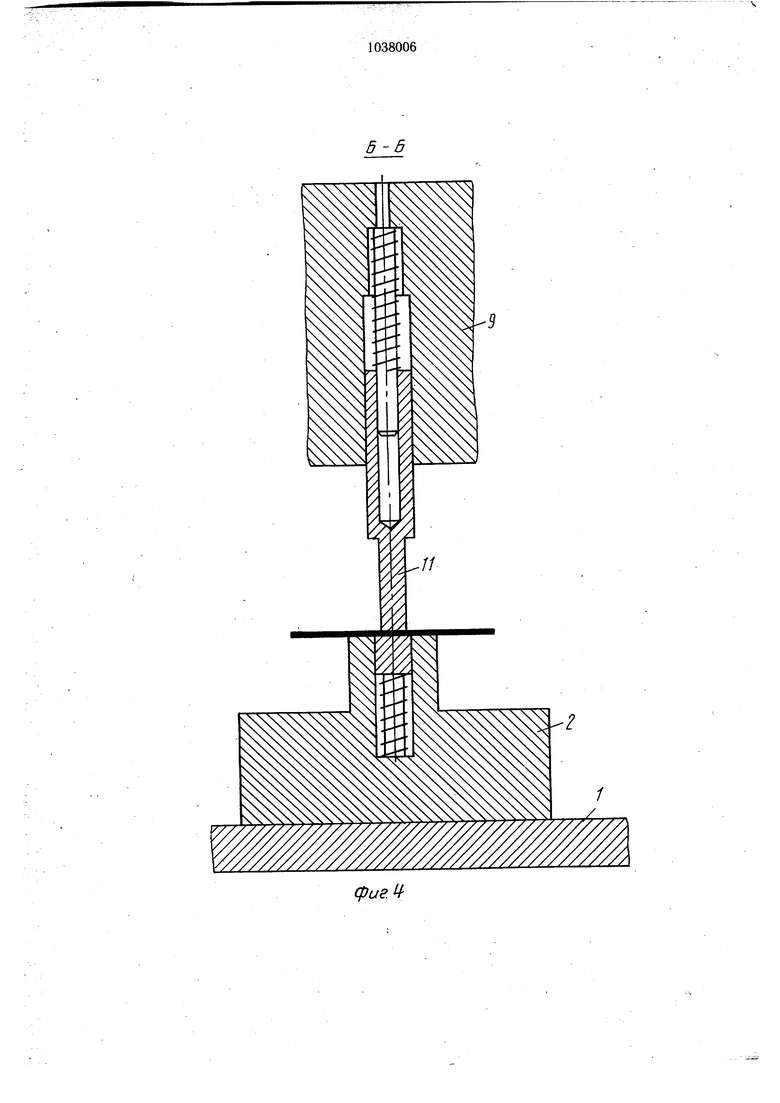
На фиг. 1 представлен предлагаемый 111тамп, общий вид; на фиг. 2 - вид А на фиг. 1 перед началом второго перехода; на фиг. 3 -- то же, после окончания второго перехода гибки; на фиг. 4 сечение Б-Б на фиг. Г, на фиг. 5 - исходная заготовка; на фиг. 6 - изделие.
Штамп-автомат содержит плиту 1, на которой установлены матрица 2 первого перехода, опорная колодка 3, а также пневмоцилиндр 4, на корпусе которого закреплен щиберный толкатель 5, и пневмоцилиндр 6 узла подгибки части полки.
Кроме того, на плите 1 закреплены стойки 7 с направляющими 8 для подвижной траверсы 9. На стойках 7 закреплен также магазин 10 для заготовок. На подвижной траверсе 9 закреплены
пуансон 11 первого перехода и пуансон 12 второго перехода, а также боковой пуансон 13, размещенный в кронштейне 14 и подпружиненный к кронштейну пружиной 15 со стороны нерабочего торца, выполненного сферическим. На подвижной траверсе 9 закреплен также механиз.м съема, выполненный в виде закрепленного в кронштейне 16 с возможностью поворота от кулачка 17 рычага 18 с крюками 19. На опорной колодке 3 закреплены колонки 20 с пружинами 21, на которых установлено основание 22 оправки 23.
Пуансон 11 установлен на подпружиненных колонках 24 И имеет выступ 25, являющийся прижимом заготовки при прота:гкивании ее с одной позиции на другую.
Пуансон 12 имеет рабочий паз с заходными участками 26 и подковообразным дном 27 с выступом 28 по оси симметрии, имеющи.м длину не менее длины подгибаемой части полки, и гибочную кромку 29 со стороны
бокового пуансона 13.. Подвижная траверса 9 П1арнирно связана со пггоко.м иневмоцилиндра 30, равивающего усилие до 1000 кг.
Под плитой 1 расположены два пневмораспределителя 31 ПВ64-23М с электромагнитным управлением, предназначенные для изгленепия направления потока воздуха в пневмоцилиндрах. Переключение пневмораспределителей четырьмя микропереключателями (не показаны), установленными
в конце ходов силового и подающего пневмоцилиндров.
Штамп имеет три кассеты 32 для заготовок, состоящие каждая из верхней и нижней откидных планок, связанных тре.мя сержнями: центральным, на которой нанизывается
заготовка, и дву.мя боковыми ограничивающими заготовку от разворота.
Штамп-автомат работает следующим образом.
Заготовка из магазина 10 под собственным весом падает на щиберный толкатель 5. которым юдается на первый г ереход. При рабочем хОлче подвижной траверсы 9 пуансон 11 осуществляет П-образную гибку заготовки. При обратно.м ходе подвижной траверсы шиберный толкатель 5 иеремещает П-образную заготовку на второй переход и при следующем рабочем ходе подвижной траверсы пуансон 12 производит окончательную гибку детали по оправке 23. В начале следующего обратного хода подвижной траверсы 9 шток пневмоцилиндра
6 воздействует на боковой пуансон 13, который подгибает часть полки по гибочной кромке 29 выступа 28 пуансона 12. При дальнейшем перемещении траверсы 9 основание 22
оправки 23 поднимает готовую деталь за счет усилия пружин 21 и надевает ее на крючки 19 рычага 18 механизма съема, который , повора иваясь под действием кулач(pue.i
ка 17, снимает деталь с оправки 23 и сбрасывает ее в тару.
Экономический эффект составляет 8020 руб. на единицу оборудования.
П 13 f у j, jj jj 3
- 
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подачи штучных заготовок в зону обработки и удаления деталей и отходов | 1985 |
|
SU1268258A1 |
| Устройство для подачи штучных заготовок в рабочую зону штампа | 1980 |
|
SU912353A1 |
| Автоматизированный комплекс для штамповки деталей | 1987 |
|
SU1581436A1 |
| Устройство для перемещения штучных заготовок к штампу | 1988 |
|
SU1505642A1 |
| Устройство для сталелирования штучных заготовок,отделения от стопы и перемещения | 1982 |
|
SU1110520A1 |
| Устройство для изготовления петель | 1986 |
|
SU1444041A1 |
| Штамп для чистовой пробивки отверстий в штучных заготовках | 1978 |
|
SU778872A1 |
| Способ подачи в гибочный штамп штучных заготовок и устройство для его осуществления | 1985 |
|
SU1282940A1 |
| Штамп для обработки штучных плоских заготовок | 1982 |
|
SU1094651A1 |
| Штамп для гибки скоб из штучных заготовок | 1990 |
|
SU1807904A3 |

ШТАМП-АВТОМАТ ДЛЯ ДВУХПЕРЕХОДНОЙ ГИБКИ ШТУЧНЫХ ЗАГОТОВОК, содержащий плиту с установленной на ней матрицей первого перехода и подвижную траверсу с установленными на ней пуансонами первого и второго перехода, а также закрепленный на подвижной траверсе механизм съема и закрепленные на плите магазин для заготовок и шиберный толкатель, отличающийся тем, что, с целью повышения производительности за счет обеспечения одновременно с второй гибкой подгибки части полки в плоскости перпендикулярной к линиям гиба, он снабжен установленной под пуансоном второго перехода и закрепленной на плите с возможностью перемешения вдоль оси штампа оправкой, имеющей рабочий контур, соответствующий изделию, и узлом подгибки части полки, выполненным в виде кронштейна, установленного на подвижной траверсе, закрепленного в кронштейне средней частью перпендикулярно к оси штампа пуансона, подпружиненного относительно кронштейна в направлении своей оси, и силового цилиндра, закрепленного на плите с возможностью периодического взаимодействия с нерабочим торцом указанного пуансона, а пуансон второго перехода выполнен с рабочим пазом, а S имеющим заходные и сопряженные с ними цилиндрические участки, и с выступом по (Л симметрии, длина которого не менее ширины пуансона узла подгибки. с
/J
SuffA
cpue.3
(риг Ц
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Малов А | |||
| Н | |||
| и Прейс В | |||
| Г | |||
| Механизация и автоматизация штамповочных работ | |||
| М., Машгиз, 1965, с | |||
| Способ подпочвенного орошения с применением труб | 1921 |
|
SU139A1 |
| Прялка для изготовления крученой нити | 1920 |
|
SU112A1 |
