Изобретение относится к прессовому оборудованию для изготовления металлических решеток и может быть использовано при изготовлении решеток бытовых приборов.
Цель изобретения - расширение технологических возможностей устройства.
На фиг. 1 схематически изображен станок, общий вид$ на фиг. 2 - то же, вид сбоку; на фиг. 3 - головка станка; на фиг. 4 - разрез А-А на фиг.3( на фиг. 5 - отрезной нож.
Станок для гибки и обрезки решеток содержит станину 1 с установленными на ней направляющими 2 типа ласточкин хвост.
которых размещены не- . сколько головок 3, например две, и прижим 4 заготовки.
Направляющие 2 служат для установки головок на определенный размер заготовок . Фиксация головок 3 относительно станины осуществляется с прмо- щью болтов 5. Внутри станины 1 установлено электропневмооборудование.
Головка состоит из С-образного корпуса 6, в котором жестко установлена ось 7. На оси 7 на подшипниках 8 установлен стол 9, на котором, с помощью винтов 10 закреплен нож 11 и ось 12, снабженная игольчатыми подшипниками 13, расположенными в горизонтальных пазах ползунов 14, установленных на стойках 15, которые в верхней и нижней частях закреплены к корпусу.
Подвижные ножи 11 выполнены с углом наклона, который позволяет им поочередно рубить прутки решетки.
Ползуны 14 снабжены пуансонами 16. Корпуса подшипников 8 стола 9 с ножом 11 выполнены в виде рычагов, концы которых при повороте стола в верхнее положение упираются в упоры 17. На оси 7 на втулках 18 скольжения установлены рычаги 19, к которым закреплена прижимная балка 20, и которые образуют жесткую раму. Последняя может перемещаться относительно стола 9 на некоторый угол.
Рычаги 19 через тяги 21 и пружины 22 связаны подвижно с корпусом 6. Стол 6 шарнирно связан со штоком пнев моцилиндра 23.
В верхней части корпуса 6 установ- gj ки. В верхнем положении стол 9 нажи- лена матрица 24, на которой закреплен мает микропереключатель 38, который неподвижный нож 25 с пазом для центровки заготовки на позиции обрубки.
дает команду на возврат стола в исходное положение, т.е. обратный ход
307312
На матрице 24 встроен пчевмоци- линдр 26, шток которого связан подвижно с рычагами 27, служащими.для предварительной ориентации решетки.
Гайками 28 и 29 соответственно проводится регулировка хода и усилия фиксации заготовки пружиной 22.
Болтами 30 осуществляется регулировка матрицы 24 на необходимый размер заготовки в продольном направлении.
На станине 1 между головками 3 установлен прижим 4. На штоке пневмо- цилиндра 31 прижима одностроннего действия закреплены стойки 32 с установленными на них направляющими 33, по которым подается заготовка. Прижим решетки к матрицам 24 осуществляется пружиной 34, усилие прижатия регулируется гайками 35.
10
15
20
25
Станок также снабжен элементами 36-39 пневмоавтоматики. - Станок работает следующим образом.
После подачи заготовки на позицию обрубки и гибки станка шток цилиндра 26 воздействует на {Рычаги 27, которые ориентируют решетку и одновременно освобождают микропереключатель 37, который дает команду на прижим решетки к матрицам 24. Прижимаясь к матрицам 24, решетка центрируется в пазах ножей 25, при этом освобождается микропереключатель 36, которьй дает команду на отвод рычагов 27 механизма ориентации, последние в конце хода нажимают на микропереключатель 37, дающий команду на работу пневмоцилиндра 23, которые посредством шарнирного соединения приводят в движение столы 9 с ножами 11, а пуансоны 16 ползунов 14 соответственно приводятся в движение осью 12 посредством
подшипников 13. Параллельно с движением пуансонов 16 и ножей 11 и, опережая их на некоторый угол, движутся прижимные балки 20, приводимые в движение пружинами 22 посредством тяг 21
и рычагов 19. Прижимные балки прижимают заготовки к неподвижным ножам 25 матрицы, подвижные ножи 11 обрубают выступающие концы решетки, после чего пуансоны 16 подгибают рамку реюетки. В верхнем положении стол 9 нажи- мает микропереключатель 38, который
дает команду на возврат стола в исходное положение, т.е. обратный ход
пневмоцилиндра 23. В нижнем положении рычаг, жестко связанный со столом, нажимает на микропереключатель 39, подающий сигнал на возврат исполнительного органа (не показан) в исходное положение. Цикл окончен. При новом цикле решетка с обрубленными ребрами и подогнутыми краями рамки убирается с позиции станка,.
2307314
а новая решетка подается на ее -место, после этого цикл повторяется.
По сравнению с известными предложенный станок позволяет осуществлять г как гибку решетки по контуру, так и обрубку выступающих за ее контур концов прутков на одной технологической позиции, чем расширяются его технологические возможности.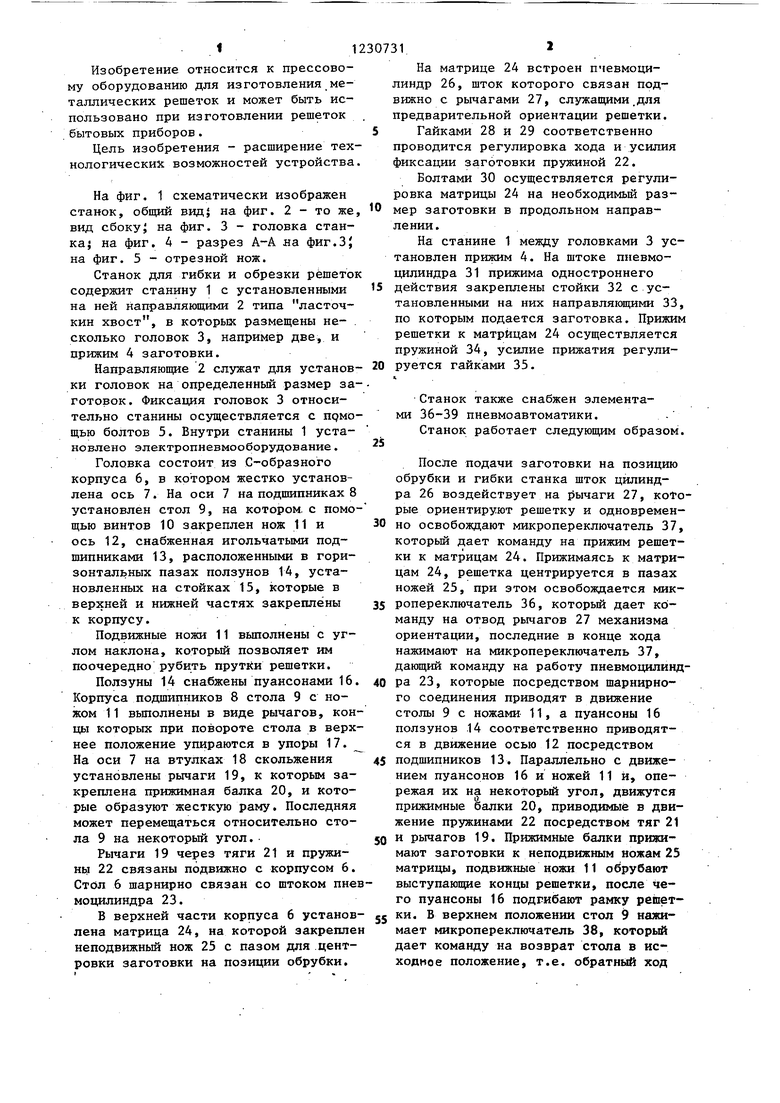

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ и устройство для гибки тонколистового металла | 2017 |
|
RU2638465C1 |
| Станок для соединения витков двухплоскостных спиралей скобами | 1988 |
|
SU1549644A1 |
| УНИВЕРСАЛЬНЫЙ НАПОЛЬНЫЙ БЫТОВОЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1992 |
|
RU2030989C1 |
| Станок для обработки выводов электрических сопротивлений | 1958 |
|
SU122189A1 |
| УСТРОЙСТВО ДЛЯ НАВИВКИ ПРУЖИН с ДВУМЯ ВЕТВЯМИ ПРОТИВОПОЛОЖНОГО НАПРАВЛЕНИЯ | 1971 |
|
SU424644A1 |
| СТАНОК ДЛЯ СБОРКИ ТРУБЧАТЫХ СЕКЦИТ! ТЕПЛООБМЕННИКОВ | 1972 |
|
SU327985A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ РЕШЕТОК | 1992 |
|
RU2062676C1 |
| КАМНЕОБРАБАТЫВАЮЩИЙ СТАНОК НА АЭРОСТАТИЧЕСКИХ ОПОРАХ | 2007 |
|
RU2347676C2 |
| ГИБОЧНЫЙ СТАНОК | 1972 |
|
SU331837A1 |
| Станок для гибки с растяжением профилей | 1990 |
|
SU1779433A1 |


57 /7 №
30
(ра.г
фи&З
Л-A/raffpHymo
IS
Редактор Н.Швыдкая
Заказ 2479/13Тираж 655Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
фиг. 5
Составитель Ю.Сухов Техред М.ХоданиЧ
Корректор И.Муска
| Способ получения изделий с полостями из порошка железа | 1986 |
|
SU1502191A1 |
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
