Изобретение относится к обработке металлов давлением, в частности к средствам автоматизации при штамповке
Цель изобретения повьппение производительности устройства.
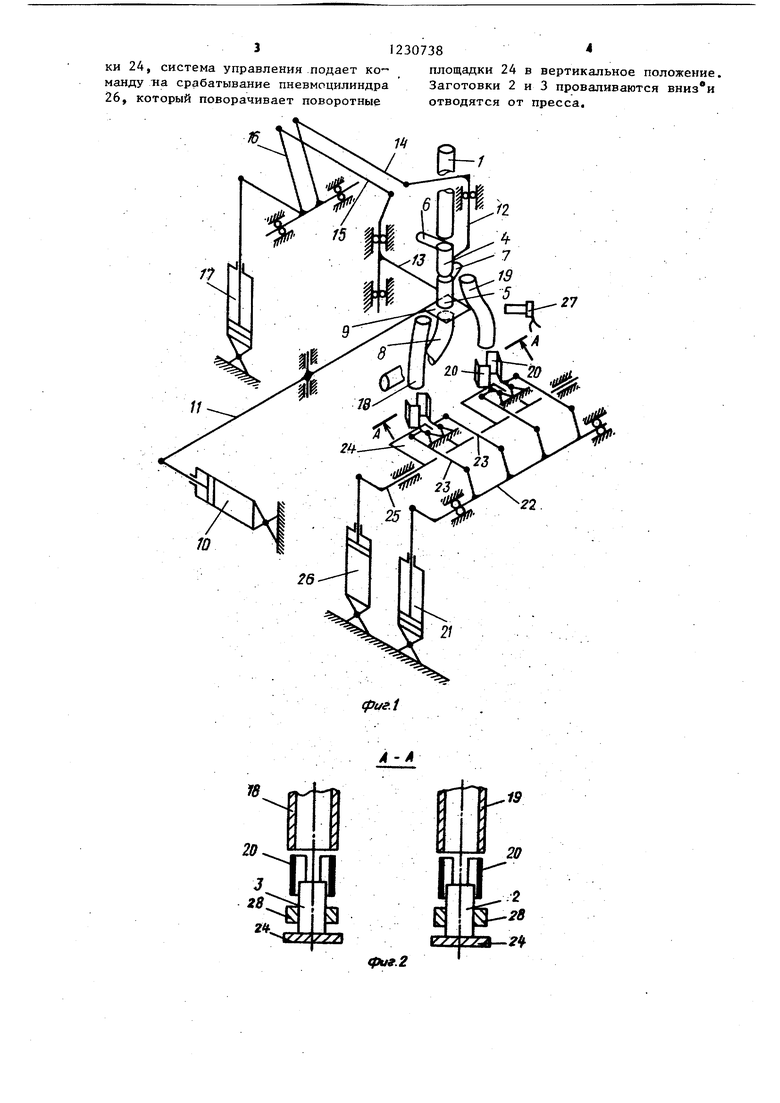
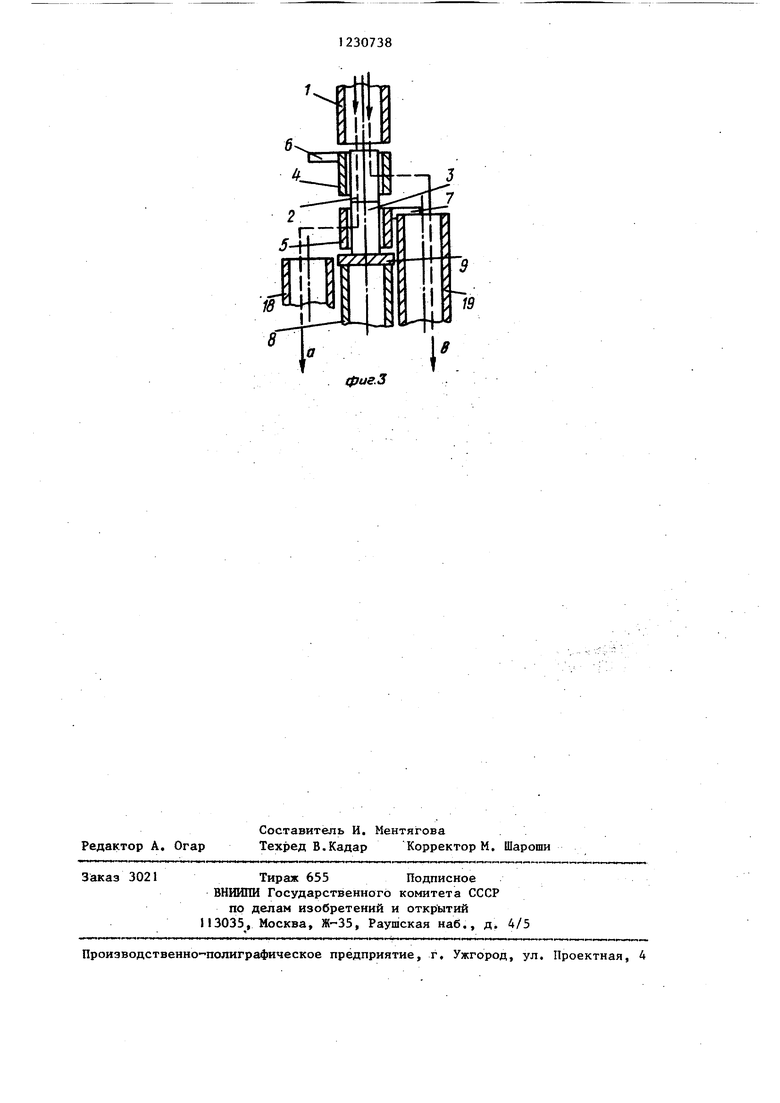
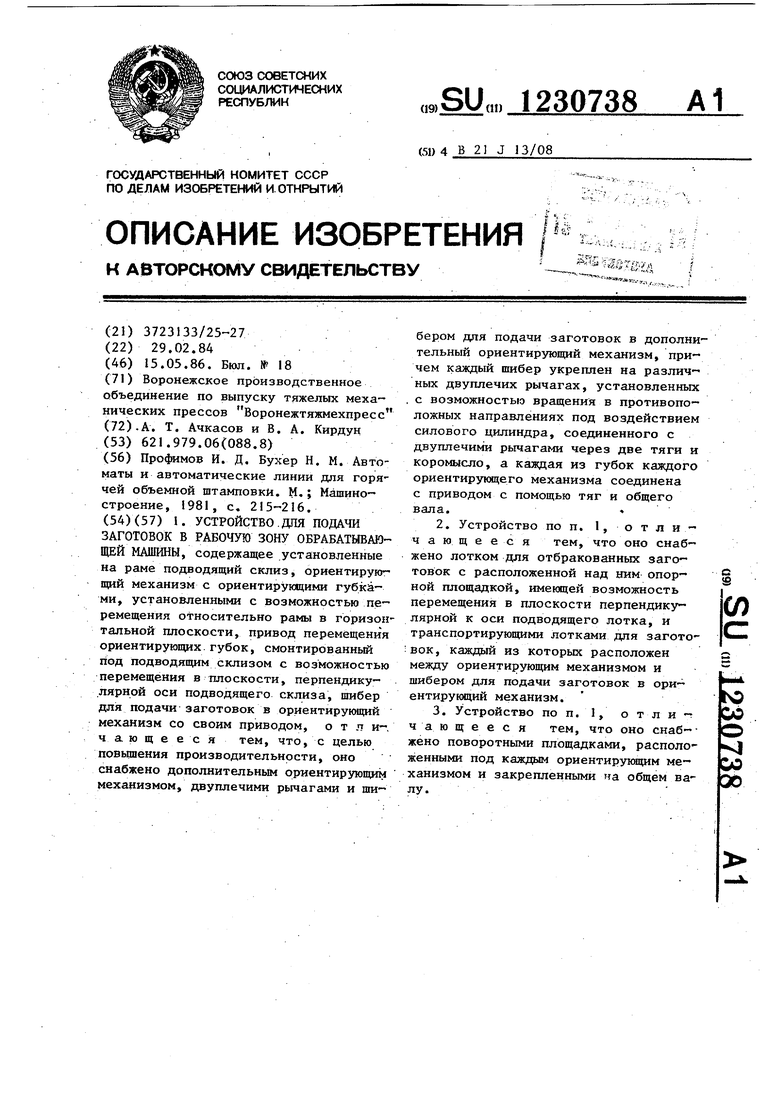
На фиг. 1 изображена кинематическая схема устройства для подачи заготовок в рабочую зону обрабатьшающей машины; на фиг. 2 - сечение на фиг. 1; на фиг. 3 - подводящий склиз и транспортирующие лотки, разрез по осям.
Устройство/содержит подводящий склиз 1, по которому от нагревательного устройства (не показано) .поступают одновременно две заготовки 2 и 3, верхний 4 и нижний 5 шиберы, рас- положенные на одной оси с подводящим склизом 1 и имеющие отсекатели 6 и 7 лоток 8 для отбракованных заготовок, приемный конец которого расположен н той же оси и в рабочем положении перкрыт опорной площадкой 9, соединенно с силовым цилиндром О при помощи . рычага 11, механизм привода. верхнего 4 и нижнего 5 шиберов, состоящий из двуплечих рычагов 12 и 13, соединенных посредством тяг 14 и 15 и корота ела 16 с силовым цилиндром 17, транс портирующие лотки 18 и 19, выполненные в виде изогнутых труб и расположенные по обе стороны от оси подводящего склиза 1 так, что при повороте
двуплечих рычагов 12 и 13 ось верхне- 35 направлению к рабочим позициям обраго шибера 4 совпадает с верхним концом транспортирующего лотка 19, а ось HicKHero шибера 5 - с верхним концом транспортирующего лотка 18, ориентирующие губки 20, соединенные с силовым цилиндром 21 посредством общего вала 22 и тяг 23, поворотные площадки 24, укрепленные на общем валу 25 и. удерживаемые в горизонтальном положении пневмоцштандром 26 и фотоголовку 27, регистрирзпощую наличие заготовки 3 на опорной площадке 9.
Захваты 28 транспортиру|(ицего устройства (не показано) имеют возможность захватывания- заготовок 2 и 3 за нижнюю часть между ориентиру мцими губками 20 и поворотными площадками 24.
Устройство работает следующим образом.
По подводящему склизу 1 две заготовки 2 и 3, нагретые до ковочной тем пературы, одновременно Поступают в верхний 4 и нижний 5 шиберы и упирают
5
23
0
5
ся в опорную площадку 9. Фотоголовка 27, засвечиваясь, дает.сигнал в систему управления (не показана), и силовой цилиндр 17 через коромысло 16 и тяги 14 и 15 поворачивает двуплечие рычаги 12 и 13. Заготовка 3 начинает скользить по опорной площадке 9,-а заготовка 2 скользит по торцу заготовки 3, а затем по отсеткателю 7, Отсе- катель 6 в зто время перекрывает подводящий склиз во избежание случайного попадания в устройство третьей з аго- товки. Далее верхний шибер 4 вместе с с заготовкой 2 занимает положение над верхним концом транспортирующего лотка 19, а нижний шибер 5 вместе с заготовкой 3 занимает положение над верхним концом транспортирукядего лотка 18. Заготовки 2 и 3 проваливаются вниз и, пройдя по транспортирующим лоткам 1В и 19, попадают на поворотные площадки 24 и удерживаются в ориентирующем механизме с помощью ориентирующих губок 20. Захваты 28 транспортирукицего устройства захватывают заготовки 2 и 3, и в этот момент подается команда на открытие ориенти- руюпщх губок 20. Силовой цилиндр 21, поворачивая вал 22, посредством тяг
открывает ориентирующие губки 20. Одновременно с движением раскрытия губок 20 начинается движение захва- тов 28 транспортирующего устройства с захваченными заготовками 2 и 3 по
батывакядей машины.
После освобождения ориентирукицих механизмов подается команда на обрат40 ное срабатывание цилиндров 21 и 17. . Устройство приводится к исходное положение. При попадании в подводящий склиз заготовок, не достигших нужной температуры, или кратковременной ос45 тановке обрабатывающей машины система управления подает команду на сра- батьшание силового ципиндра 10, который с помощью рычага 11 поворачивает опорную площадку 9. В этом слу50 чае заг отрвки , поступающие в подводящий склиз 1, проходят верхний 4 и нижний 5 шиберы и попадают в лоток 8 для отбракованных заготовок.
При аварийной остановке обрабатывающей малшны в момент, когда заготовки 2 и 3 уже попали на поворотные площад31230738
ки 24, система управления подает ко площадки 24 в вертикальное положение, манду на срабатывание пневмоцилиндра Заготовки 2 и 3 проваливаются 26, который поворачивает поворотные отводятся от пресса.
7
70
f2
27
фие.З
Редактор А, Огар
Составитель И, Ментягова
Техред В.Кадар Корректор М, Шароши
Заказ 3021Тираж 655 Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий П3035, Москва, Ж -35, Раушская наб., д. 4/5
Проиэводственно- полиграфическое предприятие, г, Ужгород, ул. Проектная, 4
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматический комплекс для горячей объемной штамповки | 1987 |
|
SU1493373A1 |
| Автоматическая линия штамповки поворотных кулаков | 1987 |
|
SU1466868A1 |
| Загрузочное устройство | 1984 |
|
SU1202794A1 |
| Механизм подачи заготовок к прессу | 1986 |
|
SU1424935A1 |
| Устройство для поштучной подачи листовых заготовок в рабочую зону пресса | 1990 |
|
SU1727946A1 |
| Устройство для гибки обечаек из листовых заготовок | 1982 |
|
SU1061883A2 |
| Загрузочное устройство | 1985 |
|
SU1301638A1 |
| Устройство для поштучной выдачи заготовок | 1973 |
|
SU500857A1 |
| Станок для обработки заготовок ручек ножей | 1985 |
|
SU1308476A1 |
| Устройство для гибки обечаек из листовых заготовок | 1982 |
|
SU1015967A1 |
| Трофимов И | |||
| Д | |||
| Бухер Н | |||
| М | |||
| Автоматы и автоматические линии для горячей объемной штамповки | |||
| М.; Машиностроение, 1981, с | |||
| Кузнечный горн | 1921 |
|
SU215A1 |
