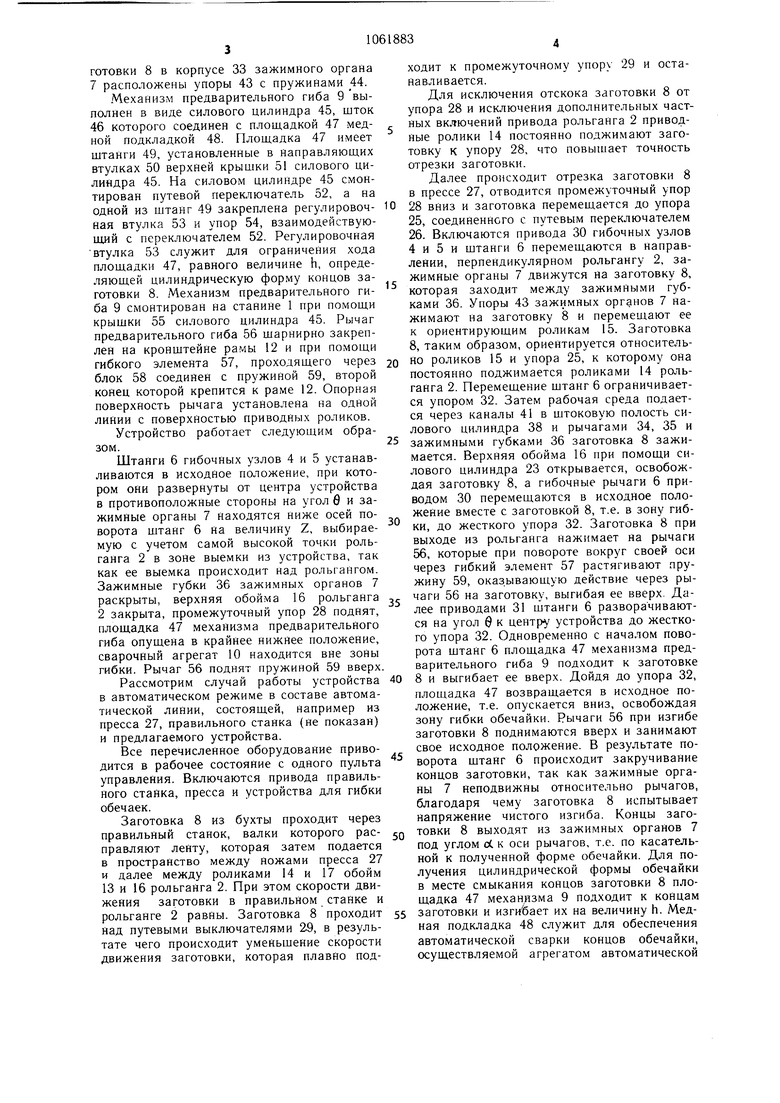
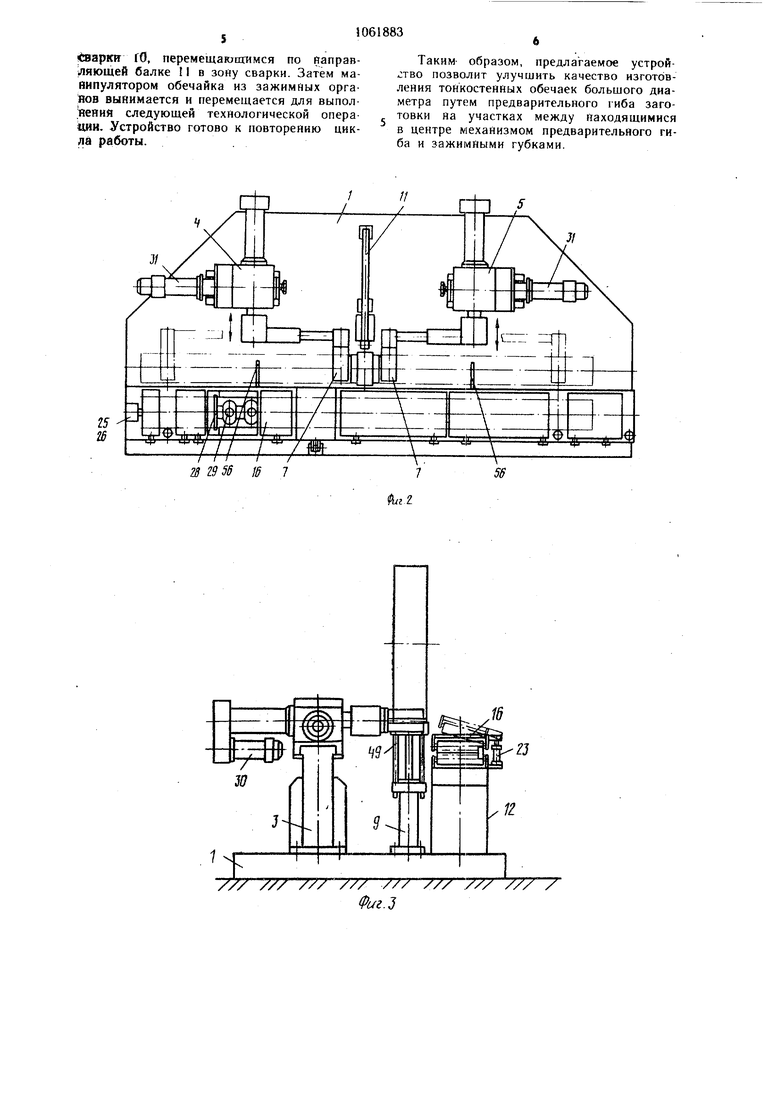
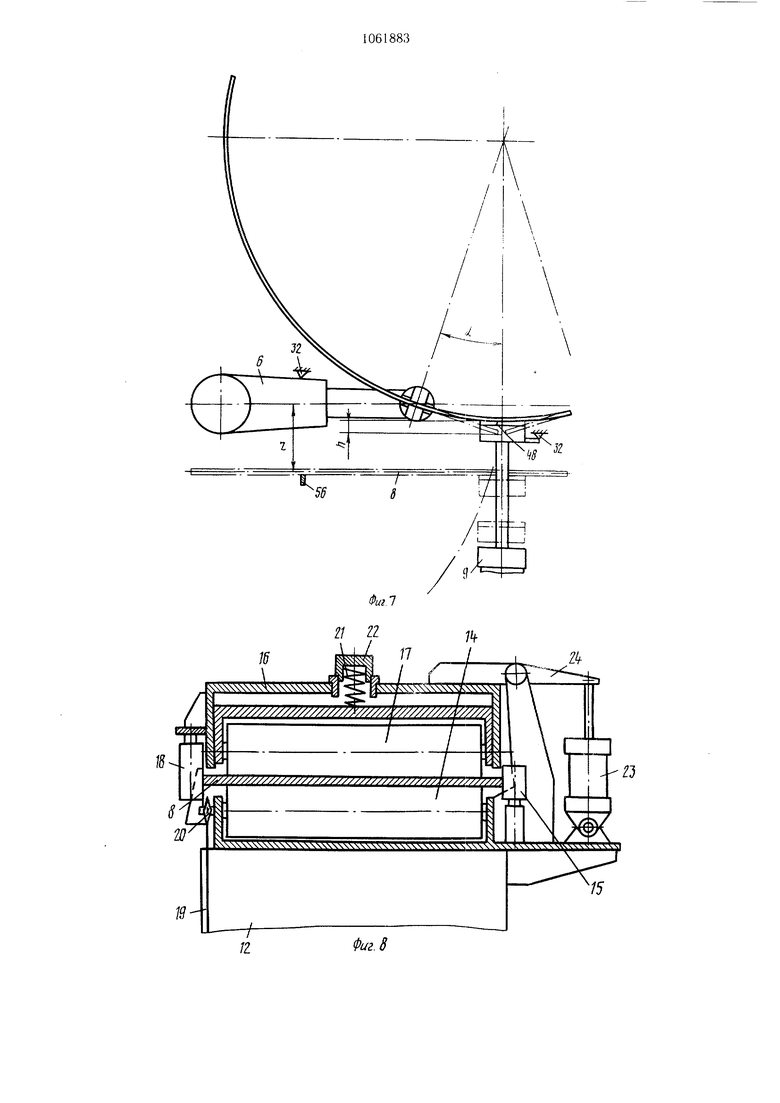
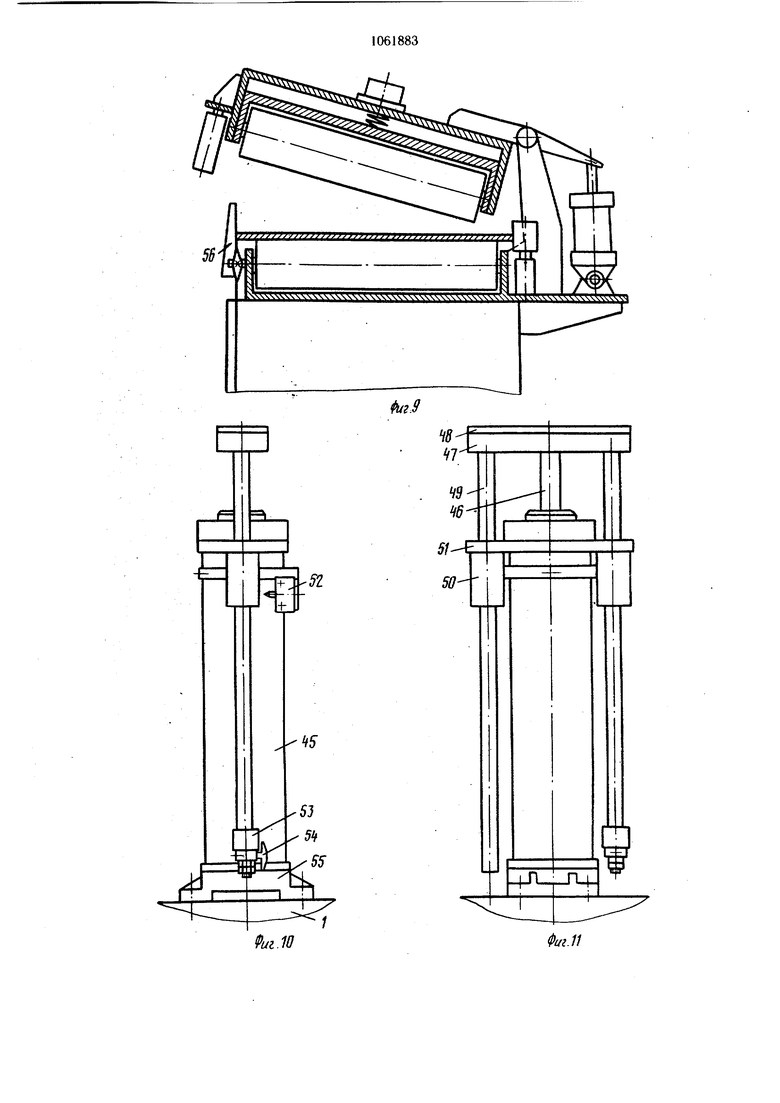
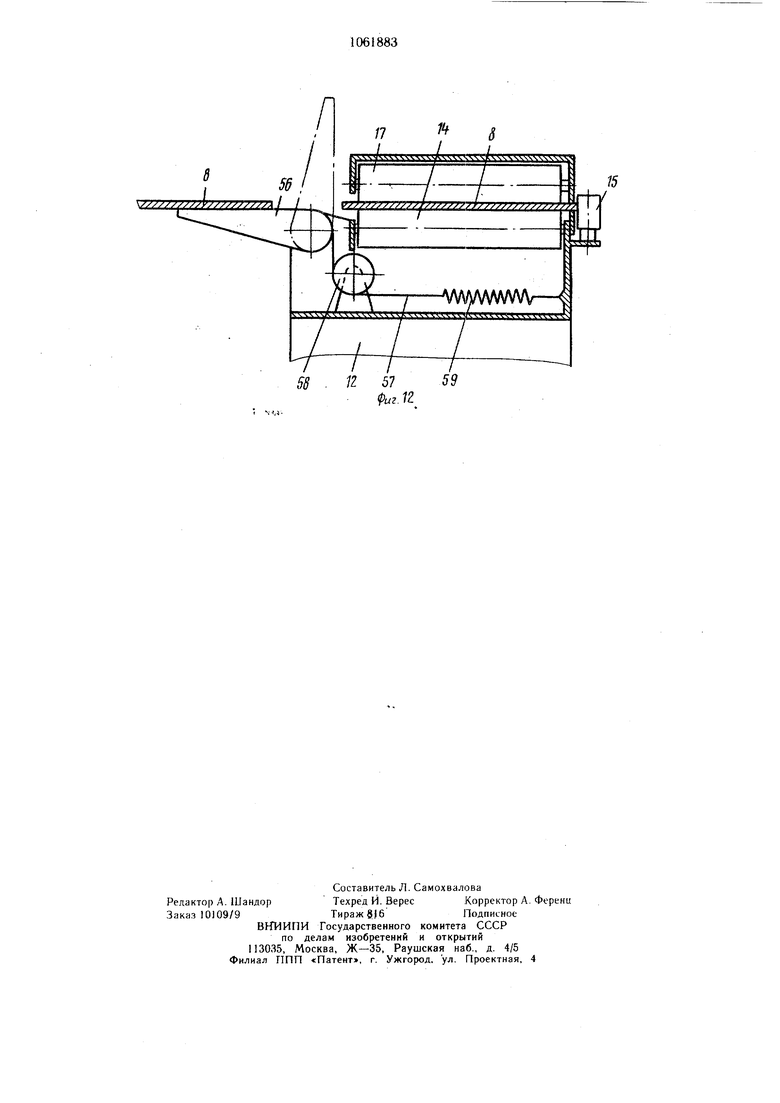
Изобретение относится к обработке металлов давлейием, в частности к устройствам для гибки обечаек из листовых заготовок. По основному авт. св. № 1015967 извест но устройство для гибки обечаек из листо, вых заготовок, содержащее станину, установленные в корпусах два поворотных гибочных узла с зажимными органами и ограничительные упоры, снабженное смонтированным на станине рольгангом, размешенным ниже уровня осей поворота гибочных узлов и выполненным в виде поворотных верхних и неподвижных нижних обойм с приводными и ориентирующими роликами, и механизмом перемещения гибочных узлов в направлении, перпендикулярном рольгангу, а каждый гибочный узел снабжен поворотной штангой, закрепленной одним концом в корпусе гибочного узла и размещенный параллельйо рольгангу, зажимНой орган смонтирован на свободном конце штанги перпендикулярно ее оси, при этом угол поворота штанги меньше 180°, плоскость зажима зажимных органов расположена под углом к оси штанги и суммарный угол поворота штанги и наклона плоскости зажима зажимных органов к оси штанги составляет 180° 1. В устройстве с целью перехода на другой типоразмер заготовок, штанги выполнены телескопическими и установлены с возможностью настроечного перемещения параллельно рольгангу. Устройство, с целью обеспечения возможности встраивания в автоматическую линию, снабжено установочными на рольганге промежуточным упором и путевыми переключателями, размещенными перед ним. Зажимной оргай выполнен в виде губок и силового цилиндра, связан ного с ними посредством щарнирно-рычажной системы. Целью устройства является повышение качества изготавливаемых тонкостенных: обечаек большого диаметра. Поставленная цель достигается тем, что устройство для гибки обечаек из листовых заготовок снабжено поворотными в вертикальной плоскости, шарнирно закрепленными на раме рольганга, взаимодействующими с заготовкой р ычагами и гибкими подпружиненными элементами, посредством кото.рых рычаги связаны с рамой, при этом поверхность рычагов, взаимодействующая с заготовкой, расположена в одной плоскости с рабочей поверхностью приводяых роликов рольганга. На фиг. 1 изображено предлагаемое устройство в момент окончания гибки, вид спереди; на фиг. 2 - то же, вид сверху; на фиг. 3 - то же, вид сбоку; на фиг. 4 - зажимной орган; на фиг. 5 - схема расположения Г-образных штайг в момент захвата заготовки; на фиг. 6 - то же, вид свер ;су; на фиг. 7 - схема гибки в момент ее окончания; на фиг. 8 - рдльгаш с механизмом подачи заготовки; на фиг. 9 - то же, в момент захвата заготовки; на фиг. 10 - механизм предварительного гиба заготовки; на фиг. 11 - то же, вид сбоку; на фиг. 12 - рычаг предварительного гиба заготовки. Устройство состоит из станины 1, на которой закреплены рольганг 2, направляющие 3, на которых с возможностью дочного перемещения параллельно роль Гангу установлены левый 4 и правый 5 гибочные узлы с неполноповоротными телескопическими Г-образными штангами 6, на свободных концах которых закреплены зажимные органы 7. В зоне гибки по центру заготовки 8 установлены механизм предварительного гиба 9 и агрегат автоматической сварки 10 на направляюш.ей балке 11. Рольганг 2 состоит из рамы 12, нижней обоймы 13 с приводными 14 и ориентирующими 15 роликами и верхней обоймы 16 с прижимными 17 и ориентирующими 18. роликами. Приводные ролики 14 соединены с приводом (на чертеже не показан) рольганга 2 посредством цепи 19 и звездочки 20. Прижимные ролики 17 установлены в верхней обойме 16 с возможностью вертикального перемещения под действием пружины 21, усилие которой регулируется гайкой 22. Верхняя обойма 16 установлена с возможностью поворота и соединена с приводом 23 рычагом 24. В конце рольганга 2 установлен упор 25, связанный с путевым переключателем 26. Рольганг 2 смонтирован соосно с прессом 27, осуществляющим резку заготовки 8 на мерные участки. На расстоянии, равном длине заготовки 8, от линии резки устанавливается промежуточный упор 28, подвижный в вертикальном направлении от привода (не показан), и путевые переключатели 29, размещенные перед промежуточным упором 28. Телескопические Г-образные штанги 6 установлены в гибочных узлах 4 и 5 с возможностью перемещения перпендикулярно рольгангу 2 от привода 30 и поворота на угол в от привода 31. Ограничителями перемещения служат жесткие упоры 32. Зажимной орган 7 содержит корпус 33, внутри которого на рычагах 34 и 35 закреплены зажимные губки 36, плоскость зажима которых в положении зажима заготовки параллельна рольгангу 2 и расположена под углом е к оси штанг 6, составляющим в сумме с углом в 180°. Рычаги 35 и 34 соединены с штоком 37 силового цилиндра 38 поводком 39 Для предохранения от самопроизвольного схождения передних кромок губок 36 установлены пружины 40. Рабочая еда в полость силового цилиндра 38 подводится по каНалам 41 и 42. Для ориентации заготовки 8 в корпусе 33 зажимного органа 7 расположены упоры 43 с пружинами 44. Механизм предварительного гиба 9 выполнен в виде силового цилиндра 45, шток 46 которого соединен с площадкой 47 медной подкладкой 48. Площадка 47 имеет щтанги 49, установленные в направляющих втулках 50 верхней крышки 51 силового цилиндра 45. На силовом цилиндре 45 смонтирован путевой переключатель 52, а на одной из штанг 49 закреплена регулировочная втулка 53 и упор 54, взаимодействующий с переключателем 52. Регулировочная втулка 53 служит для ограничения хода площадки 47, равного величине h, определяющей цилиндрическую форму концов заготовки 8. Механизм предварительного гиба 9 смонтирован на станине 1 при помощи крышки 55 силового цилиндра 45. Рычаг предварительного гиба 56 щарнирно закреплен на кронштейне рамы 12 и при помощи гибкого элемента 57, проходящего через блок 58 соединен с пружиной 59, второй конец которой крепится к раме 12. Опорная поверхность рычага установлена на одной линии с поверхностью приводных роликов. Устройство работает следующим образом. Штанги 6 гибочных узлов 4 и 5 устанавливаются в исходное положение, при котором они развернуты от центра устройства в противоположные стороны на угол б и зажимные органы 7 находятся ниже осей поворота штанг 6 на величину Z, выбираемую с учетом самой высокой точки рольганга 2 в зоне выемки из устройства, так как ее выемка происходит над рольгангом. Зажимные губки 36 зажи.мных органов 7 раскрыты, верхняя обойма 16 рольганга 2 закрыта, промежуточный упор 28 поднят, площадка 47 механизма предварительного гиба опущена в крайнее нижнее положение, сварочный агрегат 10 находится вне зоны гибки. Рычаг 56 поднят пружиной 59 вверх. Рассмотрим случай работы устройства в автоматическом режиме в составе автоматической линии, состоящей, например из пресса 27, правильного станка (не показан) и предлагаемого устройства. Все перечисленное оборудование приводится в рабочее состояние с одного пульта управления. Включаются привода правильного станка, пресса и устройства для гибки обечаек. Заготовка 8 из бухты проходит через правильный станок, валки которого расправляют ленту, которая затем подается в пространство между ножами пресса 27 и далее между роликами 14 и 17 обойм 13 и 16 рольганга 2. При этом скорости движения заготовки в правильном станке и рольганге 2 равны. Заготовка 8 проходит над путевыми выключателями 29, в результате чего происходит уменьшение скорости движения заготовки, которая плавно подходит к промежуточному упору 29 и останавливается. Для исключения отскока заготовки 8 от упора 28 и исключения дополнительных частных включений привода рольганга 2 приводные ролики 14 постоянно поджимают заготовку к упору 28, что повышает точность отрезки заготовки. Далее происходит отрезка заготовки 8 в прессе 27, отводится промежуточный упор 28 вниз и заготовка перемещается до упора 25, соединенного с путевым переключателем 26. Включаются привода 30 гибочных узлов 4 и 5 и штанги 6 перемещаются в направлении, перпендикулярном рольгангу 2, зажимные органы 7 движутся на заготовку 8, которая заходит между зажимными губками 36. Упоры 43 зажимных органов 7 нажимают на заготовку 8 и перемещают ее к ориентирующим роликам 15. Заготовка 8, таким образом, ориентируется относитель о роликов 15 и упора 25, к которому она постоянно поджимается роликами 14 рольганга 2. Перемещение штанг 6 ограничивается упором 32. Затем рабочая среда подается через каналы 41 в штоковую полость силового цилиндра 38 и рычагами 34, 35 и зажимными губками 36 заготовка 8 зажимается. Верхняя обойма 16 при помощи силового цилиндра 23 открывается, освобождая заготовку 8, а гибочные рычаги 6 приводом 30 перемещаются в исходное положение вместе с заготовкой 8, т.е. в зону гибки, до жесткого упора 32. Заготовка 8 при выходе из рольганга нажимает на рычаги 56, которые при повороте вокруг своей оси через гибкий элемент 57 растягивают пружину 59, оказ.ывающую действие через рычаги 56 на заготовку, выгибая ее вверх. Далее приводами 31 штанги 6 разворачиваются на угол 0 к центру устройства до жесткого упора 32. Одновременно с началом поворота штанг 6 площадка 47 .механизма предварительного гиба 9 подходит к заготовке 8 и выгибает ее вверх. Дойдя до упора 32, площадка 47 возвращается в исходное положение, т.е. опускается вниз, освобождая зону гибки обечайки. Рычаги 56 при изгибе заготовки 8 поднимаются вверх и занимают свое исходное положение. В результате поворота щтанг 6 происходит закручивание концов заготовки, так как зажнмные органы 7 неподвижны относительно рычагов, благодаря чему заготовка 8 испытывает Напряжение чистого изгиба. Концы заготовки 8 выходят из зажимных органов 7 под углом оС к оси рычагов, т.е. по касательной к полученной форме обечайки. Для получения цилиндрической формы обечайки в месте смыкания концов заготовки 8 площадка 47 механизма 9 подходит к концам заготовки и изгибает их на величину h. Медная подкладка 48 служит для обеспечения автоматической сварки концов обечайки, осуществляемой агрегатом автоматической
йварки ГО, перемещающимся по йаправляющей балке 11 в зону сварки. Затем манипулятором обечайка из зажимйых оргаИОВ вынимается и перемещается для выполйеиня следующей технологической опера ции. Устройство готово к повторению цикла работы.
Таким образом, предлагаемое устройство позволит улучшить качество изготовления тонкостенных обечаек большого диаметра путем предварительного гиба заготовки на участках между находящимися в центре механизмом предварительного гиба и зажимными губками.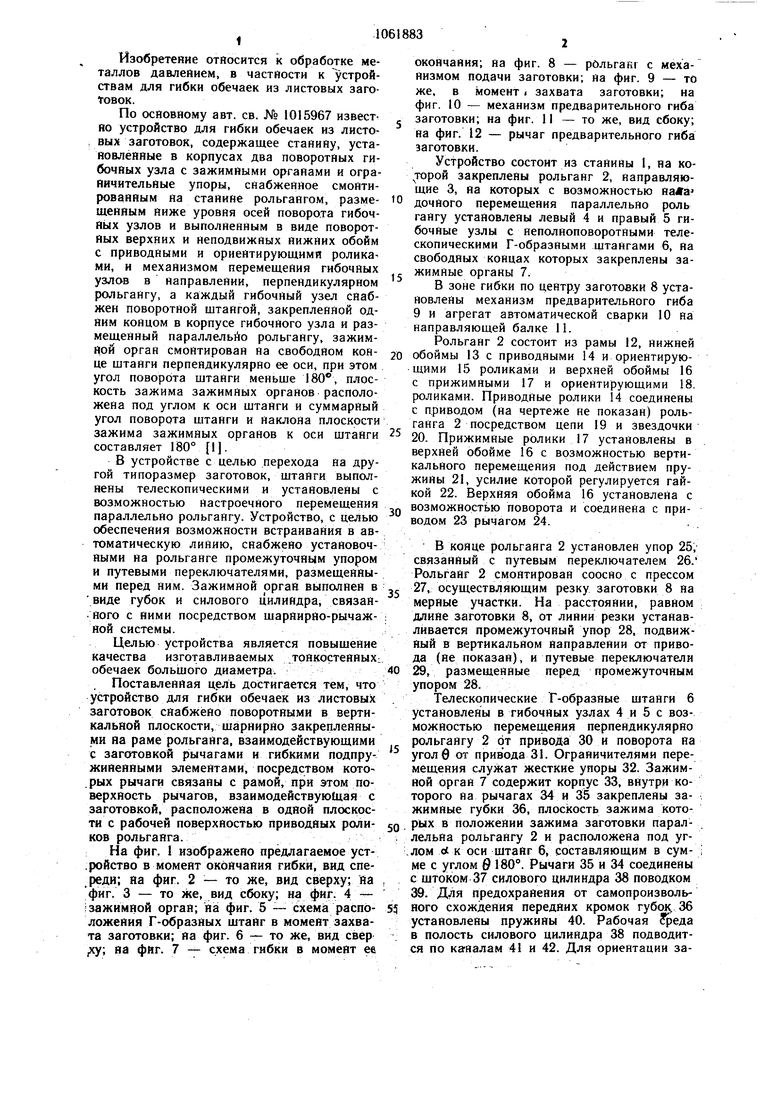
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для гибки обечаек из листовых заготовок | 1982 |
|
SU1074622A2 |
| Устройство для гибки обечаек из листовых заготовок | 1982 |
|
SU1015967A1 |
| Устройство для гибки обечаек из листовых заготовок | 1985 |
|
SU1269881A2 |
| Установка для изготовления пакетов экономайзеров | 1988 |
|
SU1590298A1 |
| ВАЛКОВАЯ ГИБОЧНАЯ МАШИНА | 1998 |
|
RU2152836C2 |
| Устройство для изготовления змеевиков | 1982 |
|
SU1160041A1 |
| ТРУБОГИБОЧНАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЗМЕЕВИКОВ | 1996 |
|
RU2101115C1 |
| Линия для изготовления змеевиков | 1984 |
|
SU1209337A1 |
| Устройство для подгибки кромок изделий из листового материала | 1977 |
|
SU725742A1 |
| Способ изготовления теплообменников и стан для его осуществления. Устройство для передачи длинномерных изделий на обработку. Трубогибочная машина | 1981 |
|
SU1011322A1 |
УСТРОЙСТВО ДЛЯ ГИБКИ ОБЕЧАЕК ИЗ ЛИСТОВЫХ ЗАГОТОВОК по авт. св. № 1015967, отличающееся тем, что. с целью повышейия качества изготавливаемых тонкостенных обечаек большого диаметра, ойо снабжено поворотными в вертикальной плоскости, шарнирно закрепленными на раме рольганга, взаимодействующими с заготовкой рычагами и гибкими подпружиненными элементами, посредством которых рычаги связаны с рамой, при этом поверхность рычагов, взаимодействующая с заготовкой, расположена в одной плоскости с рабочей поверхностью приводных роликов рольганга. с S (Л о: iMi СХ) 00 СА:;) 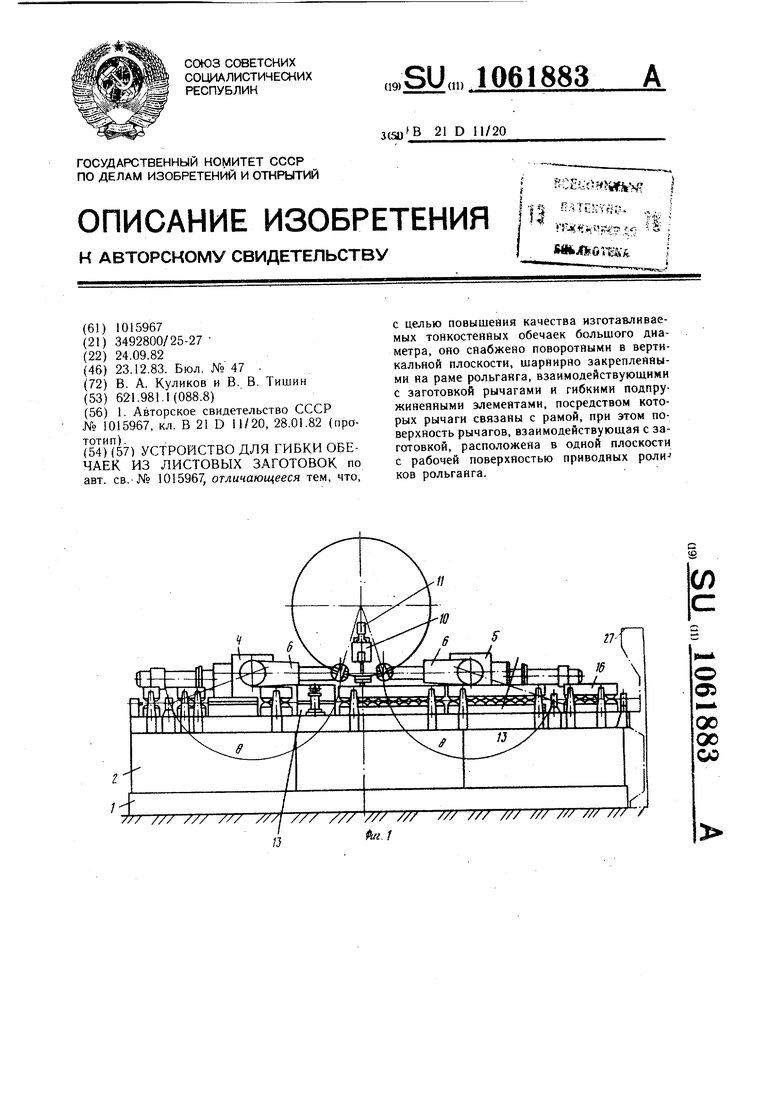
/ II I 2S 19 56 W
Л I 1 JJ 37 W 3S Л.../. rrrrrjj4v. ШНтг -U : I : ; : l////v///i --4. .Ю
ЧЭ 465150Фиг.11 .30 ; I
Y у Л|ТУЧ 7-
I 7
r
59
n 57
puz. 1г ЛАЛЛ/VWWVV-
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для гибки обечаек из листовых заготовок | 1982 |
|
SU1015967A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
