i юобретсние относится к режущим ин- сгрумеитам, используемым для обработки поверхностей изделий и материалов в металлообрабатывающей промыщленности.
Известен инструмент для обработки поверхностей, содержащий втулку с укрепленными на ней упругими резцовыми элементами и прокладки в виде гофрированных в диаметральной плоскости колец, расположенных между резцовыми элементами 1.
Известный инструмент не обеспечивает качественной обработки поверхности, так как торцы резцовых элементов не расположены равномерно по рабочей поверхности, поскольку резцовые элементы ничем не зафиксированы ни в диаметральной, ни в осевой плоскостях. В результате инструмент не сбалансирован, а режущие свойства на различных его участках различны.
Кроме того, известный инструмент быстро изнащивается в процессе эксплуатации, так как отдельные резцовые элементы имеют только одну точку крепления - точку крепления .нерабочего конца к втулке посредством сварки.
Цель изобретения - повышение качества обработки и увеличение долговечности инструмента.
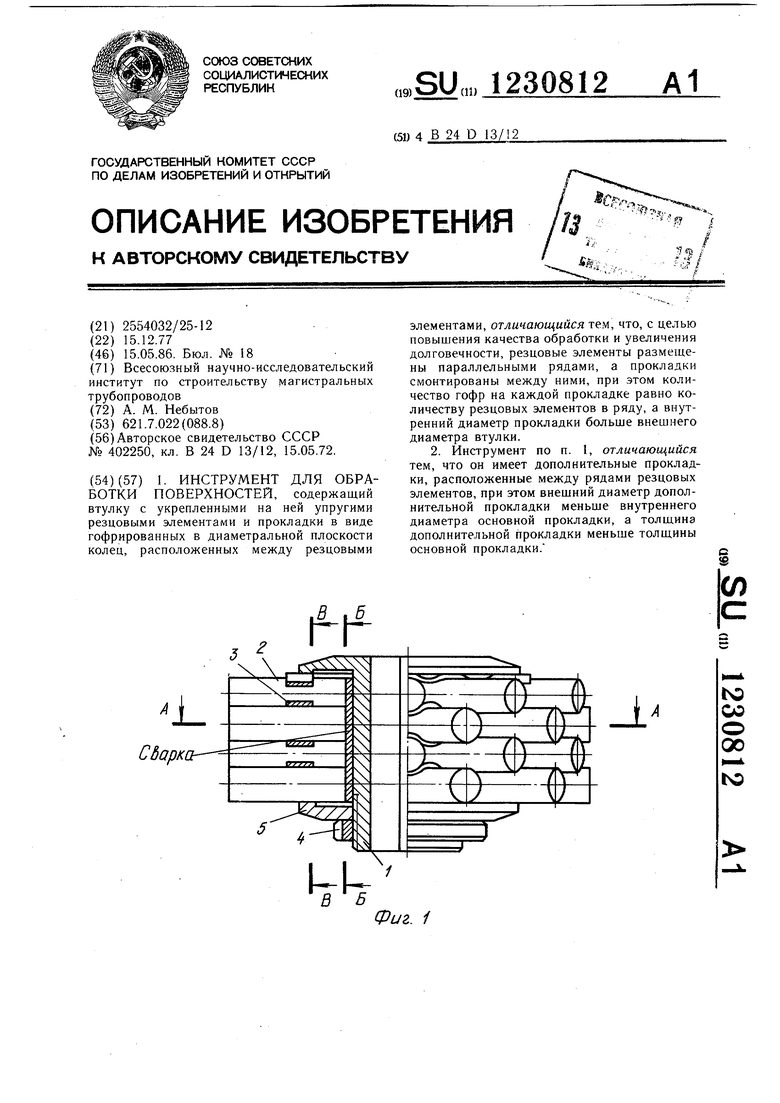
Указанная цель достигается тем, что резцовые элементы размещены параллельными рядами, а прокладки смонтированы между ними, при этом количество гофр на каждой прокладке равно количеству резцовых элементов в ряду, а внутренний диа- метр прокладки больше внешнего диаметра втулки.
Кроме того, инструмент имеет дополнительные прокладки, расположенные между рядами резцовых элементов, при этом внешний диаметр дополнительной прокладки меньше внутреннего диаметра основной прокладки, а толщина дополнительной прокладки меньше толщины основной прокладки.
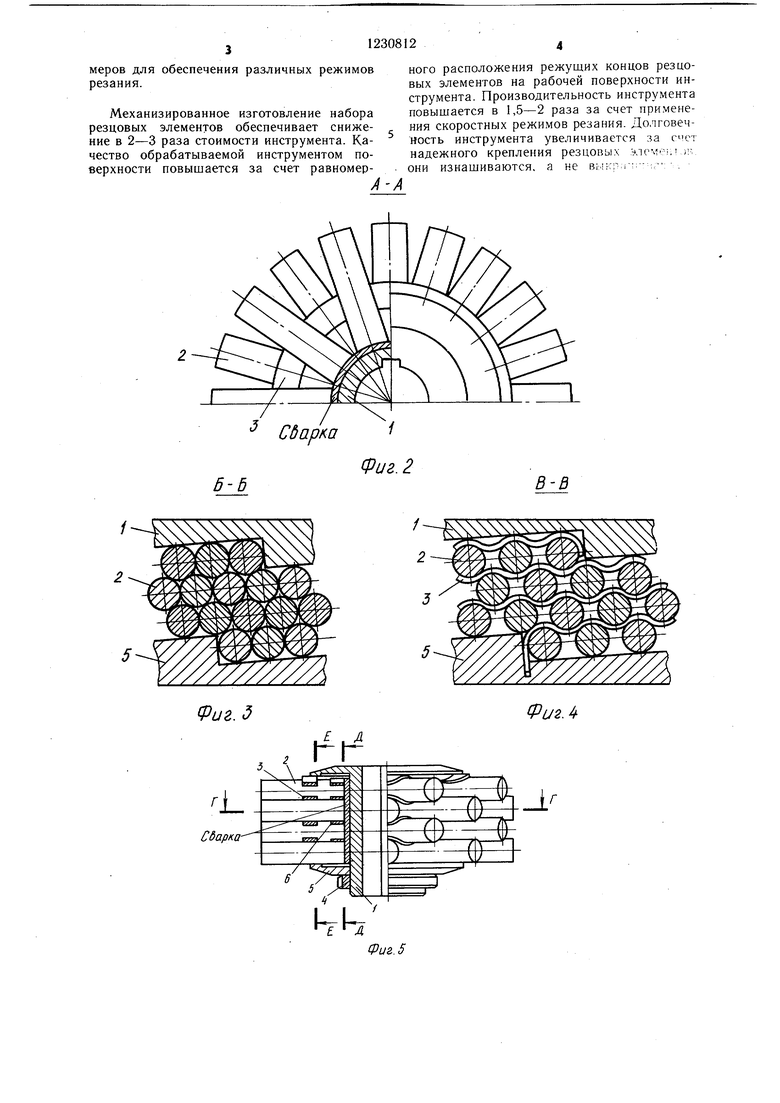
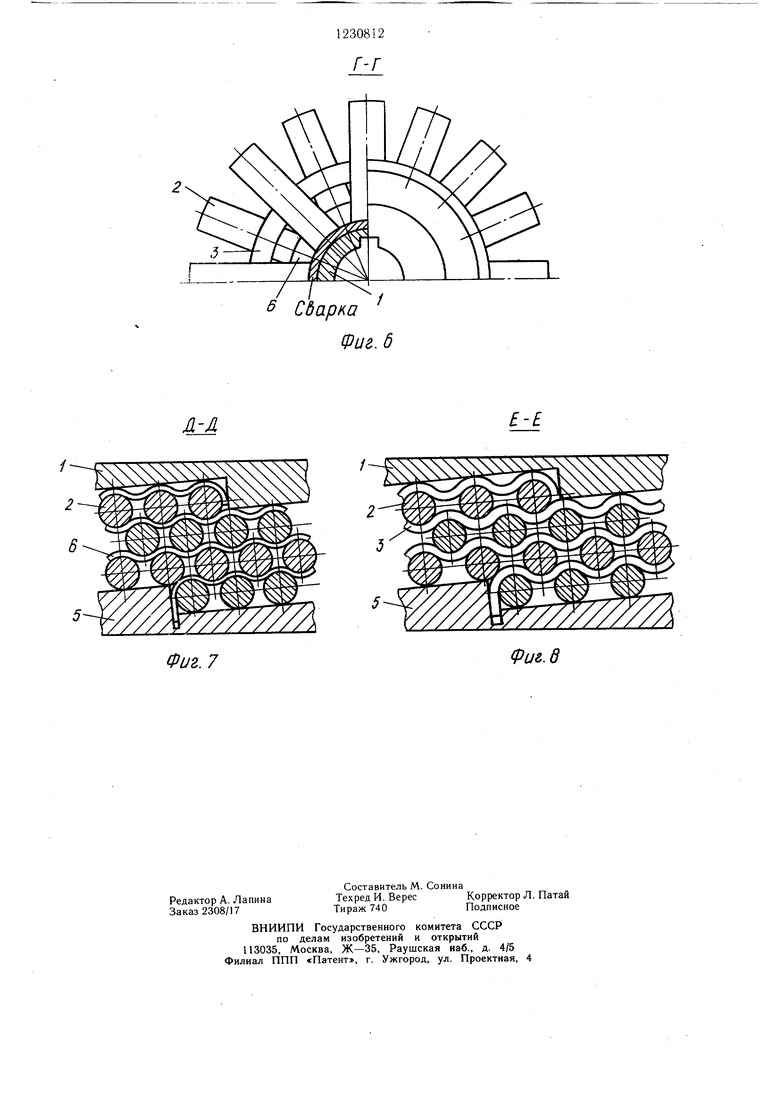
На фиг. 1 показан предлагаемый инструмент с частичным разрезом, общий вид; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 1; на фиг. 4 - сечение В-В на фиг. 1; на фиг. 5 - инструмент с дополнительными прокладками, расположенными между рядами резцовых элементов; на фиг. 6 - сечение Г-Г на фиг. 5; на фиг. 7 - сечение Д-Д на фиг. 5; на фиг. 8 - сечение Е-Е на фиг. 5.
Инструмент для обработки поверхностей содержит втулку 1 с укрепленными на ней упругими резцовыми элементами 2 и проклад- ки в виде гофрированных в диаметральной плоскости колец 3, расположенных между резцовыми элементами 2. Последние размещены параллельными рядами, а прокладки 3 смонтированы между ними. Количество гофр на каждой прокладке равно количе- ству резцовых элементов в ряду, а внутренний диаметр прокладки 3 больше внешнего диаметра втулки 1.
5
о
5
0 5
0
Резцовые элементы 2 закреплены на втулке 1 гайкой 4 через шайбу 5. Резцовые элементы 2 представляют собой отрезки круглой, щестигранной или какого-либо другого сечения проволоки, своими внутренними нерабочими концами скрепленные, например, посредством сварки. Каждый последующий ряд резцовых элементов 2 в инструменте смещен по отношению к предыдущему ряду на величину радиуса резцового элемента, благодаря чему внутренние концы резцовых элементов 2 связаны друг с другом.
Таким образом, каждый резцовый элемент 2 инструмента закреплен по своей длине в двух точках: внутренним концом к втулке 1 и по кольцевой гофрированной прокладке 3.
Инструмент может иметь дополнительные прокладки 6, расположенные между рядами резцовых элементов 2, при этом внещ- ний диаметр дополнительной прокладки 6 меньще внутреннего диаметра основной прокладки 3, а толщина дополнительной прокладки 6 меньше толщины основной прокладки 3.
Прокладки 3 и 6 могут быть выполнены соответственно в виде спирали, тогда каждая из них представляет собой виток соответствующей спирали.
Резцовые элементы 2 в параллельных рядах могут быть установлены по радиусу (фиг. 2) или под углом к нему - тангенциально. Такая установка дает возможность обеспечить передний угол резания как положительный, так и отрицательный в зависимости от направления вращения инструмента.
Инструмент работает следующим образом.
Вращаясь на валу соответствующего оборудования, инструмент снимает, как фреза, с обрабатываемой поверхности заданный технологическим режимом слой. Каждый резцовый элемент 2 работает, как зуб фрезы, самостоятельно, через каждый оборот инструмента входит в контакт с обрабатываемым материалом, прогибаясь до определенной величины, за счет своей упругости приобретает силу и благодаря ей срезает с обрабатываемого материала соответствующую часть его.
Предлагаемая конструкция инструмента позволяет фиксировать все резцовые элементы равномерно по всему объему инструмента и изготавливать наборы резцовых элементов механизированно на полуавтоматах, обеспечивает повышение работоспособности инструмента за счет надежного в двух точках) крепления каждого резцового элемента изготовление инструмента необходимой ширины и применение скоростных режимов игло- фрезерования за счет сбалансированности и надежного крепления резцовых элементов.
Такие инструменты могут быть как и обычные фрезы и иглофрезы, различных размеров для обеспечения различных режимов резания.
Механизированное изготовление набора резцовых элементов обеспечивает снижение в 2-3 раза стоимости инструмента. Качество обрабатываемой инструментом поверхности повышается за счет равномерА-А
ноге расположения режущих концов резцовых элементов на рабочей поверхности инструмента. Производительность инструмента повышается в 1,5-2 раза за счет применения скоростных режимов резания. Долговечность инструмента увеличивается за счет надежного крепления резцовых . лемек л-, они изнашиваются, а не вык; :/: .
б-Б
Сбора Фиг. 2
В-В
y//.
Фиг.
Фиг.4
r-г
сI
° Сбарка
Фиг. б
Л-Л
i-i
Фиг. 7
Составитель М. Сонина
Техред И. ВересКорректор Л. Патай
Тираж 740Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ППП «Патент, г. Ужгород, ул. Проектиая, 4
Фиг,. 8
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для обработки поверхностей | 1987 |
|
SU1510829A1 |
| Инструмент для обработки поверхностей | 1987 |
|
SU1511017A1 |
| ТОРЦЕВАЯ ФРЕЗА | 1992 |
|
RU2014175C1 |
| Торцовая фреза | 1989 |
|
SU1713758A1 |
| Расточной инструмент | 1989 |
|
SU1660855A1 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ ОТВЕРСТИЙ УПРУГИМ ПРЕРЫВИСТЫМ ИНСТРУМЕНТОМ | 2002 |
|
RU2215636C1 |
| СПОСОБ ВЫПОЛНЕНИЯ СИСТЕМЫ ОТВЕРСТИЙ В МНОГОСЛОЙНОЙ ЗАГОТОВКЕ | 2020 |
|
RU2751171C1 |
| УПРУГИЙ ПРЕРЫВИСТЫЙ ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ОТВЕРСТИЙ | 2002 |
|
RU2212327C1 |
| ИГЛО-АБРАЗИВНЫЙ ИНСТРУМЕНТ | 2003 |
|
RU2239543C1 |
| СПОСОБ КОМБИНИРОВАННОЙ ИГЛО-АБРАЗИВНОЙ ОБРАБОТКИ | 2003 |
|
RU2239534C1 |
| Авторское свидетельство СССР № 402250, кл | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
