(54) СПОСОБ СОЕДИНЕНИЯ ЛИСТОВ ШПОНА
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ соединения листов шпона | 1980 |
|
SU967815A1 |
| Устройство для соединения листов шпона | 1983 |
|
SU1230826A1 |
| Способ изготовления древесного материала большого формата | 1983 |
|
SU1140951A1 |
| Устройство для соединения листов шпона | 1983 |
|
SU1093555A1 |
| КОСТЫЛЬ МЕДИЦИНСКИЙ, УСТРОЙСТВО И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2002 |
|
RU2222308C2 |
| Способ подготовки листа шпона к склейке на ус и станок кромкофрезерный с узлом фрезерования и устройством нанесения клея для его реализации | 2020 |
|
RU2740321C1 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ МЕБЕЛЬНЫХ ЗАГОТОВО'КИЗ ШПОНА | 1970 |
|
SU259349A1 |
| Способ изготовления тонкостенных оболочковых конструкций | 1982 |
|
SU1107990A1 |
| Шпонопочиночный станок | 1967 |
|
SU248957A1 |
| Устройство для изготовления большеформатных листов шпона | 1983 |
|
SU1253786A1 |
1
Изобретение относится к деревообрабатывающей промышленности, в частности , к производству фанеры,
Известен способ соединения по длине листовых материалов внахлестку 1.
Известен также способ соединения листов шпона, включающий формирование шипов, нанесение клея, совмещение шипов и их прессование С2.
Недостатком известных способов является низкая прочность соединения.
Цель изобретения - повышение прочности соединения.
Поставленная цель достигается тем, что формирование шипов осуществляют путем смятия пластевых поверхностей листов шпона в зоне торцовых кромок, при этом смятие поверхностей смежных шипов каждого листа и сопрягаемых шипов выполняют наклонно вверх и вниз.
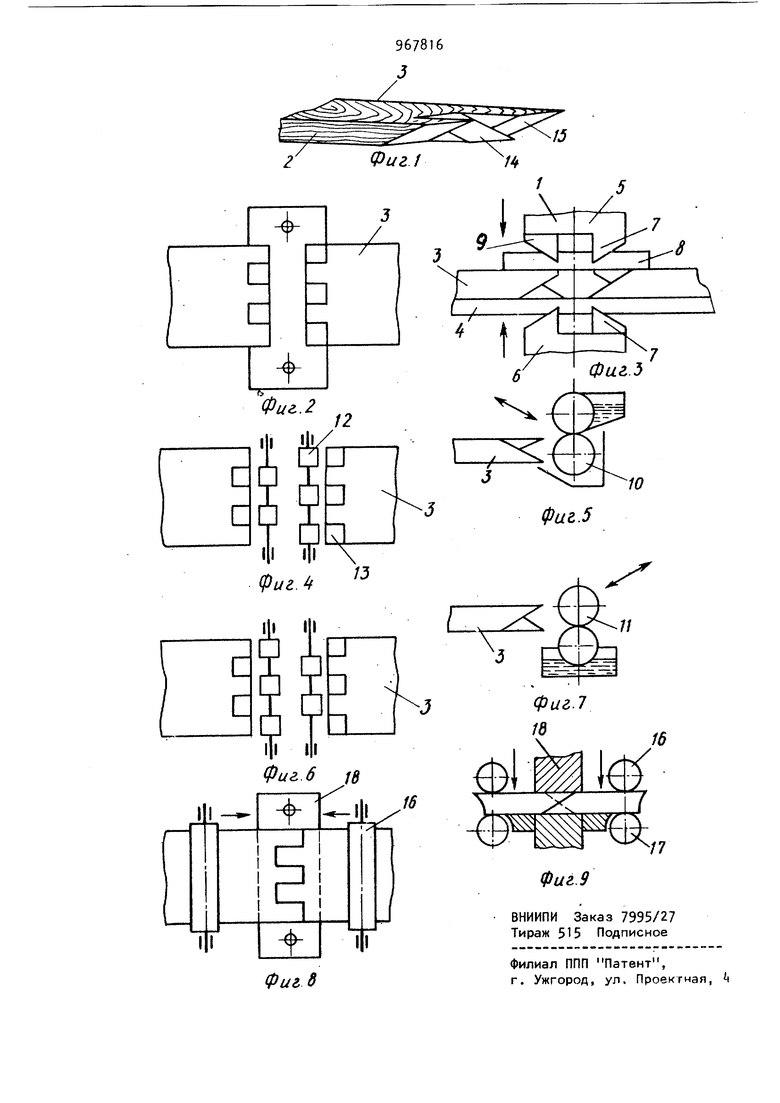
На фиг. 1 приведена схема.соединения листов шпона; на фиг. 2 - схема крепления стЫкуемых листов шпона;
на фиг. 3 - схема выполнения шипов; на фиг.+-8 - варианты схемы нанесения; .Клея на стыкуемые поверхности шипов; на фиг. 9 - схема склеивания шипов.
Устройство для выполнения способа соединения листов шпона включает механизм 1 формирования шипов 2, соединяемых листов шпона 3. Механизм 1 состоит из. стола , верхнего 5 и нижнего 6 пуансонов с выступами 7, причем выступы 7 выполнены с двух сторон пуансонов. Кроме того, выступы выполнены не сплошными по ширине листа шпона, а чередующимися с впадинами при этом выступ нижнего пуансона 6 находится против впадины верхнего пуансона, а выступ верхнего пуансона 5 против впадины нижнего. Это позволяет в зоне впадин размещать - опоры для каждого шипа, которые имеются на столе и прижиме 8. При сближении пуансонов 5 и 6 торцовые кромки . листов шпона расщепляются на 1/2 длины шипов. С целью создания наклонных 39 поверхностей нз шипах (фиг. 1) рабочие поверхности 9 выступов 7 выполнены скошенными. Опоры прижима 8 и. стола 4 служат для предотвращения от гибания шипов при воздействии на них выступов 7 пуансонов. Механизм .нанесения клея представляет собой два секционных вала 10 и 11, причем ширина секции 12 равна ширине шипа 13. Клеенаносящий вал 10 смачивает клеем смятые скошенные поверхности шипов, обращенные вверх (фиг. 5), а вал 11 - поверхности .15 шипов, обращенные вниз (фиг. 7). Устройство содержит также механизм совмещения с определенным усили ем стыкуемых листов шпона, представляющий собой верхние 16 и нижние 17 вальцы с двух сторон пресса 18 (фиг. 8). При совмещении стыкуемых поверхностей листов шпона 3 верхние вальцы 16 опускаются вниз для предотвращения расхождения листов при прессовании зоны стыка (фиг. 9). Устройство работает следующим образом. Соединяемые листы шпона 3 подаются с двух сторон на стол к механизму 1 формирования шипов, размещаются на заданном расстоянии между торцовыми кромками и фиксируются при жимом 8. При включении механизма фор мирования шипов, верхний 5 и нижний 6 пуансоны перемещаются навстречу друг другу, при этом выступы пуансоWOB, проходя в отверстия стола k и прижима 8, приближаются к кромкам листов шпона и расщепляют кромки лис тов на шипы 13 при этом длина расщепления равна примерно 1/2 длины шп на. При дальнейшем ходе пуансонов происходит смятие одной пластины поверхности шипов скошенными рабочими, поверхностями 9 выступов 7, так как против выступа нижнего пуансона в этот момент с другой стороны шипа находится опора прижима 9, ширина ко торой равна ширине шипа, а против вы ступа верхнего пуансона находится опора стола . Опоры предотвращают отгибание шипа от выступа и обеспечивают создание необходимого усилия для смятия поверхности шипов. В результате против шипа с нижней смятой поверхностью одного листа расположен шип с верхней смятой поверхностью другого листа. Параметры скоса и шипа определяются параметрами и углом наклона рабочих поверхностей 9 выступов 7 верхнего и нижнего пуансонов. После смятия поверхностей шипов механизм формирования шипов занимает исходное положение, а соединяемые листы поступают на позицию механизма нанесения клея, где вал 10 наносит клей на верхние скошенные поверхности шипов, а вал 11 - на нижние поверхности. Далее листы шпона поступают к механизму совмещения листов шпона и прессу 18, где намазанные клеем смятые поверхности шипов совмещаются и прессуются, после чего большеформатные стыкованные листы шпона выгружаются и цикл повторяется. Предлагаемое устройство просто по конструкции и оригинально по содержанию. Таким образом, использование устройства для выполнения способа соединения листов шпона позволит добиться равнопрочности стыкованного и цельного шпона. Формула изобретения Способ соединения листов шпона, включающий формирование шипов, нанесение клея, совмещение шипов и их прессование, отличающий-, с я тем, что, с целью повышения прочности соединения, формирование шипов осуществляют путем смятия пластевых поверхностей листов шпона в зоне торцовых кромок, при этом смятие поверхностей смежных шипов каждого листа и. сопрягаемых шипов выполняют наклонно вверх и вниз. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 378611, кл. Е 0 В 1/60, 1973. 2.Полуавтоматическая линия по сращиванию пиломатериалов. Проспект фирмы Заутер (ФРГ), 1976 (прототип).
