(54) СПОСОБ СОЕДИНЕНИЯ ЛИСТОВ ШПОНА
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ соединения листов шпона | 1980 |
|
SU967816A1 |
| Устройство для соединения листов шпона | 1983 |
|
SU1230826A1 |
| Способ подготовки листа шпона к склейке на ус и станок кромкофрезерный с узлом фрезерования и устройством нанесения клея для его реализации | 2020 |
|
RU2740321C1 |
| Способ изготовления древесного материала большого формата | 1983 |
|
SU1140951A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКИХ И ПРОСТРАНСТВЕННЫХ СОТОВЫХ СТРУКТУР И КОНСТРУКЦИЙ НА ИХ ОСНОВЕ | 1996 |
|
RU2126875C1 |
| КОСТЫЛЬ МЕДИЦИНСКИЙ, УСТРОЙСТВО И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2002 |
|
RU2222308C2 |
| Устройство для соединения листов шпона | 1983 |
|
SU1093555A1 |
| Способ изготовления плосковыклейных профильных деталей и устройство для его осуществления | 1990 |
|
SU1724465A1 |
| Способ ребросклеивания неформатных листов шпона | 1989 |
|
SU1726243A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАНЕЛИ ГОФРОШПОННОЙ | 2023 |
|
RU2808051C1 |
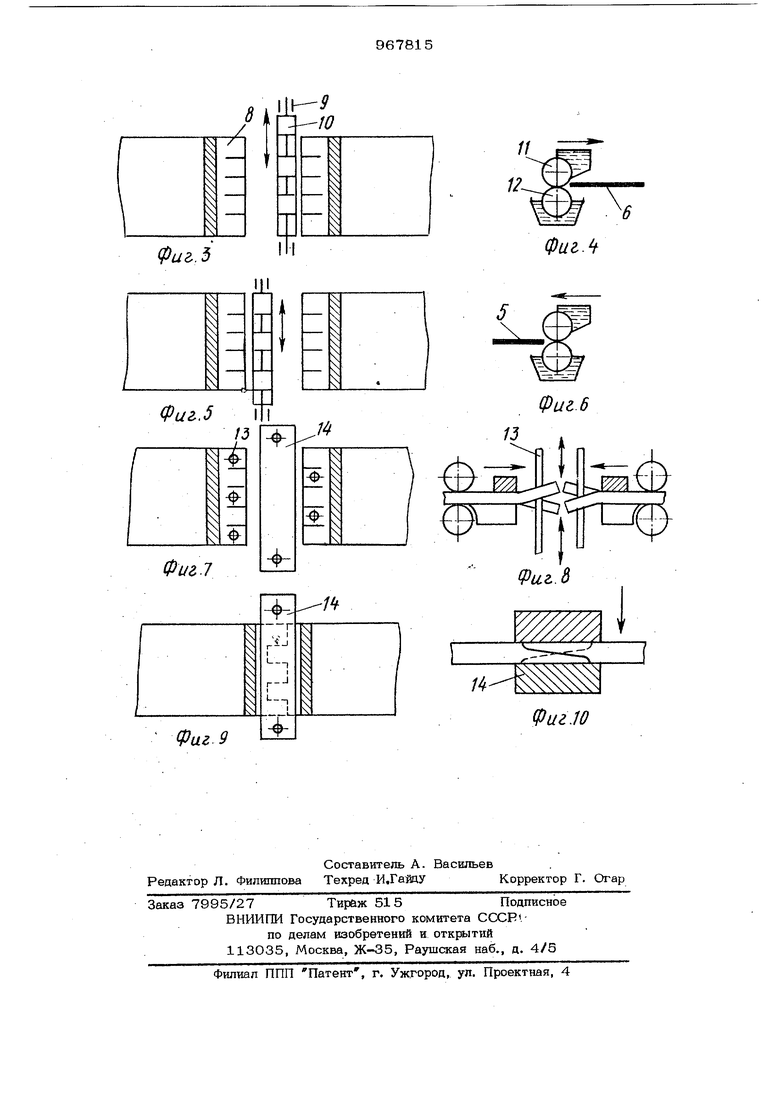
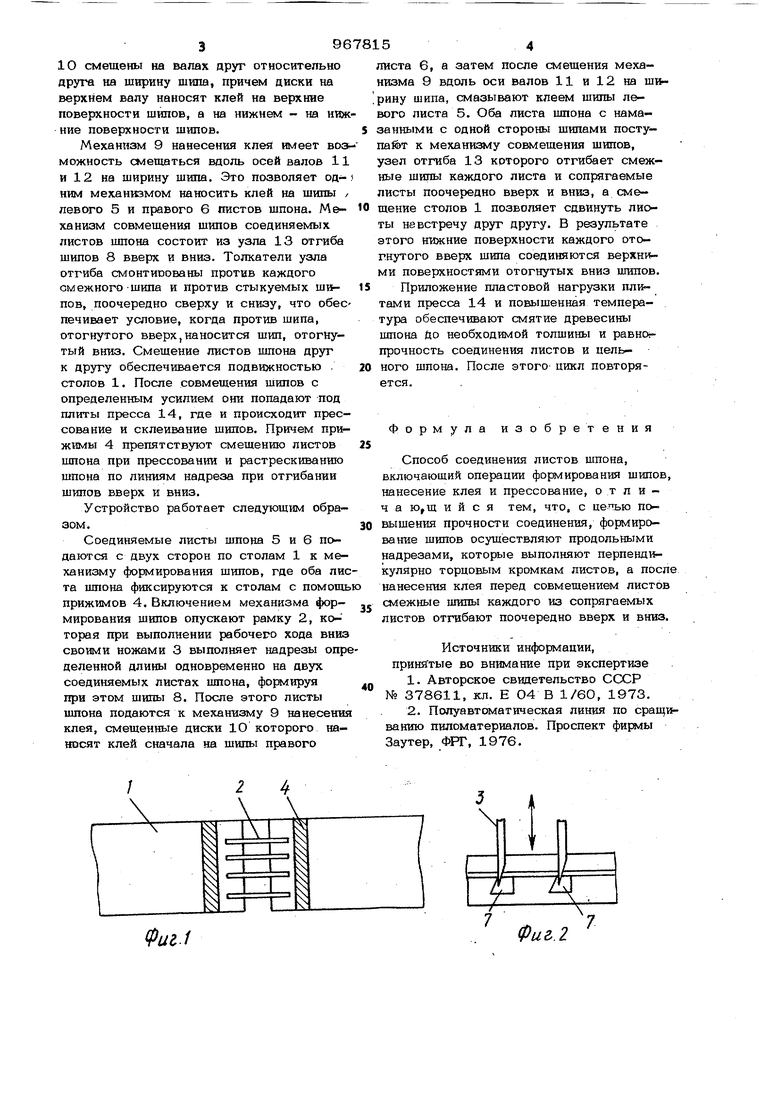
Изобретение относится к деревообраба тываюшей промышпенности, в частности, .к производству фанеры. Известен способ соединения по длине листовых материалов внахлестку 1 }. Известен также способ соединения листов шпона, включающий формирование шипов, нанесение клея и прессование 2 Недостатке известш тх способов явля. ется то, что в зоне соединения образуется разнотолщинность, имеющая тем большую величину, чем толще шпон. Кроме того, при испытании на растяжение во никает крутящий момент, так как осевые ЛИШ1Н соединяемых листов смещены Относительно друг друга на толщину материала, чтоснижает прочность соединения. Цель взобретения - повышение прочвостн соединения Поставленная цель достигается тем, что, согласно способу, формирование шипов осуществляют продольными .надрезами, которые выполняют перпендикулярно торцовым кромкам листов,..после нан сения кпея перед совмещением листов :смежные шипы каждого из сопрягаемых листов отгибают поочередно вверх и вниз. На фиг. 1 изображена схема механизма формирования шипов; на фиг. 2 - то же,вид сбоку; на фиг. 3 и 4 - фарианты схем нанесения клея на шипы правого листа; на фиг. 5 и 6 - то же, для левого листа; на фиг. 7 и 8 - варианты схем механизма совмещения шипов; на фиг. 9 и Ю - то же, механизма прессования сгыка. Устройство для соединения листов шпог на включает механизм формирования ш.пов, состоящий из столов 1, подвижной ножевой рамки 2 с ножами 3 и прижимами 4 соединяемых листов шпона 5 . В столе Д имеются пазы 7 для обеспечения прорезания листов шпона ножами 3. Длина ножей позволяет формировать шипы 8 одновременно на двух соединяемых кромках листов шпона. Мехашкзм 9 нанесения клея выполнен в виде дисков 1О, ра 1ешенных на верхнем 11 и нижнем 12 валах. Диски 39 10 смещены на валах друг относительно друга на ширину шиш, причем диски на верхнем валу наносят клей на верхние поверхности шипов, а на нижнем - на ни ние поверхности шипов. Механизм 9 нанесения клея имеет воз можность смещаться вдоль осей валов 1 и 12 на ширину шипа. Это позволяет одним механизмом наносить клей на шипы левого 5 и правого 6 листов шпона. Механизм совмещения шипов соединяемых листов шпона состоит из узла 13 отгиба шипов 8 вверх и вниз. Толкатели узла отгиба смонтиоованы против каждого смежного-шипа и против стыкуемых швпов, поочередно сверху и снизу, что обес печивает условие, когда против шипа, отогнутого вверх,наносится шип, отогнутый вниз. Смешение листов шпона друг к другу обеспечивается подвижностью . столов 1. После совмещения шипов с определенным усилием они попадают под плиты пресса 14, где и происходит прессование и склеивание шипов. Причем прижимы 4 препятствуют смещению листов шпона при прессовании и растрескиванию шпона по линиям надреза при отгибании шипов вверх и вниз. Устройство работает следующим образом. Соединяемые листы шпона 5 и 6 подаются с двух сторон по столам 1 к механизму формирования шипов, где оба лис та шпона фиксируются к столам с помощь прижимов 4. Включением механизма формирования шипов опускают рамку 2, которая при выполнении рабочего хода вниз своими ножами 3 выполняет надрезы опре деленной длины одновременно на двух соединяемых листах шпона, при этом шипы 8. После этого листы шпона подаются к механизму 9 нанесения клея, смещенные диски 10 которого наносят клей сначала на шипы правого
Ul.i
Фи&.г 15 листа 6, а затем после смещения механизма 9 вдоль оси валов 11 и 12 на ши.рину шипа, смазывают клеем шипы левого листа 5. Оба листа шпона с намазанными с одной стороны шипами постуnaloT к механизму совмещения шипов, узел отгиба 13 которого отгибает смежные шипы каждого листа и сопрягаемые листы поочередно вверх и вниз, а смещение столов 1 позволяет сдвинуть листы не встречу друг другу. В результате этого нижние поверхности каждого отогнутого вверх шша соединяются верхними поверхностями отогнутых вниз шипов. Приложение пластовой нагрузки плитами пресса 14 и повышенная температура обеспечивают смятие древесины шпона До необходимой толшины и равногпрочность соединения листов и цельного шпона. После этого- цикл повторяется. Формула изобретения Способ соединения листов шпона, включаюший операции формирования шипов, нанесение клея и прессование, о т л и ч а и и с я тем, что, с цепью повышения прочности соединения, формирование шипов осуществляют продольными надрезами, которые выполняют перпендикулярно торцовым кромкам листов, а после нанесения клея перед совмещением листов смежные шипы каждого из сопрягаемых истов отгибают поочередно вверх и вниз. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 378611, кл. Е 04 В 1/60, 1973. 2.Полуавтоматическая линия по сращиванию пиломатериалов. Проспект фирмы Заутер, ФРГ, 1976.
//
Фи1.
Фиг..5
7
fd
Фиг.
Фиг 6
Фиг.Ю
