1
Изобретение относится к устройству для снятия верхнего слоя штабеля с целью подачи к обрабатывающей машине или отвода изделия от обрабатывающей машины для укладки в штабель сверху при постоянно меняющейся вы- сг- ге штабеля.
Согласно патенту ГДР № 90 321, кл. 81Е82/02, 1972 известно приспо- собление для снятия или укладки верхнего настила штабеля обрабатываемых изделий, содержащее рабочий стол, по крайней мере один имеющий привод подъема кронштейн, на котором закреплены игольчатые или вакуумные захваты, связанные с системой включения и выключения.
Для снятия верхнего изделия в штабеле кронштейн опускается над штабелем настолько, пока присосы или магниты не захватят верхнее изделие. Поршневой шток опускается сначала вместе с упором кронштейна и продрл- жает опускаться дальше также после захвата изделия до тек пор, пока поводок не включит переключатель. После этого поршень вместе с поршневым штоком отжимается вверх и посредством упора поднимает кронштейн вместе с изделием.
Недостатком является относительно большое расстояние по вертикали между нижней кромкой магнитов или присо сов и нижней кромкой кронштейна, чтобы обеспечить опускание поршневого штока, если кронштейн лежит на поверхности штабеля.
Поэтому штабель необходимо поместить на основание, которое находилось бы вьш1е основного уровня, чтобы обеспечить снятие изделий до последнего слоя, I, . ...
Кроме того, на штабель постоянно действует только собственный вес кронштейна. Для тонких изделий, в частности для эластичных текстильных изделий плоской формы, это приводит к ошибкам захвата или вследствие смещения позиций одной или нескольких верхних изделий штабеля невозможно провести безошибочную обработку их на соответствующей машине.
Самостоятельную укладку изделий с целью штабелирования последних данное устройство также не обеспечивает, поскольку отсутствуют элементы, освобождающие изделия от присо- сов или магнитов.
309412
Цель изобретения - повышение надежности работы устройства.
Указанная цель достигается тем, что приспособление для снятия или
5 укладки верхнего штабеля обрабатываемых деталей, в частности гибких плос- . ких текстильных материалов, содержащее рабочий стол, по крайней мере один имеющий привод подъема крон 0 штейн, на котором закреплены игольчатые или вакуумные захваты, связанные с системой вкл ючения и выключения, имеет контактор, срабатывающий от прижимной силы кронштейна захва15 тов, связанный с системой включения и выключения захватов и приводом подъема кронштейна.
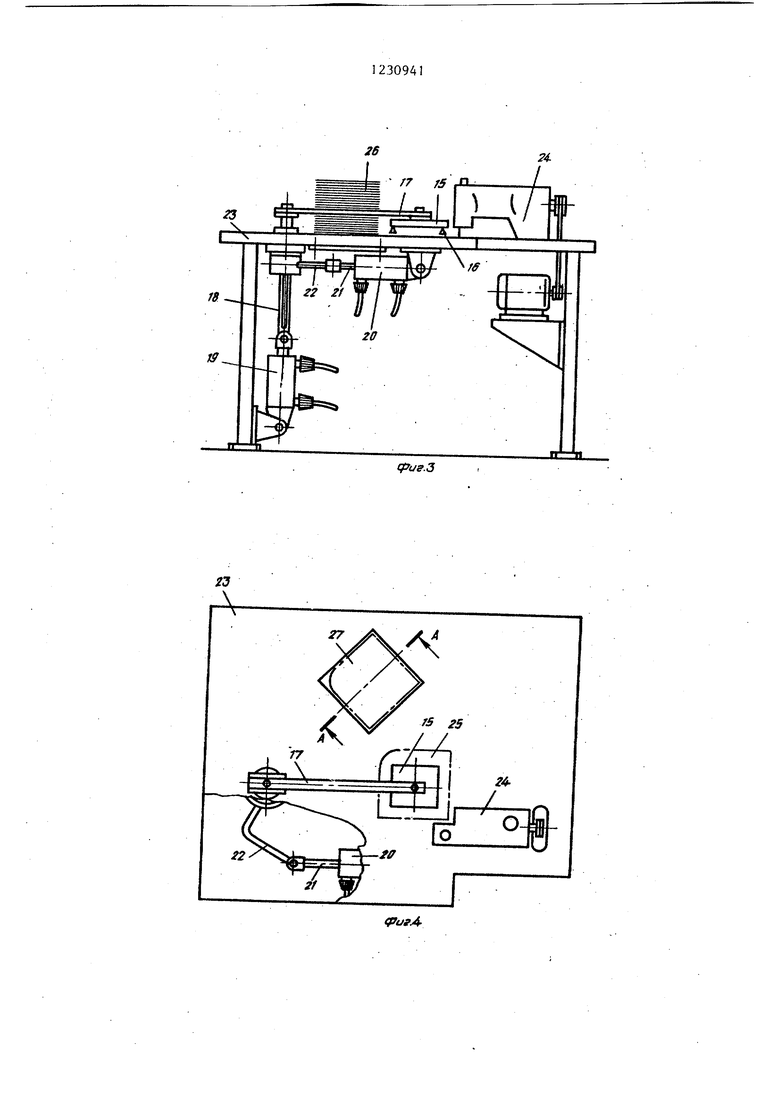
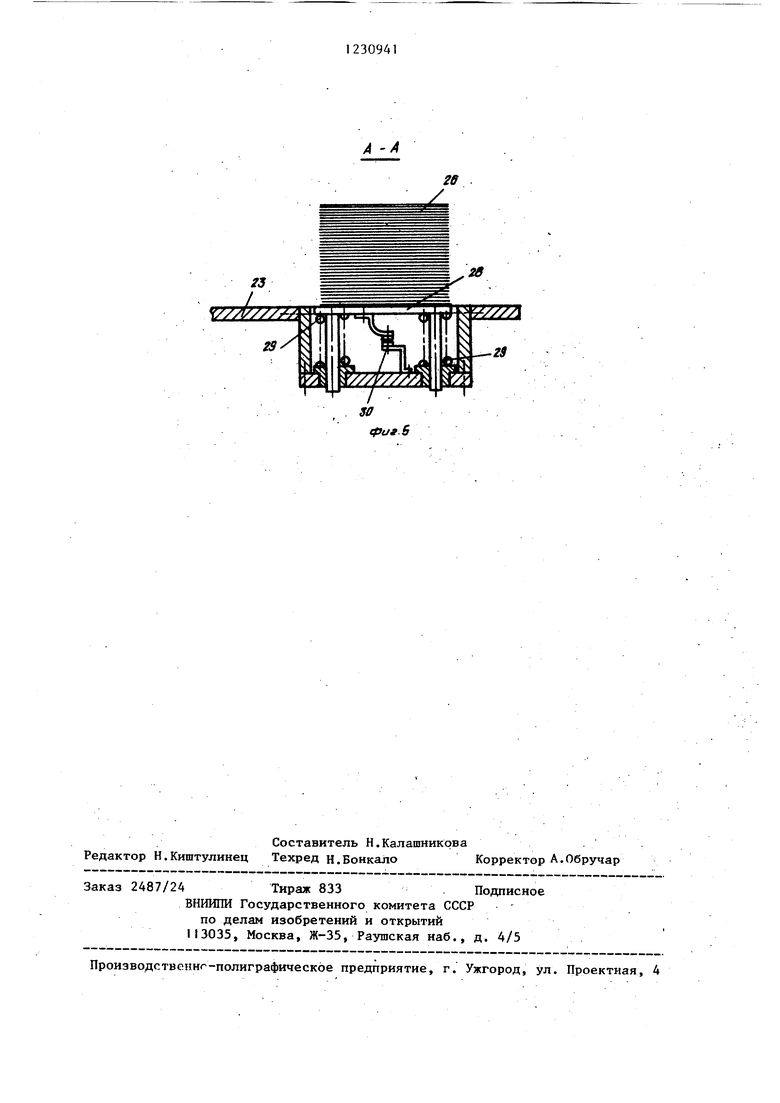
Кроме того, рабочий стол связан 20 с контактором, который вьшолнен в виде части поверхности рабочего стола. На фиг.1 показано устройство для снятия изделий со штабеля со сраба- ; тывающим от прижимного усилия выклю- чателем на приводе, вид спереди; на фиг.2 - то же, вид сверху; на фиг.3 - устройство для укладки верхнего слоя штабеля с подложкой, вьтолненной как зависящий от прижимного усилия 30 выключатель, вид спереди; на фиг.4 - то же, вид сверху; на фиг.5 - разрез А-А на фиг.4.
В примере осзтцествления изобрете- 35 ния согласно фиг.1 и 2 под кронштейном находятся захваты, например присосы в качестве удерживающих элементов , управляемые вакуумом через клапаны. Кронштей 1 при помощи поперечи- ны 3 и поршневого штока 4 соединен с пневматическим цилиндром 5 привода подъема кронштейна. У верхней камеры пневматического цилиндра 5 расположен контактор 6, которьш срабатывает
45
в зависимости от прижимного усилия
кронштейна 1. Другой пневматический цилиндр 7 поршневым штоком 8 шарнир- но соединяется с консолью 9, что обеспечивает вращательное движение штока
4, а тем самым и поворот кронштейна, который находится на поперечине.
Над плитой стола 10 устанавливается швейная машина в качестве обрабатывающей машины 11, а в положении
I2 - штабель 13 изделий. В исходном положении кронштейн 1 находится в так называемом верхнем мертвом полоении, т.е. в нижней камере пневма3
тического цилиндра находится сжатбш воздух.
Известным импульсным датчиком (не показ ан) который, смотря по направлению обработки, расположен за обрабатывающей машиной 11, подается сигнал на подачу сжатого воздуха в верхнюю камеру пневматического цилиндра 5, т.е. на выход воздуха из нижней камеры. В результате этого поршень перемещается поршневым штоком 4 вниз, так что кронштейн 1 опускается на штабель 13 и сжима ет его. Прижш ное усилие увеличивается до тех пор, пока срабатывающий от него контактор 6 не подаст импульс на захват верхнего изделия путем подачи сжатого воздуха к удерживающим элементам - захватам и одновременно импульс на реверсировании хода для пневматического цилиндра 5. Удерживающие элементы - захваты 2 присасывают верхнее изделие штабеля 13, и кронштейн 1 возвращается в свое верхнее мертвое положение.
Затем пневматический цилиндр 7 поворачивает поршневым штоком 8 через консоль 9 кронштейн 1 вместе с захва ченным верхним изделием в положение 14.. Сжатый воздух поступает в верхнюю камеру пневматического цилиндра 5. Кронштейн I опускается вместе с изделием на рабочий стол 10 и прижимает изделие к поверхности рабочего стола в положении 14. В верхней камере пневматического цилиндра 5 снова создается давление,которое увеличи- - вает ся до подачи зависящим от прижимного усилия контактором 6 импульса на освобождение изделия путем отключения всасывающего воздуха удерживающих элементов-захватов и одновременной подачи импульса на реверсирование хода для пневматического цилиндра 5.
Находящее на рабочем столе 10 в положении 14 изделие освобождается, и кронштейн 1 снова возвращается в свое верхнее мертвое положение. Затем пневматический цилиндр 7 переводит кронштейн 1 в его исходное положение над штабелем 13 в положение 12.
Обрабатывающая машина 11 обрабатывает изделие и транспортирует его при этом из положения 14 в положение 14а. Достижение положения 14а сигнализируется уже упомянутым, но не показанным на чертеже, импульсным датчиком, который снова формирует сиг30941 .
нал о снятии изделия со штабеля, т.е. вышеописанньй процесс повторяется. Из положения 14 а обрабатываемое изделие принимается устройством сог- 5 ласно примеру 2 осуществления изобр е- тения и снова образуется штабель обрабатываемых изделий.
Во втором примере осуществления изобретения согласно фиг.3-5 под
10 кронштейном находятся управляемые
вакуумом через клапана присосы, которые служат в качестве удерживающих элементов-захватов 16. Кронштейн 15 через -поперечину 1 7 и поршневой шток
5 18 соединяется с пневматическим цилиндром 19 привода подъема кронштейна. Другой пневматический цилиндр 20 шарнирно соединяется поршневым штоком 21 с консолью 22, вызывая
20 этим вращательное движение поршневого штока 18 и тем самым присоединенного к поперечине 17 кронштейна 15 изделия. Над плитой стола 23 находится швейная машина в качестве обраба25 тывающей машины 24, а готовое обработанное изделие находится в положении 25. Штабель 26 с готовыми обработанными изделиями должен перемещаться в положение 27. В этой зоне
3Q в плите стола 23 находится основание, вьшолняющее функцию срабатывающего от прижимногб усилия контактора. Плита стола 23 вьтолиена в виде япшка, на которой на уровне плиты стола 23 имеется плита 28, опирающаяся на пружины 29 сжатия. Под плитой 28 имеется переключающий контакт 30.
Устройство работает следующим образом. 40
Кронштейн 15 находится в исходном положении в верхнем мертвом положении над положением 25. Импульсным датчиком (не показан), находящимся в равлении обработки за обрабатывающей машиной 24, показьгеающим, что готовое обработанное изделие достигло положения 25, сжатый воздух подается в нижнюю камеру пневматического ци50 линдра 19. Кронштейн 15 опускается на обрабатываемое изделие. Концевым выключателем (не показан) подается импульс на захватьгоание изделия путем подачи воздуха к удерживаюгдим
55 элементам - захватам 16 и одновременно подается импульс на реверсирование хода для пневматического цилинд- :ра 19.
35
Удерживающие элементы 16 присасывают обрабатываемое изделие, кронштейн 15 поднимается в свое верхнее мертвое положение. Затем пневматичес- кий цилиндр 20 поворачивает поршневым штоком 21 через консоль 22 кронштейн 15 с находящимся на нем изделием в положение 27. После этого сжатый, воздух поступает в верхнюю камеру пневматического цилиндра 19.
Кронштейн 15 вместе с обрабатыв е- изделием опускается и прижимает последнюю к плите 28. Преодолевая усилие пружин 29 сжатия, замыкается переключающий контакт 30, который поWI
дает импульс на освобождение изделия путем отключения сжатого воздуха поступающего к удерживающим элементам 16, и одновременно - импульс на реверсирование хода для пневматического цилиндра 19. Находящее в положении 27 изделие освобождается, и кронштейн 15 снова поднимается в свое верхнее мертвое положение. После этого пневматический цилиндр 20 возвращает кронштейн 15 обратно в его исходное положение над положением 25. Следующее обработанное на обрабатывающей машине 24 изделие достигает положения 25, вызывая повторение всего процесса.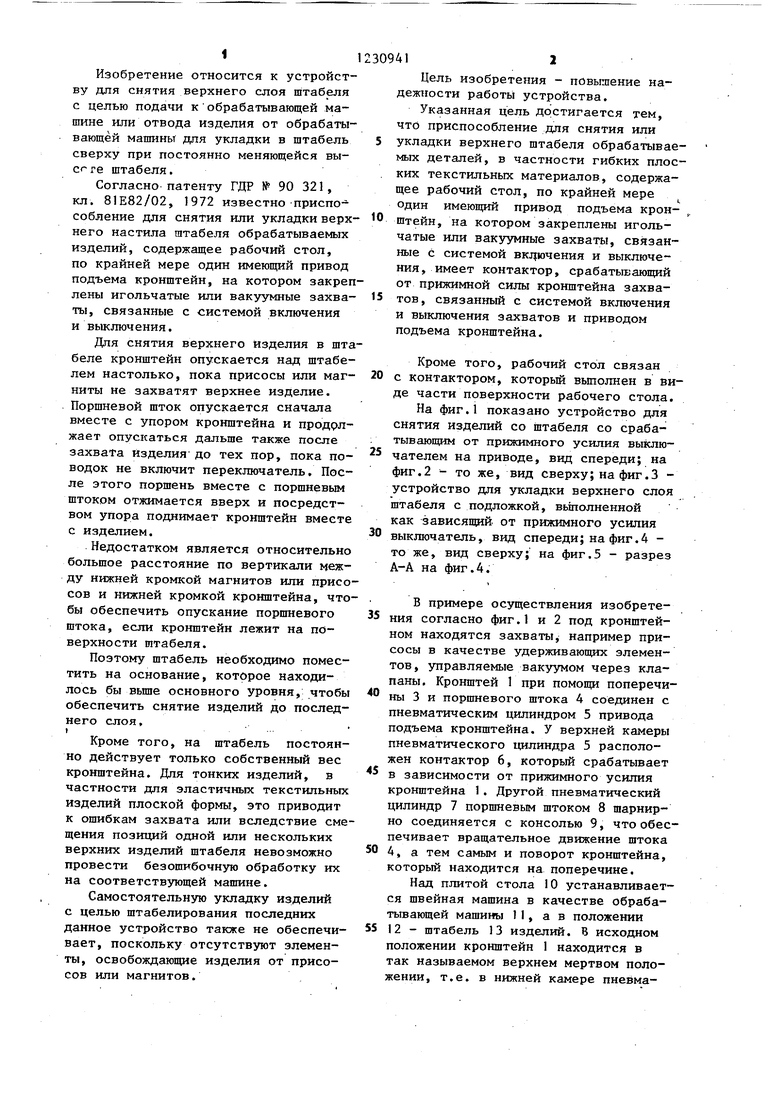


| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для упаковывания изделий в термоусадочную пленку | 1987 |
|
SU1601030A1 |
| Приспособление для подачи в станки листов металла из штабеля по одному | 1930 |
|
SU32409A1 |
| Устройство для уборки кирпича от пресса | 1939 |
|
SU58585A1 |
| Устройство для загрузки и разгрузки листового материала | 1984 |
|
SU1194882A1 |
| Приспособление для отделения гибких плоских материалов | 1981 |
|
SU1111971A1 |
| Установка для изготовления прокладок для деталей одежды | 1977 |
|
SU884552A3 |
| Машина для натягивания проволочных спиц колеса | 1931 |
|
SU50294A1 |
| УСТРОЙСТВО ДЛЯ СНИМАНИЯ АБРАЗИВНЫХ КРУГОВ С ПРЕССОВ | 1950 |
|
SU92397A1 |
| Автоматическая линия штамповки изделий с лезвиями | 1984 |
|
SU1255256A1 |
| Устройство для обрезки заусениц с плоских формованных подошв | 1975 |
|
SU547207A1 |

Г2 ,
