1
Р1зобретение может быть использовано в стекольной промышленности.
Известен станок для вырезки фигурных стекол, содержащий резную головку и подающее устройство в виде транспортера для прерывистого перемещения заготовки стекла к резной головке.
Цель изобретения. - повышение производительности и точности установки заготовки под резной головкой.
Это достигается тем, что подающее устройство выполнено с дополнительным транспортером, который размещен в зоне резной головки и снабжен захватно-поджимным валиком, установленным от резной головки на расстоянии, кратном шагу перемещения заготовки.
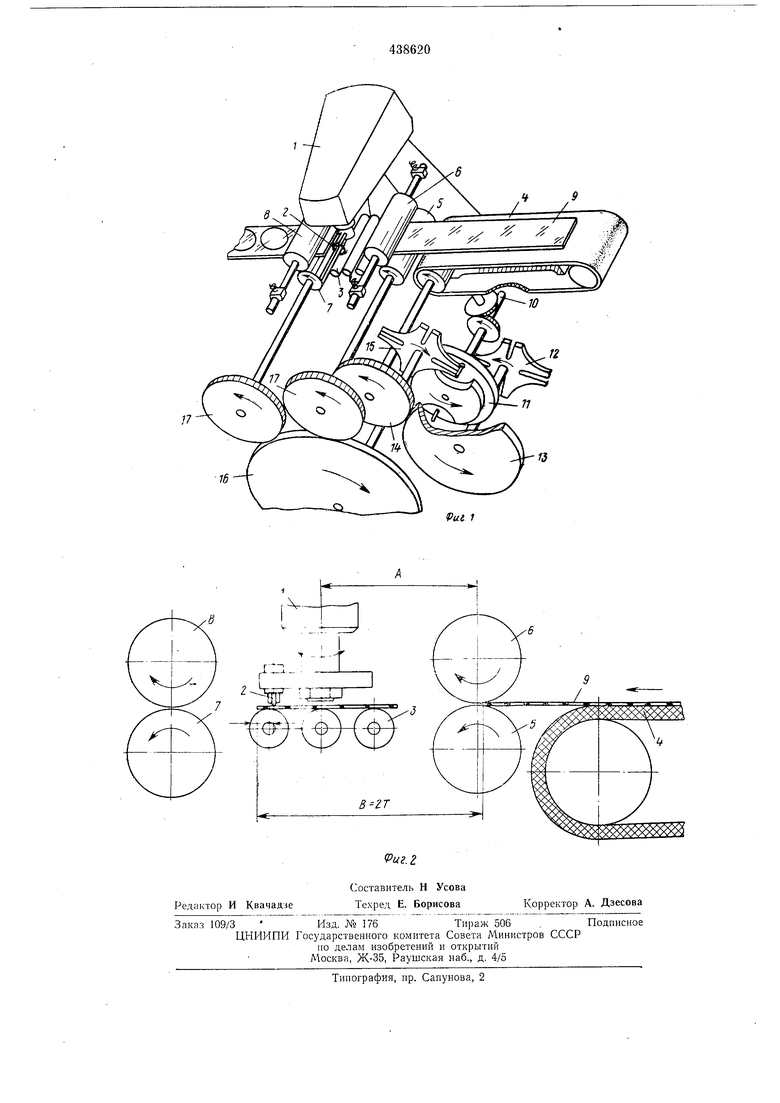
На фиг. 1 дана кинематическая схема станка; на фиг. 2 - подающее устройство, общий вид.
Станок содержит резную головку 1 с режущим роликом 2, опорные элел1енты 3 и подающее устройство, выполненное пз двух последовательно расположенных транспортеров: первого по ходу заготовки, удаленного от резной головки, ленточного 4 и размещенного в зоне головки транспортера, например валкового, состоящего из двух пар обрезиненных валиков 5, 6 и 7, 8. Верхние валики 6, 8 первой и второй пары выполпены захватно-под2
ЖИМПЫ.МИ для исключения проскальзывания заготовки стекла 9 в валиках и обеспечения ее гарантированного захода в них. Валик 6 установлен от резкой головкн на расстоянии А, кратном шагу перемещения заготовки. Например, расстояние А, отсчитываемое от оси валиков 5, 6 до оси резной головки, взято таким, чтобы при перемещении края заготовки стекла на расстояние В, равном двум
шагам ее перемещения, режущий ролик 2 всегда находился на определенном расстоянии С от края заготовки, чтобы исключить встречу режущего ролика с торцом листа стекла 9.
Ленточный транспортер 4 п валковый транснортер с валиками 5, 6 п 7, 8 установлены с возможностью поочередной работы с частичным совмещением рабочих циклов. Привод транснортера 4 включает раснределительный бал 10, водило 11, дгальтийский крест 12 и зубчатые колеса 13 п 14. Привод валкового транспортера состоит пз того же распределительного вала 10, водила 11, мальтийского креста 15 п зубчатых колес 16, 17. Таким
образом, ленточный транспортер 4 н валковый транспортер получают двпженне от разных мальтийских крестов 12 и 15. Рабочий цикл одного мальтийского креста смещен относительно другого так, чтобы транснортеры
работали с частичным совмещением. Такое
выполнение привода транспортеров позволит обеспечить надежность захвата заготовки валиками 5 и 6.
Работает станок следующим образом.
Заготовку - лист стекла 9 определенных размеров - произвольно вручную укладывают на первый ленточный транспортер 4 и перемещают с ним с периодическими остановками. Транспортер 4 получает движение от электродвигателя (на чертеже не показан) через распределительный вал 10, водило 11, мальтийский крест 12 и зубчатые колеса 13 и 14.
Второй транспортер (валики 5, б и 7, 8) получает движение от того же распределительного вала ГО через водило 11, мальтийский крест 15 и зубчатые колеса 16 и 17.
Заготовку 9 прерывисто перемещают до упора в приводные валики 6 и 6, причем ленточный транспортер 4 продолжает ее подталкивать и в момент начала вращения валиков 5 и б, обеспечивая надежный захват заготовки. Затем транспортер 4 останавливают и начинает работать валиковый транспортер, т. е. валики 5, б захватывают край заготовки (раньше полной остановки транспортера 4) и перемещают ее также прерывисто под резной головкой.
В момент остановки второго транспортера (валиков 5, 6, 7 и 8) резная головка 1 опускается, совершает полный круговой рез и поднимается. Если заготовка 9 не успеет подойти к валикам 5 и 6 за цикл работы первого транспортера 4, то она останавливается вместе с ним и перемещается к валикам при
следующем включении транспортера 4. Если в этом случае расстояние от торца заготовки до валиков 5, б окажется меньшим шага Т перемещения первого транспортера 4, то заготовка стекла, подойдя к валикам 5, б, -будет проскальзывать на транспортере 4 до окончания его работы, хотя и при этом транспортер 4 будет подталкивать заготовку стекла в приводные валики 5 и б.
Если же край заготовки окажется на расстоянии большем, чем шаг перемещения транспортера, то заготовка, переместившись на расстояние, кратное шагу, при последующем перемещении также упрется в приводные валики б, б. Таким образом, торец заготовки всегда будет занимать положение между валиками 5, б независимо от того, в каком месте транспортера заготовка была положена.
Предмет изобретения
Станок для вырезки фигурных стекол, содержащий резную головку и подающее устройство в виде транспортера для прерывистого перемещения заготовки стекла к резной головке, отличающийся тем, что, с целью повышения производительности и точности установки заготовки под резной головкой, подающее устройство выполнено с дополнительным транспортером, который размещен в зоне резной головки и снабжен захватно-поджимным валиком, установленным от резной головки на расстоянии, кратном шагу перемещения
заготовки.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство управления станком для вырезки фигурного стекла | 1988 |
|
SU1578088A1 |
| Устройство для управления подачей заготовки в станок для вырезки фигурных стекол | 1986 |
|
SU1433918A1 |
| Устройство для подачи штучных заготовок в рабочую зону пресса | 1973 |
|
SU468679A1 |
| Автоматический станок для обработки шлицев в головках винтов | 1947 |
|
SU71088A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ДЛИННОМЕРНЫХЗАГОТОВОК | 1969 |
|
SU245522A1 |
| УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА ГЛАЗИРОВАННЫХ СЫРКОВ | 1973 |
|
SU397178A1 |
| УСТРОЙСТВО ДЛЯ РАСФАСОВКИ ПОРОШКОВЫХ ХИМИЧЕСКИХ ПРОДУКТОВ в ТАРУ | 1971 |
|
SU295717A1 |
| УКЛАДОЧНЫЙ АГРЕГАТ | 1968 |
|
SU210738A1 |
| АГРЕГАТ ДЛЯ ХИМИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 1973 |
|
SU392173A1 |
| АВТОМАТ РОТОРНОГО ТИПА ДЛЯ ПОДРЕЗКИ КРУГЛЫХЗАГОТОВОК | 1969 |
|
SU251402A1 |