Изобретение относится к обработке металлов давлением, а более конкретно к оборудованию, применяемому для производства гнутых профилей проката, и может быть использовано в рабочих клетях профилегибоч- ного стана.
Цель изобретения - улучшение качества профилей за счет формоизменения мест изгиба на заданную кривизну профилей с полузамкнутыми полостями, имеющими наклоненные боковые стенки.
На чертеже изображена кинематическая схема предлагаемой рабочей клети профиле- гибочного стана.
Предлагаемая конструкция рабочей клети профилегибочного стана содержит горизонтальные приводные валки 1 и 2 и установленный на одном из них (верхнем валке 1 ) с возможностью поворота относительно вала 3 на переходной втулке 4 рьшаг 5 с двумя формующими роликами 6. Каждый из формующих роликов 6 снабжен опорным роликом 7, установленным на одной с указанным форм ующим роликом 6 оси 8, причем опорные ролики 7 смонтированы с возможностью их фрикционного взаимодействия. При этом на торцовых поверхностях валка 1 со стороны рычага 5 с формующими роликами 6 на уровне опорных роликов 7 выполнены кольцевые полости 9 соосно оси валка I. На рабочей поверхности одного из двух взаимодействующих между собой опорных роликов 7 выполнен кольцевой выступ 10, а на втором опорном ролике 7 соответственно - ответная кольцевая впадина 11.
Рабочая клеть профилегибочного стана предлагаемой конструкции работает следующим образом.
Заготовка 12, постоянно находясь в контакте с приводными валками 1 и 2, перемещается под их действием вдоль стана. При этом формующие ролики 6, установленные на смонтированном на одном из приводных валков 1 с возможностью поворота относительно вала 3 на переходной втулке 4 рычага 5, воздействуя на профилируемую заготовку 12 с внутренней, недоступной для контакта с дисковыми рабочими элементами верхнего 1 и нижнего 2 валков, стороны обеспечивают качественную отформовку мест изгиба на заданную кривизну. Упомянутые формующие ролики 6 снабжены фрикцион- но взаимодействующими между собой опорными роликами 7, а на валке 1 со стороны рычага 5 на уровне опорных роликов 7 выполнены соосные с валком 1 кольцевые полости 9. При этом опорные ролики 7 выполнены с кольцевым выступом 10 и ответной впадиной 11. Снабжение формующих роликов 6 опорными роликами 7 и установка их на одной оси 8 с упомянутыми формующими роликами 6 с возможностью фрикционного взаимодействия позволяет разгрузить оси формующих роликов от прикладываемых к ним усилий в местах их закрепления на рычаге 5, что и позволяет применять формующие ролики различной формы, например конической или сферической, для отфор- мовки профилей с полузакрытой и закрытой формой сечения, имеющих наклонные стенки и создает при этом работоспособную компактную конструкцию рабочей клети, позволяющей прикладывать необходимые формующие усилия с внутренней стороны профиля.
Выполнение на торцовых поверхностях валка 1 со стороны рычага 5 с формующими роликами 6 на уровне опорных роликов 7 кольцевых полостей 9 соосно оси валка 1 позволяет частично поместить опорные ролики 7 в кольцевые полости 9 рабочих валков и за счет этого выполнить опорные ролики 7 больщего диаметра, чем формующие ролики 6, для создания фрикционного взаимодействия между опорными роликами и одновременно создать доступ валка к полузакрытым полостям профиля со стороны формующих валков 6 и, следовательно, качественно отформовать его элементы. При этом расширяется диапазон изготавливаемых в рабочей клети профилей за счет профилей с изолированными полузакрытыми полостями, а также наклоненными стенками.
Выполнение на рабочей поверхности одного из двух взаимодействующих между собой опорных роликов 7 кольцевого выступа 10, а на втором опорном ролике 7 соответственно ответной кольцевой впадины 11 позволяет разгрузить опоры осей 8 роликов 6 от моментов сил, прикладываемых к роликам 6 со стороны профиля 12, и за счет этого создать компактную конструкцию
рабочей клети, в которой возможно с помощью конусных формующих роликов 6 отформовать наклоненные стенки профиля.
Данные опытной проверки показали, что в результате использования предлагаемой рабочей клети профилегибочного стана изготавливают профиль с наклоненными стенками короба щинопровода при минимальных энергозатратах на формовку. При этом качество изготовленных профилей удовлетво- рительно. Радиусы в местах изгиба составляют 2 + 0,5 мм, углы подгибки у полок 45 ± 1°.
Преимущества предлагаемой рабочей клети профилегибочного стана в сравнении с известной заключаются в том, что при изготов- ,
лении профилей с полузамкнутыми и замкнутыми полостями, имеющими наклоненные боковые стенки, в известной рабочей клети наблюдается недоформовка мест изгиба и невыполнение заданных углов подгибки меж- ДУ элементами профиля (отклонения радиусов изгиба от заданных на 2-4 мм, максимальные отклонения углов подгибки 4-6°)i Использование предлагаемой рабочей клети
3 1232325д
профилегибочного стана обеспечивает улуч-Применение предлагаемой рабочей клети
шение качества профилей за счет повышениядля изготовления профилей позволяет знаточности профилей (максимальные отклоне-чительно расширить сортамент изготавливаения радиусов ± 0,5 мм, углов подгибки ±1°),мых профилей за счет профилей с полузакуменьшает энергозатраты на формовку нарытыми и закрытыми полостями и наклонен15-20%. При этом конструкция рабочей нцми стенками, улучшить их качество повыклети компактна.шенной точностью.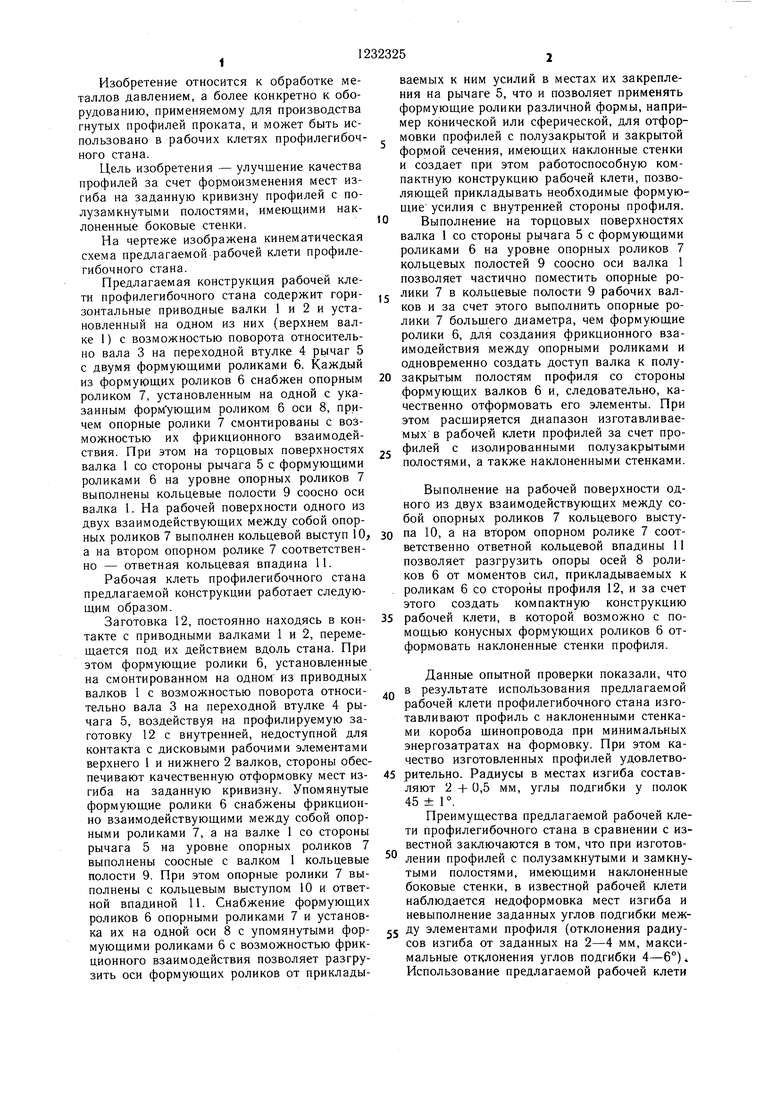
| название | год | авторы | номер документа |
|---|---|---|---|
| Валки рабочей клети многоклетьего профилегибочного стана | 1980 |
|
SU869909A1 |
| Рабочая клеть профилегибочного стана | 1979 |
|
SU893307A1 |
| Способ изготовления гнутых профилей полузакрытой формы | 1986 |
|
SU1344459A1 |
| Инструмент профилегибочного стана | 1980 |
|
SU912333A1 |
| Способ изготовления профилейзАМКНуТОгО и пОлузАМКНуТОгО СЕчЕНия | 1979 |
|
SU837466A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ПРОФИЛЕЙ ЗАМКНУТОГО И ПОЛУЗАМКНУТОГО СЕЧЕНИЙ | 1994 |
|
RU2071850C1 |
| Способ изготовления гнутых профилей | 1987 |
|
SU1466831A1 |
| Инструмент профилегибочного стана | 1987 |
|
SU1480921A2 |
| Валок рабочей клети профилегибочного стана | 1981 |
|
SU986540A1 |
| Способ изготовления полузамкнутых @ -образных профилей | 1987 |
|
SU1480919A1 |

| Рабочая клеть профилегибочного стана | 1979 |
|
SU893307A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
