Изобретение относится к обработке металлов давлением, в частное ти к оборудованию, применяемому при производстве листовых гофрированных профилей на профилегибочных станках. Известен валок рабочей клети профилегибочного стана, содержа1ций уста новленные на валу неподвижно профиль ные дисковые элементы и «иарнирно дву плечий рычаг, на котором с возможностью свободного вращения смонтирован по меньшей мере один профильный ролик С . Недостатком известного валка является то, что он применим в основном для профилей коробчатой формы. Целью изобретения является расширение диапазона изготовляемых профилей . с этой целью валок рабочей клети профилегибочного стана, содержащий установленные на валу неподвижно про фильные дисковые элементы, переходную втулку и опрагку в. виде по меньшей мере одного ролика, установленного с возможностью свободного вращения, снабжен опорным роликом, установленным на переходной втулке с возможностью вращения на валу и взаимодействия с роликом оправки, при этом последний подпружинен в направлении опорногр ролика. На фиг.1 изображен валок рабочей клети, продольный разрез; на фиг.2разрез А-А на фиг.1. На валу 1 с помощью- шпонки 2 и , дистанционных втулок 3 жеЬтко закреплены профильные дисковые элементы 4 и переходная втулка 5, на которой шарнирно на подшипниках 6 установлен двуплечий рычаг 7 На переходной втулке 5 установлен с возможностью вращения на подшипниках ;8 опорный ролик Э, На двуплечем рычаге 7 с возможностью с вободного вращения на подшипниках 10 установлен профильный
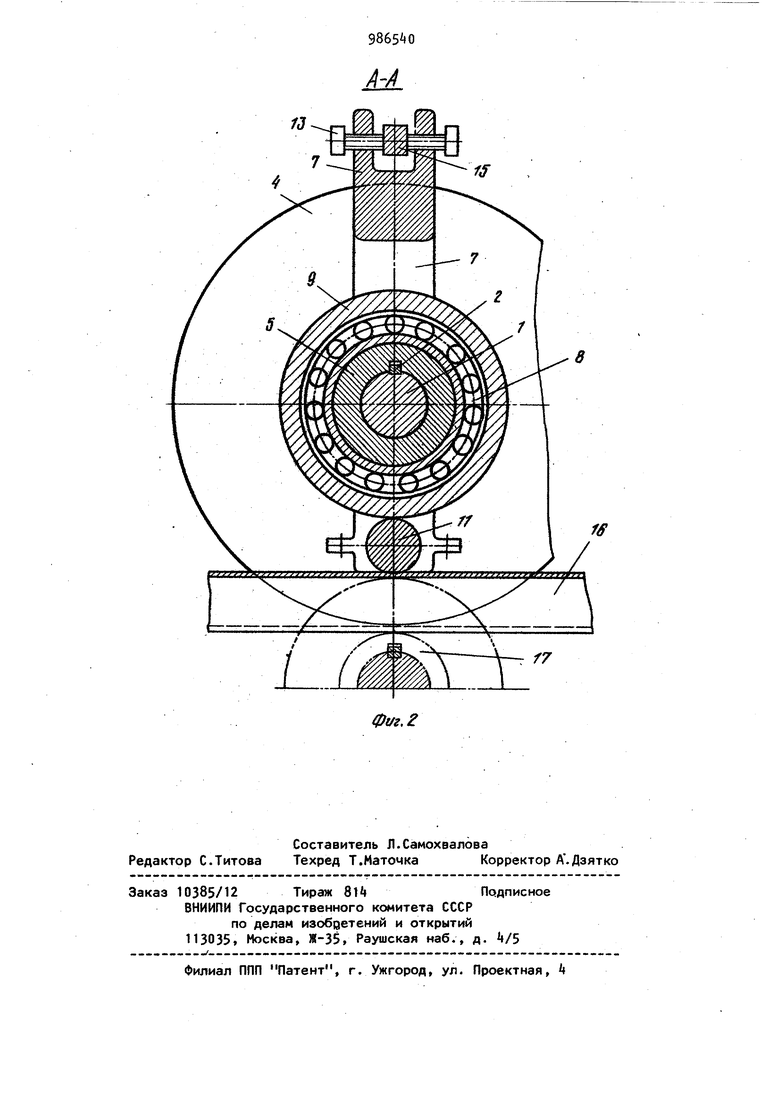
ролик 11, который подпрухв нен пружи нами 12 в направлении опорного ролика 9 Фиксация рычага 7 от проворота в установочном положении обеспечивается установочными болтами 13 ртносительно жестко закрепленной в станине клети И тяги 15. Профиль 16
(формуется в калибре, образованном профильными дисковыми элементами Ц, формующим роликом 11 на двуплечем рычаге 7 верхнего валка и профильными дисковыми элементами 17 нижнего валка.
Изготовление профиля в валках про изводится следующим образом.
Профиль 1б, постоянно находясь в контакте с приводными профильными дисковыми элементами , закрепленными на валу 1 верхнего валка с помощью шпонки 2 и дистанционных втулок 3, а также с -приводными профильными элементами 17 нижнего валка, перемещается под их действием вдоль стана. При этом закрепленный на двуплечем рычаге 7 в подшипниках 8 профильный ролик 11 участвует в формообразовании профиля и, опираясь на опорный ролик 9, позволяет создавать в калибре заданное усилие формовки. Это усилие передается от рабочего вала 1 через переходную втулку 5, подшипник 8, опорный 9 и профильный 11 ролики на профиль 1б. При этом установленный шарнирно на подшипниках 6 на рабочем валу 1 двуплечий рычаг 7 на одном плече которого установлен профильный ролик 11, с помощью второго нлеча зафиксирован относительно тяги 15 жестко связанной со станиной установочными бол теми 13. С помощью этих болтов профильный ролик 11 может быть повернут на рычаге 7 относительно вала 1 и смещен из осевой плоскости валков.
Взаимодействие установленного на двуплечем рычаге профильного ролика с опорным роликом позволяет разгрузить оси профильного.ролика и подшипники двуплечего рычага, созг
дать компактную конструкцию и обеспечить доступ профильного ролика практически на любой участок калибра валков. Это позволяет расширить технологические возможности валка
865Ю4
и применять валки для изготовления профилей широкого сортамента, в том числе с отбортовками, гофрами и друг
, гих, а также для предупреждения про1$ дольного изгиба профилей.
Использование предлагаемого изобретения позволяет расширить сортамент изготавливаемых профилей за счет профилей открытой формы, улуч10 шить их качество за счет устранения продольного изгиба и скручивания профилей.
Кроме того, применение предлагаемого изобретения позволяет снизить
15 трудоемкость настройки валков и стана за счет смещения неприводных профильных дисковых элементов на двуплечем рычаге из осевой плоскости валков. Использование предлагаемого изоб20 ретения при изготовлении прси1 илей позволит организовать промышленное производство гнутых профилей для теплицы.
Экономический эффект будет полу25 чен за счет отформовки гофров на стенках и увеличения при это несущей способности профилей при снижении их металлоемкости на 20-25, улучшения качества профилей и снижения
зд трудозатрат в .эксплуатации.
Формула изобретения
Валок рабочей клети профилегибочного стана, содержащий установленные на валу неподвижно профильные дисковые элементы, переходную втулку и смонтированную нв рычаге оправку в виде по меньшей мере одного ролика, установленного с возможностью свободного вращения, отли чающий с я тем, что, с целью расширения диапазона изготовляемых профилей, валок снабжен опорным роликом, установленным на переходной втулке с возможностью вращения относительно вала и взаимодействия с роликом опраки, при этом последний подпружинен в направлении опорного ролика. Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР по заявке № 2820668/25-27, кл. В 21 5/06, 17.09.79 (прототип).
фиг.1
13
м.
в
Фш,г
| название | год | авторы | номер документа |
|---|---|---|---|
| Валок рабочей клети профилегибочного стана | 1982 |
|
SU1139535A1 |
| Валок рабочей клети профилегибочного стана | 1982 |
|
SU1058670A1 |
| Валок рабочей клети профилегибочного стана | 1981 |
|
SU1009561A1 |
| Составной валок рабочей клети профилегибочного стана | 1983 |
|
SU1115827A1 |
| Валок рабочей клети | 1979 |
|
SU854503A2 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН ДЛЯ ИЗГОТОВЛЕНИЯ ГНУТЫХ ПРОФИЛЕЙ ПЕРЕМЕННОГО ПО ДЛИНЕ СЕЧЕНИЯ | 1989 |
|
SU1725475A1 |
| Валок рабочей клетки профилегибочного стана | 1982 |
|
SU1077680A1 |
| Универсальный профилегибочный агрегат | 1988 |
|
SU1532122A1 |
| Рабочая клеть профилегибочного стана | 1979 |
|
SU893307A1 |
| Валок рабочей клети профилегибочного стана | 1982 |
|
SU1072949A1 |