Изобретение относится к обработке металлов давлением и предназначено для использования преимущественно при изготовлении гнутых профилей полузакрытой формы с гофром на стенке на профилегибочных станах.
Цель изобретения - повышение точности геометрических размеров гнутых профилей полузакрытой формы с гофром на стенке.
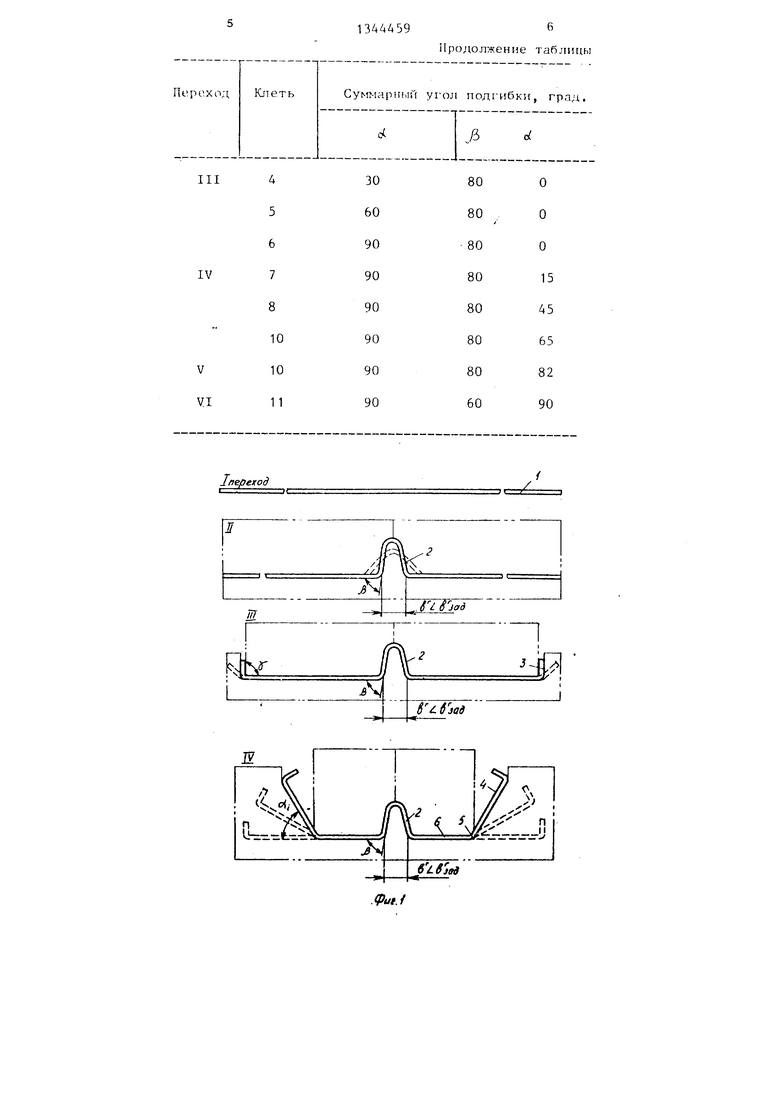
На фиг. 1 показана схема формообразования профиля полузакрытой формы в первых характерных переходахJ на фиг. 2 - то же, в последних характерных переходах, на фиг. 3 - узел I на фиг. 2,
При изготовлении из стальной заготовки профиля полузакрытой формы с гофром на стенке после задающей клети - переход I на полосовой заготовке I во 11-ом характерном переходе (в 2-х рабочих клетях стана) отформовывают гофр с меньшей в сравнении с заданной шириной основания (Ь ) за счет подгибки боковых стенок гофра 2 на больший в сравнении с заданным угол (л / ) Затем в III характерном переходе (в 3-х рабочих клетях) подгибают полки 3 профиля, постепенно увеличивая суммарный угол подгибки г, а в IV переходе (в 3-х рабочих клетях) подгибают боковые станки А профиля с формовкой мест сопряжения 5 (мест изгиба) боковых стенок А со стенкой 6 профиля подгибкой при непосредственном воздействии на эти места сопряжения элементов верхних валков.
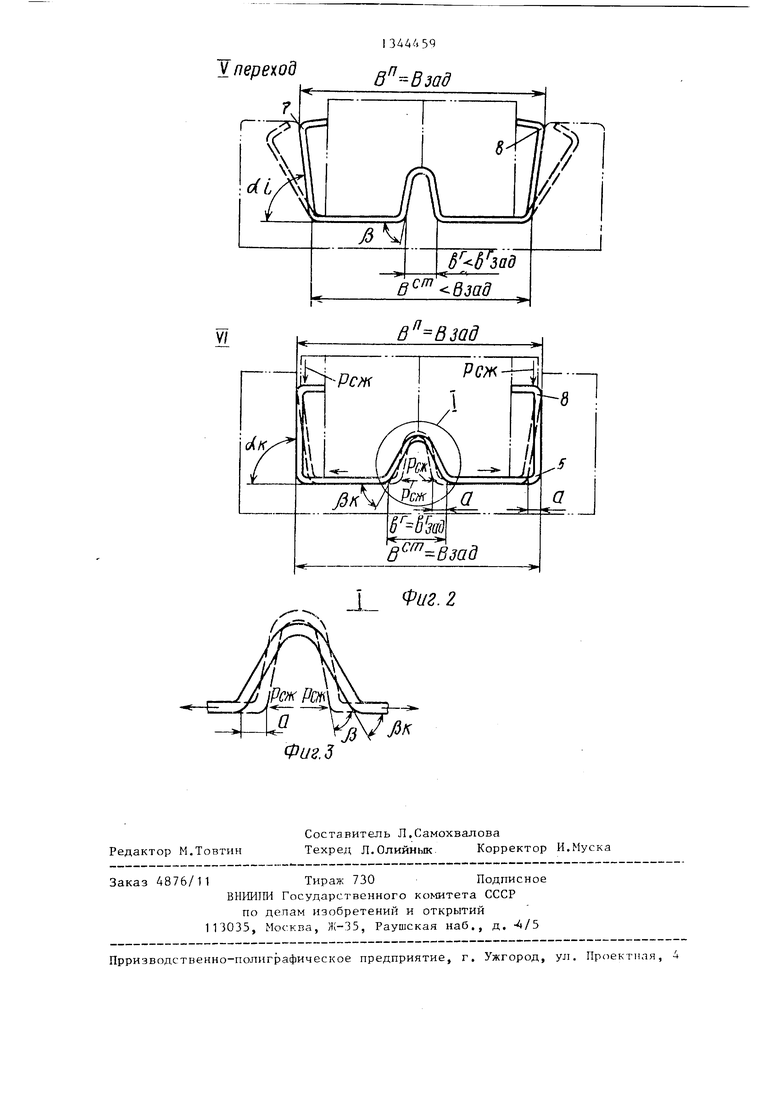
В характерном переходе V подгибают боковые стенки 4 профиля до достижения ширины П15офиля на уровне полок 3 заданной на готовом профиле (В Bjo). При этом вследствие перекрытия полками 3 мест сопряжения эти мес-га сопряжения формуются за счет свободной подгибки боковых стенок 4 и сжимающих усилий () прикладываемых со стороны верхнего валка через боковые стенки 4. В связи с тем, что ширина основания гофра меньше заданной (Ь i ) пшрина профиля на уровне стенки в переходе меньше заданной (В Bj ) .
Кроме создания условий приложения вдоль стенки профиля 6 сжимающих усилий, направленных на формообразование мест сопряжения 5, это способ
ствует стабильному формообразованию профиля в валках.
В характерном переходе V разгибают боковые стенки гофра 2, уменьшая угол подгибки до /5п ,н увеличивают за счет этого ширину основания гофра до заданной (Ь Ь ). При этом сохраняют достигнутую в предьщущем переходе ширину профиля на уровне полок 3 (в В, ), что позволяет использовать места сопряжения 7 (полок 3 с боковыми стенками 4), вследствие из неизменного положения, в качестве опорных поверхностей при подгибке боковых стенок 4 до заданного угла d . При этом изгибающий момент создается за счет усилий, развиваемых при принудительном расширении основания гофра. Эти усилия, направленные вдоль стенки гофра по отношению к местам сопряжения 8 сжимающими и формующими их.Эти сжимаю- усилия в совокупности с сжимающими усилиями со стороны верхних валков способствуют отформовке мест сопряжения 8 на заданную кривизну (R gf ). При этом каждое из этих усилий не вызывает потери плоской формы прямолинейных элементов профиля 4 и Ь, так как не превьш1ает допускаемых. Все это позволяет изготовить профили требуемой формы.
Описанный способ может быть реализован при формообразовании профилей в валках профилегибочного стана и не требует специальных устройств для его реализа1.1;ии.
По разработанной на основе изобретения технологии на профилегибоч- ном стане (2 - 6) х (50 - 500) мм изготавливали С-образный профиль 300 X ВО X 25 X 4 мм с гофром на стенке, при высоте гофра, равной
30 мм. Профиль формовали непрерывным способом по режиму, приведенному в таблице 1.
50
Ширина основания предварительно отформованного гофра (в характерных переходах II-V или рабочих клетях 3-10) меньше заданной на 14 мм, соответственно и ширина профиля на уровне стенки в предпоследней клети gg (характерньш переход VI или 10-ая рабочая клеть) меньше заданной на 14 мм.
Для получения готового профиля согласно изобретению потребовалось
11 переходов (11 рабочих клетей). У изготовленных профилей внутренний радиус изгиба мест сопряжения стенки с боковыми стенками не превышал Ro,. 5 мм при R
ЗЯА
ew ММ, ширина профиля на уровне стенки В 300+1,0 мм угол подгибки боковых стенок с/ 90+30 , что находится в пределах допусков, определяемых техническими условиями на поставку профилей. Кри- волинейности прямолинейных элементов профиля не наблюдалось.
Согласно расчетным данным и опытной проверке на стане (2 - 6) х (50 - 500) мм предлагаемый способ изготовления гнутых профилей полузакрытой формы в сравнении с известным обеспечивает улучшение качества профилей за счет повьш ения точности геометрических размеров его: радиус кривизны мест сопряжения стенки с боковой стенкой на готовых профилях . не превышал 5 мм (R g, 5 мм) при заданном R 6 мм, угол подгибки боковой стенки о 90° + ЗО , ширина профиля на уровне стенки В 300 + +1,0 мм, в то время, как при изготовлении подобных профилей по известному способу имели место: R 7,5 мм, с( 90 ± 2, ширина на уровне стенки В 300 + 5 мм, криво- линейность полок, боковых стенок и участков стенки профиля. Кроме того, снижается количество технологических переходов на 20% за счет обеспечения возможности применения жестких режимов: так изготовление С-образного профиля 300 X 80 X 25 X 4 мм по предлагаемому способу, как указывалось Bbmie, осуществляли в 10-и рабоРежим формовки элементов С-образного профиля 300x80x25x4
I1
II2 3
0
44А59 . чих клетях профилегибочного стана (2 - 6) - (50 - 500) мм, в то время как для изготовления подобных профилей по извecтнo ry способу, необходимо не менее 15 рабочих клетей.
Применение изобре1ения в технологии изготовления гнутых профилей полузакрытой формы с гофром на стен- Q ке позволило расширить сортамент таких профилей, применяемых в строительстве, производство которых не было освоено из-за технологических трудностей.
15 -Формула изобретения
Способ изготовления гнутых профилей полузакрытой формы путем последовательной по переходам подгибки элементов профиля в валках, при котором окончательную подгибку боковых стенок осуществляют при воздействии на них через смежные элементы, о т- 5 л и ч а ю щ и и с я тем, что, с целью повышения точности геометрических размеров профиля с гофром на стенке, первоначально формообразутот профиль с заданной габаритной шириной на уровне полок и стенкой зауженной ширины за счет отформовки гофра с меньшей шириной основания и увеличенной высотой, а окончательную подгибку боковых стенок профиля до заданной формы и увеличение ширины основания гофра до требуемой на готовом профиле величины производят путем разгибания боковых стенок гофров со смещением смежных с гофром участков стенки при сохранении ширины профиля на уровне полок.
0
5
0
О О О
О О 45 О 80 О
Inepexod
1
/77
Pk:
.( iS jad
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления гнутых профилей | 1987 |
|
SU1466831A1 |
| Способ изготовления гнутых С-образных профилей | 1989 |
|
SU1634348A1 |
| Способ изготовления коробчатых профилей с продольным гофром на горизонтальной стенке | 1990 |
|
SU1731349A1 |
| Способ изготовления гнутых тонкостенных профилей | 1990 |
|
SU1754266A1 |
| Способ изготовления замкнутых сварных гнутых профилей с гофрами на боковых стенках | 1988 |
|
SU1579603A1 |
| СПОСОБ ДОКТОРОВА М.Е. И ПУНИНА В.И. ИЗГОТОВЛЕНИЯ ГНУТЫХ ЗАМКНУТЫХ ПРОФИЛЕЙ | 1998 |
|
RU2137566C1 |
| Валки рабочей клети многоклетьего профилегибочного стана | 1980 |
|
SU869909A1 |
| Способ изготовления коробчатых профилей | 1987 |
|
SU1407615A1 |
| СПОСОБ М.Е. ДОКТОРОВА ИЗГОТОВЛЕНИЯ ГНУТЫХ ГОФРИРОВАННЫХ ПРОФИЛЕЙ С ДОПОЛНИТЕЛЬНЫМИ ГОФРАМИ НА ГОРИЗОНТАЛЬНЫХ СТЕНКАХ ОСНОВНЫХ ГОФРОВ И НА ГОРИЗОНТАЛЬНЫХ МЕЖГОФРОВЫХ УЧАСТКАХ | 1992 |
|
RU2048226C1 |
| Способ производства гофрированных профилей | 1986 |
|
SU1344457A1 |
Изобретение относится к обработке металлов давлением и предназначено для использования преимущественно при изготовлении гнутых профилей полузакрытой формы с гофром на стенке на профилегибочных станах. Целью изобретения является повышение точности геометрических размеров профилей. Согласно изобретению первоначально на заготовке формуют гофр с шириной . основания меньше заданной на готовом профиле. Затем подгибают полки профиля и боковые стенки с формовкой мест сопряжения боковых стенок со стенкой профиля. Подгибку боковых стенок производят до достижения ширины профиля на уровне полок, заданной на готовом профиле, и шириной стенки меньше заданной. Затем разгибают боковые стенки гофра, увеличивая до заданной величины ширину основания гофра и осуществляя при этом смещение смежных с гофром участков стенки и сЭдновременную подгибку боковых стенок до заданной формы профиля . Для получения готового профиля потребовалось 11 переходов. Сохранение ширины профиля на уровне полок позволяет использовать места сопряжения полок и боковых стенок в качестве опорных поверхностей при окончательной подгибке боковых стенок. 3 ил.,1 табл. с (Л СА:) 4 СЛ со
I
перекод
В --Взод
С
V/
зад
Фие.З
j Фиг. г
Редактор М.Товтин
Составитель Л.Самохвалова
Техред Л.Олийнык Корректор И.Муска
Заказ 4876/11Тираж 730Подписное
ВНИИ1Ш Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.
Прризводственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, Д
| Авторское свидетельство СССР № 916017, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
