Изобретение относится к обработке металлов давлением и предназначено для использования преимущественно при изготовлении-гнутых профилей полузакрытой формы на профилегибочных станах.
Целью изобретения является повышение качества профилей за счет стабилизации расстояния между полками. ..
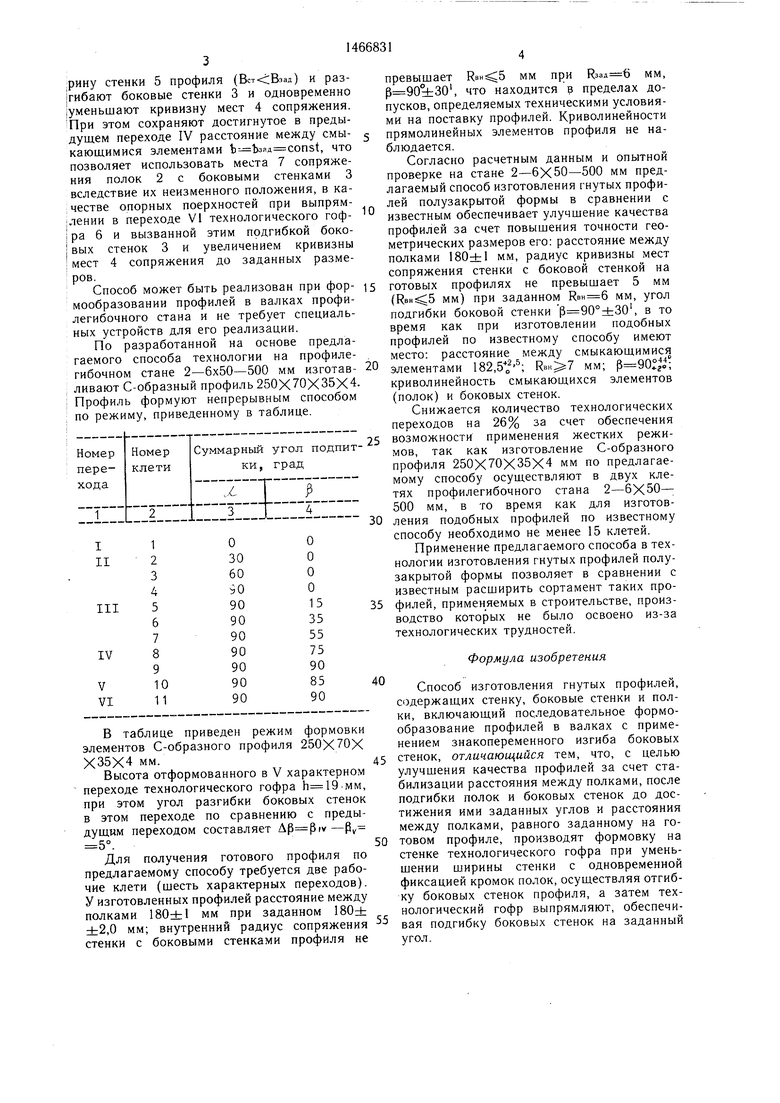
На фиг. 1 показана схема формообразования гнутого профиля полузакрытой формы в первых характерных переходах; на фиг. 2 - схема формообразования гнутого профиля полузакрытой формы в последних характерных переходах.
При изготовлении из стальной заготовки профиля полузакрытой формы после задающей клети - переход I на полосовой заготовке 1 во II характерном переходе (в трех рабочих клетях) подгибают полки 2 профиля, увеличивая суммарный угол подгибки ос, а в III переходе (в трех рабочих клетях) подгибают боковые стенки 3 с формовкой мест 4 сопряжения (мест изгиба) боковых стенок 3 со стенкой 5 при непосредственном воздействии на эти места 4 сопряжения элементов верхних валков.
В характерном IV переходе (фиг. 1) подги бают боковые стенки 3 профиля на заданные углы до достижения расстояния между полками 2 равного заданному (..,л). При этом вследствие перекрытия полками 2 мест 4 сопряжения последние формуются за счет свободной подгибки боковых стенок 3 и сжимающих усилий (Рсж), прикладываемых со стороны верхнего валка через боковые стенки 3.
В характерном V переходе на стенке 5 профиля отформовывают технологический гофр 6 и за счет этого уменьшают ши
О5
00 со
рину стенки 5 профиля (Вст ;Вэад) и раз- 1гибают боковые стенки 3 и одновременно |уменьшают кривизну мест 4 сопряжения. При этом сохраняют достигнутое в предыпревышает мм при мм, p 90V30 , что находится в пределах допусков, определяемых техническими условиями на поставку профилей. Криволинейности
д /щем переходе IV расстояние между омы- 5 прямолинейных элементов профиля не на кающимися элементами )3 A const, что блюдается. позволяет использовать места 7 сопряжения полок 2 с боковыми стенками 3
вследствие их неизменного положения, в каСогласно расчетным данным и опытной проверке на стане 2-6X50-500 мм предлагаемый способ изготовления гнутых профиГВИс ИХ НсИ,эМСг1пи1 и llUJIU/T v-nri/i, iJ .лыд . . .
честве опорных поерхностей при выпрям-лей полузакрытой формы в сравнении с
пении в переходе VI технологического гоф- 1°известным обеспечивает улучшение качества
ра 6 и вызванной этим подгибкой боко-профилей за счет повышения точности гео вых стенок 3 и увеличением кривизныметрических размеров его: расстояние между
4 сопряжения до заданных разме-полками 180±1 мм, радиус кривизны мест
мест 4 сопряжении дсопряжения стенки с боковой стенкой на
: Способ может быть реализован при фор- 15готовых профилях не превышает 5 мм
мообразовании профилей в валках профи-(К. мм) при заданном мм, угол
легибочного стана и не требует специаль-подгибки боковой стенки ±60 , в то
нь1х устройств для его реализации.время как при изготовлении подобных
По разработанной на основе предла-профилей по известному способу имеют
гаемого способа технологии на профиле-место: Расстояние между смыкающимися
гибочном стане 2-6x50-500 мм изготав- 20элементами 182,5„ ; мм, р-Уи.,
ливаютС-образный профиль 250X70X35X4.криволинейность смыкающихся элементов
ПРОФИЛЬ формуют непрерывным способом(полок) и боковых стенок.
., „ де„ио„7. ..,ся --- °c oS:S-:
25 возможности применения жестких режимов так как изготовление С-образного профиля 250X70X35X4 мм по предлагаемому способу осуществляют в двух клетях профилегибочного стана 2-6X50- 500 мм, в то время как для изготов30 ления подобных профилей по известному способу необходимо не менее 15 клетей.
Применение предлагаемого способа в технологии изготовления гнутых профилей полузакрытой формы позволяет в сравнении с известным расширить сортамент таких про35 филей, примен яемых в строительстве, производство которых не было освоено из-за технологических трудностей.
IV890Формула изобретения
V10908540 Способ изготовления гнутых профилей,
VI11 90 90содержащих стенку, боковые стенки и пол- . ки, включающий последовательное формоВ таблице приведен режим формовкиобразование профилей в валках с примеэлементов С-образного профиля 250Х70Хнением знакопеременного изгиба боковь1х
V4SV4 мм45 стенок, отличающийся тем, что, с целью
Высота отформованного в V характерномулучшения качества профилей за счет ста
переходе технологического гофра .мм,билизации расстояния между полками, после
пои этом угол разгибки боковых стенокподгибки полок и боковых стенок до досв этом переходе по сравнению с преды-тижения ими заданных углов и расстояния
дущим переходом составляет .-р,между полками, равного заданному на го
2lgo50 товом профиле, производят формовку на
Для получения готового профиля постенке технологического гофра при умень
предлагаемому способу требуется две рабо-шении ширины стенки с одновременной
чЕекле и (шесть характерных переходов).фиксацией кромок полок, осуществляя отгибУ изготовленных профилей расстояние междуку боковых стенок профиля, а затем техполками 180+1 мм при заданном 180±„ нологический гофр выпрямляют, обеспечи±2,0 мм; внТгренний радиус сопряжения55 вая подгибку боковых стенок на заданный
стенки с боковыми стенками профиля неугол.
I
II
III
1
2
3
4
5
6
7
8
9
10
О
30
60
90
90
90
90
90
90
90
О
О
О
О
15
35
55
75
90
85
превышает мм при мм, p 90V30 , что находится в пределах допусков, определяемых техническими условиями на поставку профилей. Криволинейности
прямолинейных элементов профиля не на блюдается.
прямолинейных элементов профиля не на блюдается.
Согласно расчетным данным и опытной проверке на стане 2-6X50-500 мм предлагаемый способ изготовления гнутых профи.лыд . . .
лей полузакрытой формы в сравнении с
I nepewd
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления гнутых профилей полузакрытой формы | 1986 |
|
SU1344459A1 |
| Способ изготовления гнутых С-образных профилей | 1989 |
|
SU1634348A1 |
| Способ изготовления гнутых тонкостенных профилей | 1990 |
|
SU1754266A1 |
| Способ изготовления гнутых профилей проката | 1976 |
|
SU603180A1 |
| Способ изготовления замкнутых сварных гнутых профилей с гофрами на боковых стенках | 1988 |
|
SU1579603A1 |
| Способ изготовления коробчатых профилей с продольным гофром на горизонтальной стенке | 1990 |
|
SU1731349A1 |
| СПОСОБ ДОКТОРОВА М.Е. И ПУНИНА В.И. ИЗГОТОВЛЕНИЯ ГНУТЫХ ЗАМКНУТЫХ ПРОФИЛЕЙ | 1998 |
|
RU2137566C1 |
| Способ изготовления коробчатых профилей | 1987 |
|
SU1407615A1 |
| Валки рабочей клети многоклетьего профилегибочного стана | 1980 |
|
SU869909A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ПРОФИЛЕЙ С ГОФРАМИ ЖЕСТКОСТИ В ДОННОЙ ЧАСТИ | 2001 |
|
RU2220802C2 |


Изобретение относится к обработке металлов давлением и предназначено для использования преимущественно при изготовлении гнутых профилей полузакрытой формы на профилегибочных станах. Цель изобретения - улучшение качества профилей за счет стабилизации расстояния между полками. На первых переходах подгибают полки профиля, затем боковые стенки до заданных углов подгибки и заданного на готовом профиле расстояния между кромками полок. На стенке профиля формуют технологический гофр, уменьшая ширину стенки, и разгибают за счет этого боковые стенки при одновременной фиксации кромок. При последующем выпрямлении технологического гофра подгибают боковые стенки до заданного на готовом профиле положения. Способ позволяет повысить точность геометрических размеров профилей за счет обеспечения заданного расстояния между полками. 1 табл., 2 ил
(Риг.1
1 переход
Ц переход
| Авторское свидетельство СССР № 916017, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
