«
Изобретение относится к металлур- гии и предназначено для непрерывной отливки тонкостенных труб.
Цель изобретения - повьшение стабильности литья и увеличение производительности машины.
На фиг, 1 изображена затравка с частично срезанной торцовой поверхностью, продольное сечениеJ на фиг.2 то же, с полностью срезанной торцовой поверхностью, продольное сечение; на фиг, 3 - устройство для непрерывного литья тонкостенных труб.
Затравка содержит стенки 1, на торцовой поверхности 2 которых вьтол нен срез 3. Отношение площади среза 3 к площади поперечного сечения стенок 1 составляет 0,6-6,0.
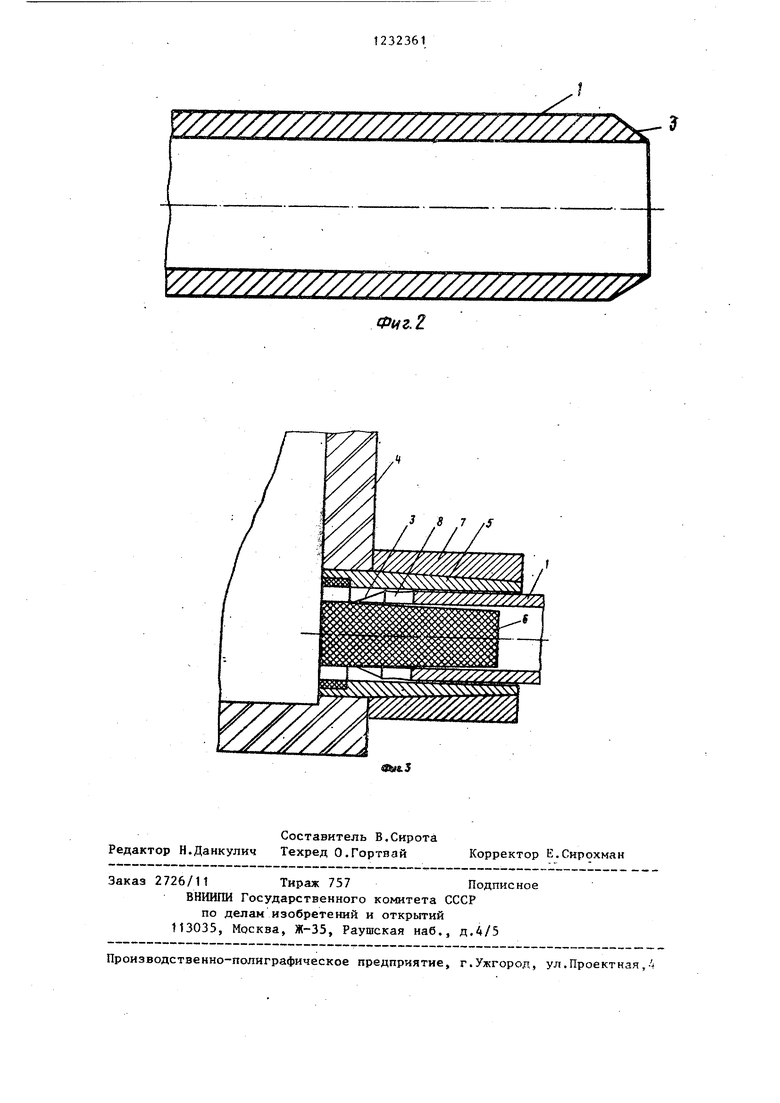
Затравку устанавливают в устройство для непрерывного литья тонкостенных труб (фиг. 2), содержащее металлоприемник 4 и кристаллизатор, состоящий из графитовой втулки 5, в которую вставлен дорн 6, и медной рубашки 7. Позицией 8 показан фигурный паз в стенке 1 затравки.
Несмотря на то, что выполнение среза указанной площади увеличивает поверхность затравки, контактирую- щей с жидким металлом, эта поверхность дальше удалена от подводява1х каналов дерна чем в случае, когда затравка не имеет среза. Поэтому охлаждаемый ею металл находится дальше от подводящих каналов дерна и; следовательно, меньше охлаждает в них жидкий металл. Кроме того, выполнение среза позволяет значительно уменьнмть массу торцовой части затравки, наиболее близко расположенной к подводяоф м каналам дорна, уменьшить благодаря этому ее охлаж- данлдую способность, уменьшить охлаждение жидкого металла перед затравкой и в каналах дорна и повысить благодаря этому стабильность непрерывной отливки тонкостенных труб.
Покрытие теплоизоляционным слоем торцовой стенки затравки и поверхности среза позволяет еще больше уменьшить ее охлаждающее действие, уменьшить охлаждение жидкого метал323612
ла перед ней и повысить благодаря этому стабильность процесса литья. Этот слой может быть выполнен, например, в виде листа асбеста, при5 клеенного к затравке.
Выбор граничных параметров обусловлен тем, что если отношение площади среза к площади поперечного сечения затравки меньше 0,6, то уве 0 личивается масса торцовой части затравки, следовательно, увеличивается вероятность затвердевания металла в подводяпщх каналах дорна fi прекращения вследствие этого процесса ли15 тья.
Если отношение указанных поверхностей больше 6,0, то передняя часть затравки перегревается, что приводит к ее разгару.
20 Использование затравки для отливки тонкостенных труб производится следующим образом.
После сборки машины непрерывного литья, перед началом нагрева метал25 лоприемника, на торцовую поверхность 2 затравки и на поверхность среза 3 наносится теплойзолирукяций слой,после чего затравка вводится в кристаллизатор на заданную глубину. Б про30 цессе разогрева металлоприемника одновременно сушится и разогревается теплоизолядаонный слой с затравкой. Перед началом отливки труб заливается металл в металлоприемник, сле35 довательно, и в кристаллизатор, и, после соответствующей вьщержки, начинается вытягивание заготовки. При этом теплоизоляционный слой, нанесенный на переднюю часть затравки,
40 .уменьшает ее охлаждающую способность и одновременно предохраняет от чрезмерного нагрева, т.е. от разгара. Вследствие этого металл в подводящих каналах дорна не затвердевает, что
., обеспечивает стабильность процесса отливки труб.
Изобретение позволяет повысить стабильность процесса литья на 50%, „. уменьшить трудоемкость работ ( - на 30%) и повысить производительность машин на 10%.
V/////////7//////////7////2 Z 7
У///////////7/////У/
Фиг.2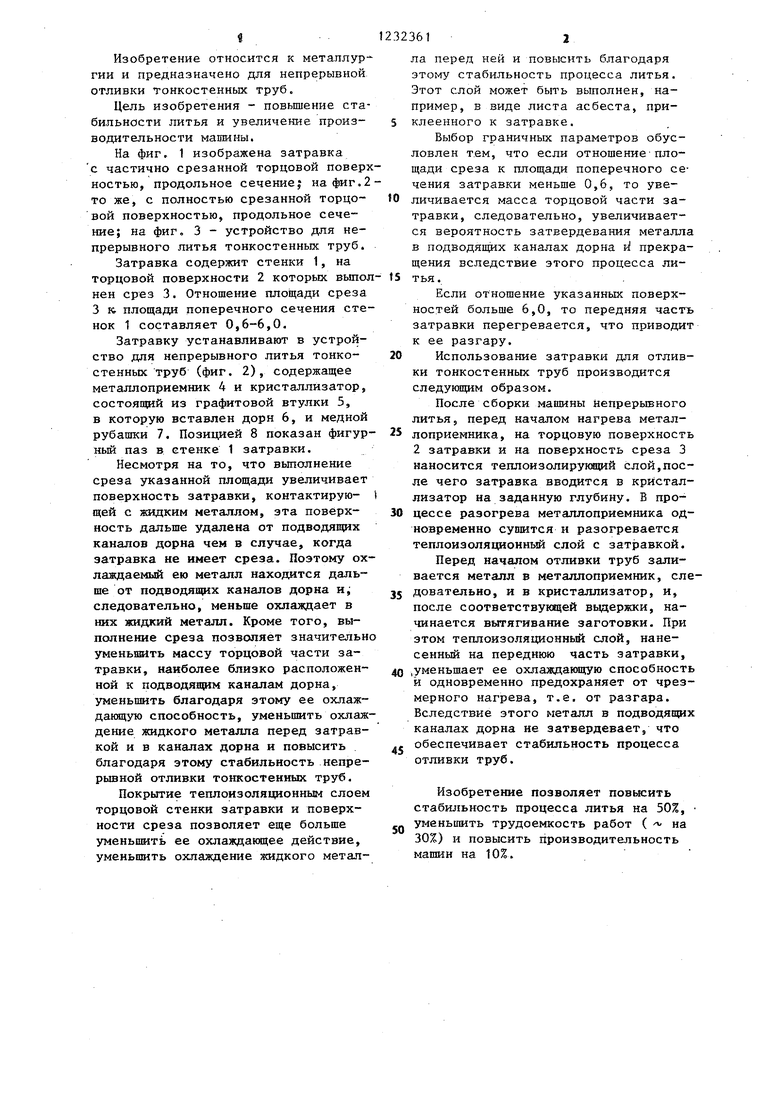
| название | год | авторы | номер документа |
|---|---|---|---|
| Кристаллизатор для непрерывного литья полых заготовок | 1981 |
|
SU950490A1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ ПОЛЫХ СЛИТКОВ | 1993 |
|
RU2089337C1 |
| УСТРОЙСТВО ДЛЯ ГОРИЗОНТАЛЬНОГО НЕПРЕРЫВНОГО ЛИТЬЯ ПОЛЫХ ЗАГОТОВОК ИЗ ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ | 1991 |
|
RU2006337C1 |
| Способ непрерывного горизонтального литья полых слитков | 1982 |
|
SU1080918A1 |
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ВЕРТИКАЛЬНОГО ЛИТЬЯ ТРУБНЫХ ЗАГОТОВОК | 2002 |
|
RU2211745C1 |
| Устройство для горизонтального непрерывного литья круглых полых заготовок | 1989 |
|
SU1668020A1 |
| КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ ПОЛЫХ ЗАГОТОВОК | 1999 |
|
RU2173603C2 |
| Установка для горизонтального непрерывного литья чугуна | 1983 |
|
SU1109247A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЛИТЬЯ В ФОРМУ-КРИСТАЛЛИЗАТОР | 2013 |
|
RU2541267C2 |
| КРИСТАЛЛИЗАТОР ДЛЯ ГОРИЗОНТАЛЬНОГО НЕПРЕРЫВНОГО ЛИТЬЯ ПОЛЫХ ЗАГОТОВОК (ВАРИАНТЫ) | 1997 |
|
RU2118227C1 |

Составитель В.Сирота Редактор Н.Данкулич Техред О.Гортнай
Заказ 2726/11 Тираж 757Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная,ч
Корректор Е.Сирохман
| Патент США № 3587716, кл | |||
| Способ получения суррогата олифы | 1922 |
|
SU164A1 |
| Кинематографический аппарат | 1923 |
|
SU1970A1 |
| Германн Э | |||
| Непрерьшное литье | |||
| - М.: Металлургиздат, 1961, с | |||
| Способ укрепления электродов в катодных лампах | 1923 |
|
SU411A1 |
| Способ разделения смесей этиленовых и полиэтиленовых углеводородов | 1923 |
|
SU1239A1 |
| й y///////////Z /// | |||
