Изобретение относится к металлургии, конкретнее к устройству горизонтального непрерывного литья круглых полых заготовок.
Цель изобретения - повышение стабильности процесса литья.
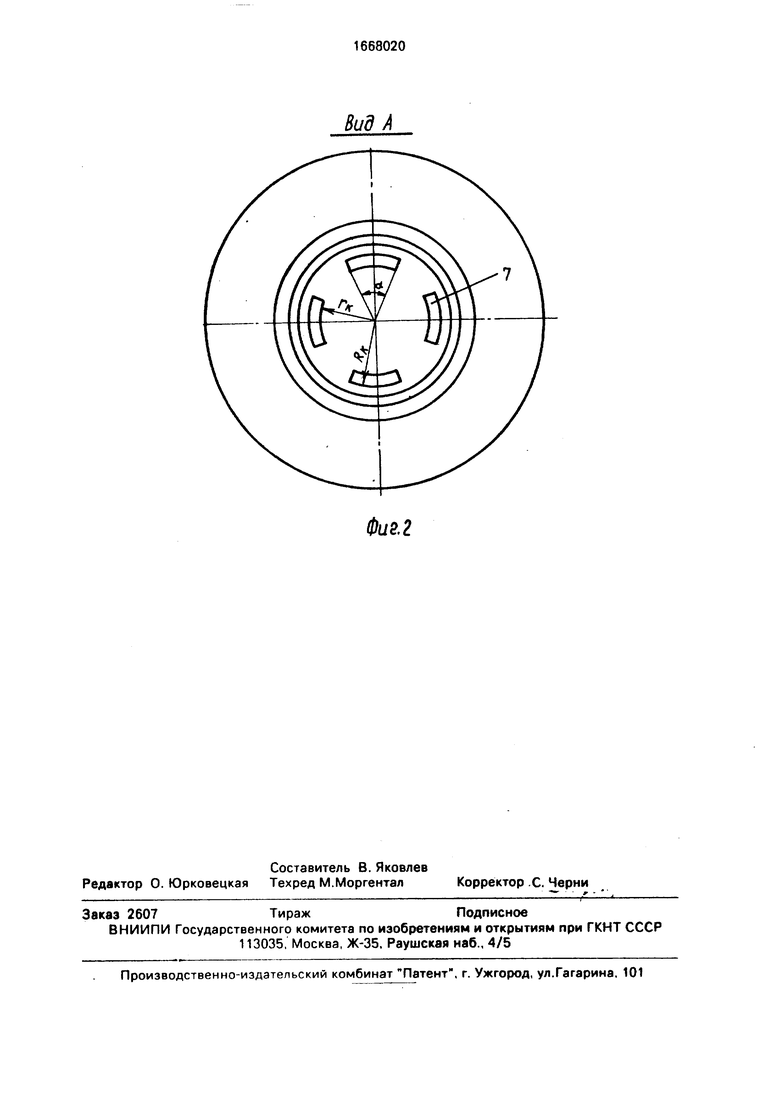
На фиг. 1 изображено устройство для горизонтального непрерывного литья круглых полых заготовок, общий вид; на фиг. 2 - вид А на фиг. 1.
Устройство содержит охлаждаемую рубашку 1, графитовую втулку 2, графитовый дорн 3 с рабочей поверхностью конической формы и фигурными каналами А для подачи расплава, полую затравку 5, установленную соосно с дорном и расположенную между втулкой и дорном, прокладку 6 из теплоизоляционного материала между дорном и затравкой и слой из гаэообразующего материала 7 между затравкой и втулкой, причем дорн установлен асимметрично относительно втулки, а внутренний радиус г затравки определяют по зависимости
г гд - (Ko-V К2 К1 )2-tga + КЛ , где гд - радиус дорна. м;
К0 - эмпирический коэффициент, рав- 3,034RBctg« .
п+Д;
ный
эмпирический коэффициент, рав«-
а - угол прямой конусности рабочей поверхности дорна, град.;
К - эмпирический коэффициент, равный 1,2 ... 1,3;
Л- толщина прокладки из теплоизоляционного материала, м;
Гц и RK - внутренний и наружный радиусы каналов для подачи расплава, м;
RB - внутренний радиус цилиндрической втулки, м;
п - число каналов для подачи расплава; центральный угол канала, град.
Дорн 3 имеет головку 8 цилиндрической формы, а каналы 4 расположены в головке симметрично. Втулка 2 снабжена кольцевой выточкой для размещения в ней головки 9 дорна.
Ось дорна смещена вверх относительно оси втулки на величину Ah с целью уменьшения разностенности полых заготовок при литье на максимальных скоростях. Водоох- лаждаемая рубашка 1 включает гильзу 9 с конусной внутренней поверхностью, кожух 10, крышку 11, патрубки 12 для подвода и отвода воды и фланец 13 для крепления рубашки к металлоприемнику (не показано). Гильза 9 выполняется из меди или латуни,
фланец 13 - из меди, остальные детали - из стали.
Устройство работает следующим образом.
После изготовления дорна 3 и каналов 4
в его головке 8 рабочая поверхность дорна покрывается прокладкой 6 из теплоизоляционного материала. Дорн устанавливается по плотной посадке в кольцевую вытачку
втулки 2. Затем устройство монтируется на лобовой стенке металлоприемника. Затравка 5, покрытая с наружной стороны слоем газообразующего материала 7, вводится в кристаллизатор до упора в коническую поверхность дорна. При запуске устройства расплав заполняет каналы 4 и полость кристаллизатора, а также пазы затравки, затвердевает в пазах и вблизи них.
Затем выполняется центровка вытягивающей штанги, во время которой холодный дорн прогревается. После включения привода устройства на рабочий ход сформировавшаяся полая заготовка циклически вытягивается из кристаллизатора, а в его полость через литейные каналы поступают свежие порции расплава. Через 2-4 цикла прокладка 6 разрушается и уносится заготовкой.В дальнейшем расплав поступает непосредственно на нагретую рабочую поверхность дорна.
Если величина г превышает расчетное
значение, полученное по зависимости, то затравка подходит недопустимо близко к головке дорна,что ограничивает обьем расплава, заполняющего полость, и не позволяет эффективно прогревать дорн. Если же величина г меньше расчетного значения, полученного по зависимости, то затргвка располагается недопустимо далеко от головки дорна, что не позволяет заполнять пазы
затравки расплавом без его значительного перегрева по сравнению с рекомендуемой технологией запуска,
Пример. Устройство для литья полых заготовок диаметром 60x7.5 мм из бронзы
Бр05Ц5С5, Конструктивные размеры втулки и дорна следующие: гк 0,0241 м, ,0301 м, п 4, A h 0,5 мм, а 50°, гд 0,024 м. Re 0,03035 м, А 0,0004 м, а 0°40 , Ко 3,00792, Ki 1,09140, г 0,0242 м.
Следовательно, наружный диаметр рабочего отверстия затравки 59,7 мм, а внутренний 48,4 мм. Такая затравка при установке в кристаллизатор обеспечивает оптимальное расстояние от нее до головки
дорна в пределах 30-40 мм.
Результаты опробования устройства приведены в таблице.
Использование предложенного устройства обеспечивает стабильный процесс непрерывного литья заготовок, экономию электроэнергии примерно на 80 кВт-ч и увеличение машинного времени в среднем на 2 ч/сут. Формула изобретения 1 Устройство для горизонтального непрерывного литья круглых полых заготовок, содержащее охлаждаемую рубашку, графитовую цилиндрическую втулку, графитовый дорн с рабочей поверхностью конической формы и фигурными каналами для подачи расплава, полую затравку, установленную соосно с дорном и расположенную между втулкой и дорном, и прокладку из теплоизоляционного материала, отличающееся тем, что, с целью повышения стабилизации процесса литья, дорн установлен асимметрично относительно втулки, а внутренний радиус г затравки определен по зависимости
r- - lЈvri TKl)2-tga+ KA , где гд - радиус дорна, м;
Ко - эмпирический коэффициент, рав- 3,034RBctgg .
Rk (ЗбОТ гд+Д1
ный
271,165Rt-rUn-«V
0
5
0
5
KI - эмпирический коэффициент, рзв- R| (Гд+Л)1 ,
ный-М5чэг-а. - угол прямой конусности рабочей поверхности дорна, град.;
К - эмпирический коэффициент, равный 1.2-1.3;
Д- толщина прокладки из теплоизоляционного материала, м;
г и RK - внутренний и наружный радиусы каналов в дорне для подачи расплава, м; RB - внутренний радиус цилиндрической втулки, м;
п - число каналов для подачи расплава; а 1 - центральный угол канала, град.
2.Устройство по п. 1,отличающее- с я тем, что прокладка из теплоизоляционного материала установлена между дорном и затравкой, а между затравкой и втулкой расположен слой материала, образующего при контакте с жидким расплавом газ
3.Устройство поп 2,отличающее- с я тем, что в качестве газообразующего материала использована бумага

| название | год | авторы | номер документа |
|---|---|---|---|
| КРИСТАЛЛИЗАТОР ДЛЯ ГОРИЗОНТАЛЬНОГО НЕПРЕРЫВНОГО ЛИТЬЯ ПОЛЫХ ЗАГОТОВОК (ВАРИАНТЫ) | 1997 |
|
RU2118227C1 |
| КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ ПОЛЫХ ЗАГОТОВОК | 1999 |
|
RU2173603C2 |
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ВЕРТИКАЛЬНОГО ЛИТЬЯ ТРУБНЫХ ЗАГОТОВОК | 2002 |
|
RU2211745C1 |
| СПОСОБ НЕПРЕРЫВНОГО ГОРИЗОНТАЛЬНОГО ЛИТЬЯ, УСТАНОВКА ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА, МНОГОРУЧЬЕВОЙ КРИСТАЛЛИЗАТОР, ТЯНУЩЕЕ УСТРОЙСТВО И МОТАЛКА ДЛЯ СМАТЫВАНИЯ СЛИТКА В БУНТЫ ДЛЯ ЭТОЙ УСТАНОВКИ | 1993 |
|
RU2027541C1 |
| Способ непрерывного горизонтального литья полых слитков | 1982 |
|
SU1080918A1 |
| КРИСТАЛЛИЗАТОР ДЛЯ ГОРИЗОНТАЛЬНОГО НЕПРЕРЫВНОГО ЛИТЬЯ ПОЛЫХ ЗАГОТОВОК | 1991 |
|
RU2007260C1 |
| СПОСОБ ОХЛАЖДЕНИЯ И УПРОЧНЕНИЯ ГРАФИТОВОГО ДОРНА ПРИ НЕПРЕРЫВНОМ ЛИТЬЕ ПОЛЫХ МЕТАЛЛИЧЕСКИХ ЗАГОТОВОК ЧЕРЕЗ ГОРИЗОНТАЛЬНЫЙ КРИСТАЛЛИЗАТОР | 2005 |
|
RU2300440C2 |
| Устройство для горизонтального непрерывного литья полых заготовок | 1984 |
|
SU1187907A1 |
| Установка для непрерывного литья полых заготовок типа втулок | 1980 |
|
SU899250A1 |
| Кристаллизатор для непрерывного литья полых заготовок | 1980 |
|
SU893393A1 |
Изобретение относится к металлургии. Цель изобретения - повышение стабильности процесса литья. Устройство содержит охлаждаемую рубашку 1, графитовую втулку 2, графитовый дорн 3 с рабочей поверхностью конической формы и фигурными каналами 4 для подачи расплава, полую затравку 5, установленную соосно дорну и расположенную между втулкой и дорном, прокладку 6 из теплоизоляционного материала между дорном и затравкой и слой из газообразующего материала 7 между затравкой и втулкой. Дорн размещен асимметрично относительно втулки, а внутренний радиус R затравки определяют по зависимости R = Rд - (K0 - √K0 - K1)2TGΑ + KΔ, где Rд - радиус дорна, м
K0 - эмпирический коэффициент, равный (3, 034Rв/271, 165 - Rк/(Rк - Rк).360/NΑ1).CTGΑ/Rд + Δ
K1 - эмпирический коэффициент, равный [Rв - (Rд + Δ)2/Rд + Δ].CTGΑ
Α - угол прямой конусности рабочей поверхности дорна, град
K - эмпирический коэффициент, равный 1,2...1,3
Δ - толщина прокладки из теплоизоляционного материала, м
Rк и Rк - внутренний и наружный радиусы каналов в дорне для подачи расплава, м
Rв - внутренний радиус цилиндрической втулки, м
N - число каналов для подачи расплава
α1 - центральный угол канала, град. 2 з.п. ф-лы, 2 ил., 1 табл.
Технические и эксплуатационные свойства
Прототип
Перегрев расплава в метэллопри- емнике над температурой ликвидуса сплаза, С
250-290
Стабильность запуска устройст- за, отношение числа успешных запусков к их общему числу (при литье тонкостенных попых заготовок)
Предлагаемое устройство
Результаты
Уменьшение перегрева обеспечивается оптимальным для данной конструкции кристаллизатора расстоянием до головки дорнз
Повышение стабильности достигается предотвращением контакта расплава в полости кристаллизатора с холодной рабочей поверхностью дорна, а также за счет уменьшения расстояние которое проходит распляв, прежде чем проникает в пазы затравки
Вид А
Фиг.2
| Затравка для установки непрерывного литья | 1973 |
|
SU459302A1 |
| кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Затравка машины непрерывного литья тонкостенных труб | 1984 |
|
SU1232361A1 |
| Улей | 1923 |
|
SU822A1 |
