1
Изобретение относится к обработке металлов давлением, в частности к способам раскроя длинномерных заготовок .
Целью изобретения является повыше нив точности раскроя заготовок с переменной по длине массой.
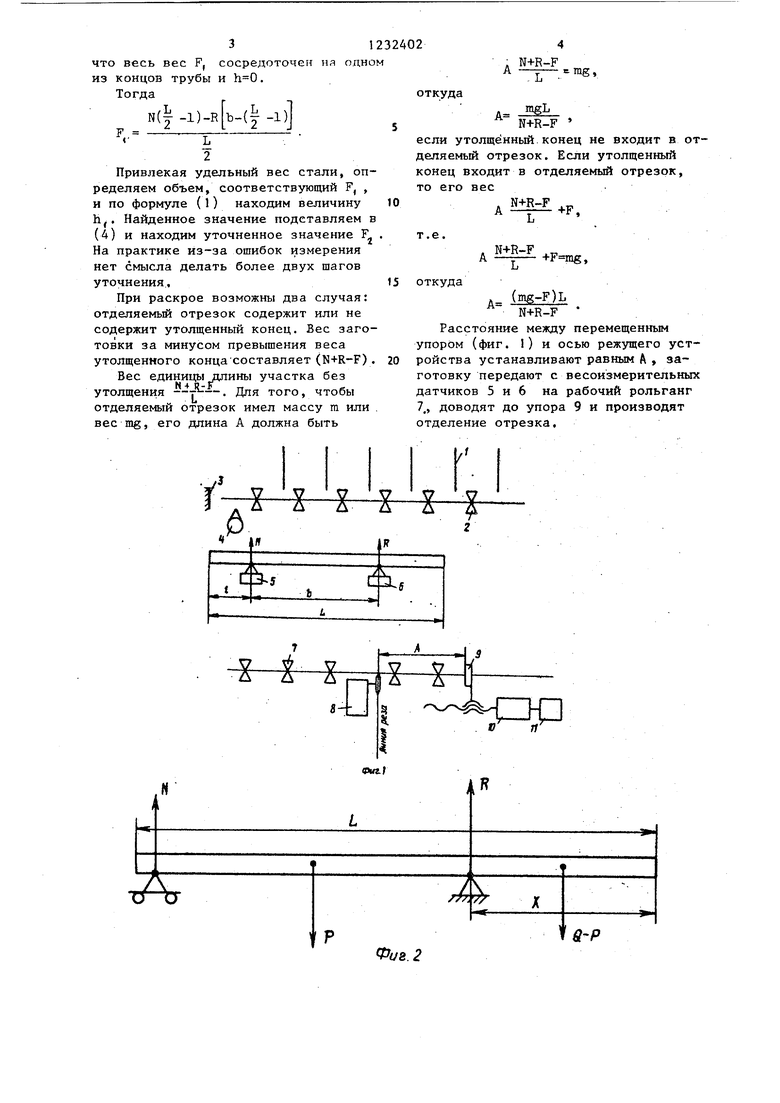
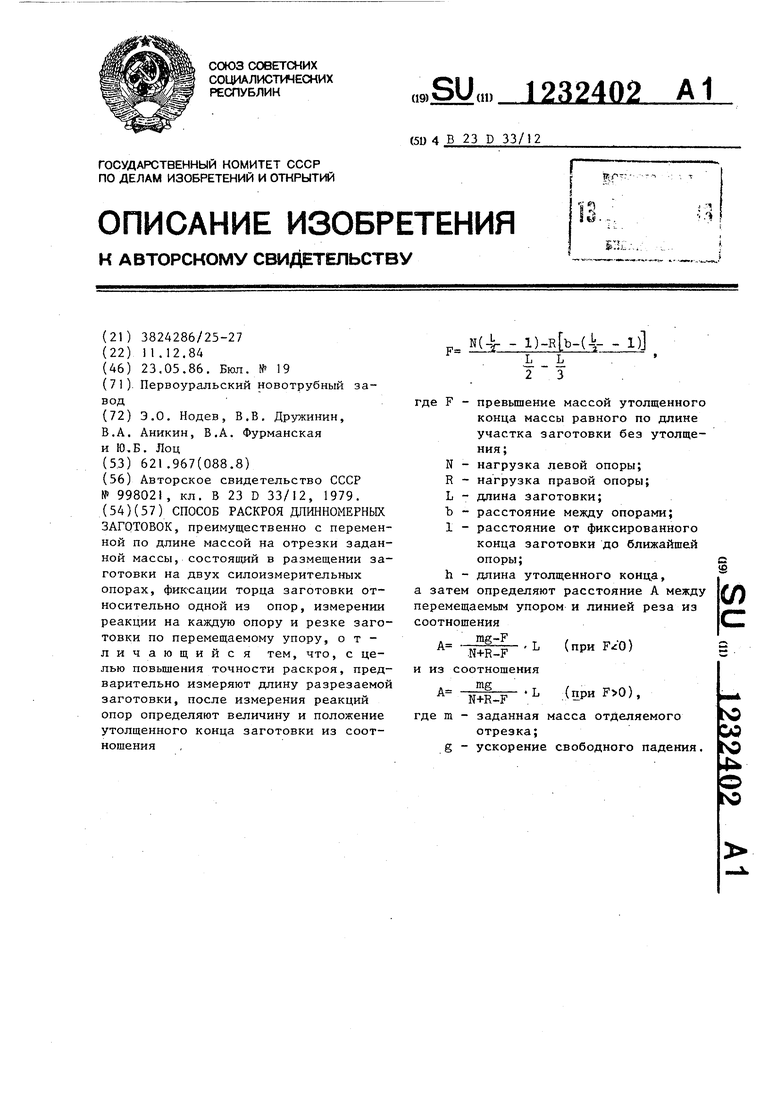
На фиг, 1 изображена установка дл реализации способа раскроя длинномерных заготовок; на фиг. 2 - схема сил на фиг. 3 - раскраиваемая длинномерная заготовка; на фиг. 4 - схема для определения величины утолщения.
Способ раскроя длинномерных заготовок с переменной по длине массой на отрезки заданной массы, состоящий в размещении заготовки на двух сило- измерительных опорах, фиксации торца заготовки относительно одной из опор определении реакции на каждую опору и резке заготовки по перемещаемому упору, реализуется установкой, которая содержит приемный стеллаж I, рольганг 2, неподвижный упор 3, измеритель 4 длинь, опоры 5 и 6 со встроенными силоизмерительными датчиками, рабочий рольганг 7, режущее устройство 8, перемещаемый упор 9 с приводом 10 и датчиком 11 положения упора. Раскраиваемые заготовки со стеллажа 1 по одной дозируют на измерительный рольганг 2, который перемещает заготовку до неподвижного упора 3. Во время движения измеряют дпину заготовки измерителем 4. С рольганга 2 заготовку перекладьгоают параллельно самой себе. Расстояние между левой опорой и левым торцом заготовки фиксировано и равно 1. Показания датчиков длины и веса, а также величины Ъ и 1 вводят в микро-ЭВМ
Измеренных данных достаточно для определения наличия, величины и местоположения утолщенного конца.
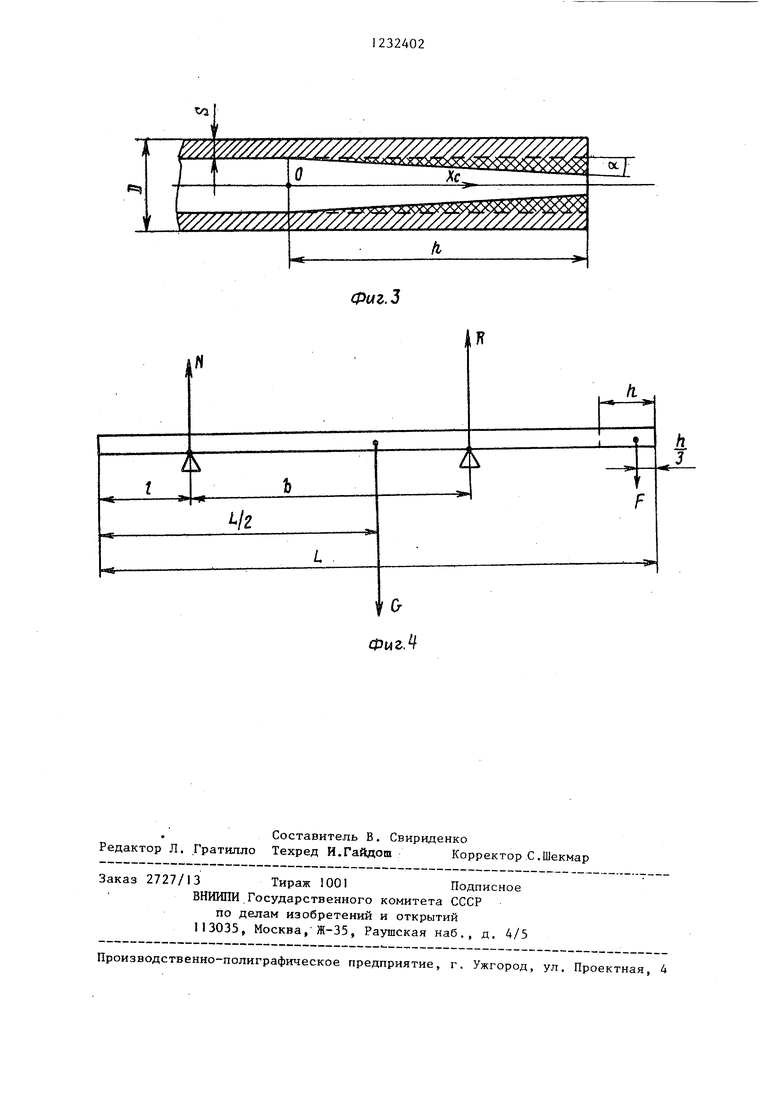
Фигура утолщения имеет вид, приведенный на фиг. 3, где D - диаметр трубы;
S - толщина стенки на неутолщенной части трубы;
чС - угол, характеризующий нарастание толщины стенки.
По определению положение центра тяжести Хс определяется из выражения
Jx-JV
Хс
где V - объем утолщения {заштриховй - но на фиг. 3);
I
dV - элементарный объем утолщенил
на расстоянии х от точки 0. Находим
I f (D-2S)(D-2S-2x-tgo6) j . Тогда
hъ h 1
(D-2S)tgo;.|- - tgVj
dV
(1)
Отсюда находим выражение для центра тяжести
J (D-2S)- h-ted
J (D-2S)- - h-tgoi
(2)
В практически важных случаях вторыми членами в (2) в числителе и в знаменателе можно пренебречь.
Тогда
X, |h.,(3)
Для определения величины утолщения воспользуемся фиг. 4, Труба состоит из двух частей: из заготовки без утолщенного конца с постоянной толщиной стенки длиной L и из собственно утолщения. Вес первой части G равен G N+R-F, вес второй части равен F. Так как масса в первой части равномерно распределена по длине, то сила G приложена точно в середине заготовки, т.е. на расстоянии - ° Г левого торца. Сила F приложена на расстоянии rr-h от правого торца тру- бы. Уравнение моментов относительно середины трубы следующее:
N(| -l)-«-F(| - I )(| -1) ,
м(|-1)(|-1.
откуда
р (4)
L h 2 3 где знак (-) указывает, что утолщение
находится в правом конце трубы. Повторив вывод для случая, когда утолщенный конец находится слева, получим то же выражение (4), но со знаком ( + ).
Формула (4) содержит два неизвестных F и h, и может быть решена методом последовательных приближений за счет привлечения известных характеристик утолщенного конца. Для каждого
размера исходной заготовки нарастание -толщины стенки в утолщенном конце можно характеризовать величиной tgci(фиг. 3). В первом шаге считаем,
что весь вес F, сосредоточен из концов трубы и . Тогда
на
N(
г
|-l)(|-l)
L 2
Привлекая удельный вес стали, определяем объем, соответствующий F, , и по формуле (1) находим величину Найденное значение подставляем в
F.
И находим уточненное значение -.
h,
(4)
На практике из-за ошибок измерения
нет смысла делать более двух шагов
уточнения.
При раскрое возможны два случая: отделяемый отрезок содержит или не содержит утолщенный конец. Вес заготовки за минусом превышения веса утолщенного конца составляет (N+R-F) .
Вес единицы длины участка без утолщения Для того, чтобы отделяемый отрезок имел массу m или . вес mg, его длина А должна быть
N+R-F
mg.
откуда
N+R-F
если утолщённьШ конец не входит в отделяемый отрезок. Если утолщенньй конец входит в отделяемый отрезок, то его вес
л N+R-F
1Г
«-F,
т.е.
N+R-F
,
откуда
д (mS-F)L
N+R-F
Расстояние между перемещенным упором (фиг. 1) и осью режущего устройства устанавливают равным А , заготовку передают с весоизмерительных датчиков 5 и 6 на рабочий рольганг 7., доводят до упора 9 и производят отделение отрезка.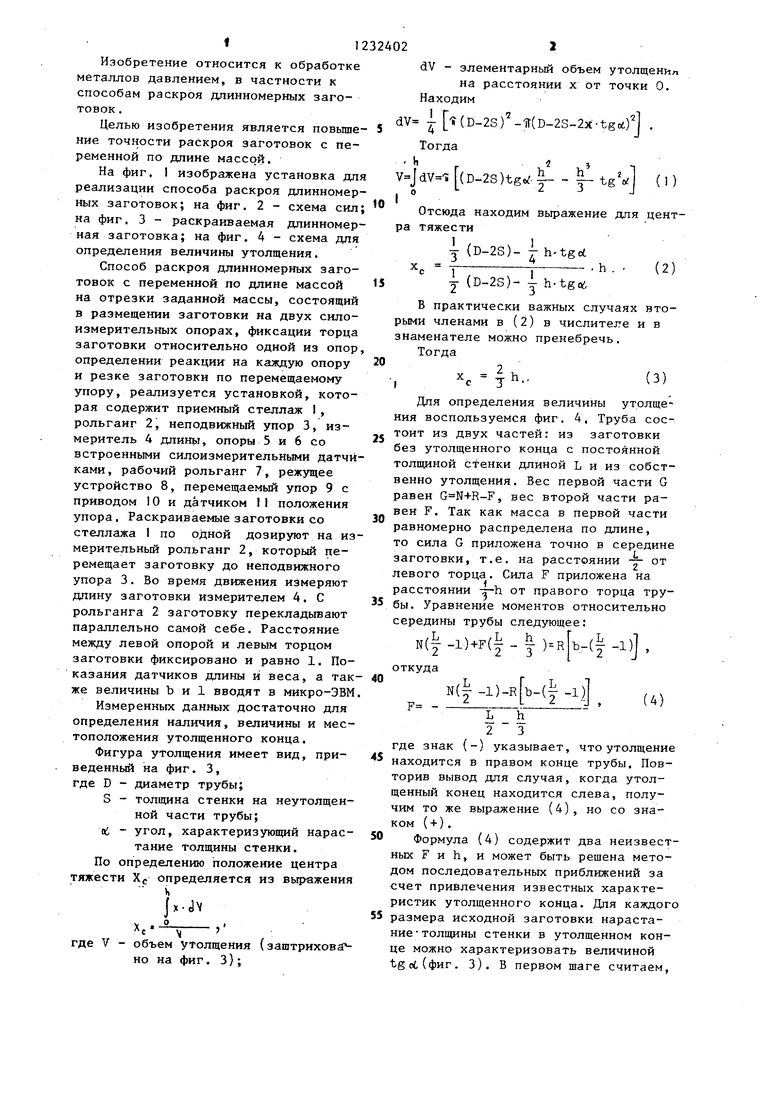
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для раскроя проката | 1976 |
|
SU683903A1 |
| КОМПЛЕКС ДЛЯ РАСКРОЯ ПРУТКОВОГО И ТРУБЧАТОГО МАТЕРИАЛА НА МЕРНЫЕ ЗАГОТОВКИ МЕТОДОМ ТЕХНОЛОГИЧЕСКОГО РАЗРУШЕНИЯ | 2000 |
|
RU2216436C2 |
| Способ изготовления изделий, преимущественно трубчатых раскосов со сплющенными концами, и линия для его осуществления | 1989 |
|
SU1657270A1 |
| Установка безостаточного деления немерного проката на заготовки максимальной,минимальной и промежуточной длин | 1977 |
|
SU710792A1 |
| Способ раскроя длинномерных заготовок и устройство для его осуществления | 1979 |
|
SU998021A1 |
| Способ раскроя длинномерных изделий на пропорциональные части и автоматическая установка для его осуществления | 1961 |
|
SU142264A1 |
| Линия для изготовления изделий, преимущественно трубчатых раскосов со сплющенными концами | 1989 |
|
SU1764745A1 |
| Поточная линия для производства кольцевых изделий | 1979 |
|
SU863105A1 |
| Установка для автоматического разрезания сортового проката | 1962 |
|
SU482258A1 |
| Способ выработки заготовок из бревен | 1988 |
|
SU1630881A1 |
Л
/ /у
Фиг. 2
Q-P
Составитель В. Свириденко Техред и.Гайдош Корректор С.Шекмар
2727/13
Тираж 1001Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий II3035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Фиг.З
О
Фмг,
| Способ раскроя длинномерных заготовок и устройство для его осуществления | 1979 |
|
SU998021A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
