Известны способы раскроя длинномерных изделий (труб, стержней и T. н.) на пропорциональные части.
Известны также автоматические установки для осуществления этого способа, состоящие из двух кареток, приводимых в движение от электродвигателя через коробку передач, и рольганга. При применении указанного способа имеют место отходы металла при его раскрое.
В предлагаемом способе сокращение отходов металла обеспечивается тем, что изделия раскраивают на длины, соответствующие заданным соотношениям весов, и для этого в применяемом устройстве эти изделия перед порезкой устанавливаются в положение, обеспечивающее их раскрой на пропорциональные длины в соотнощении 1:1, I : 2 и т. д.
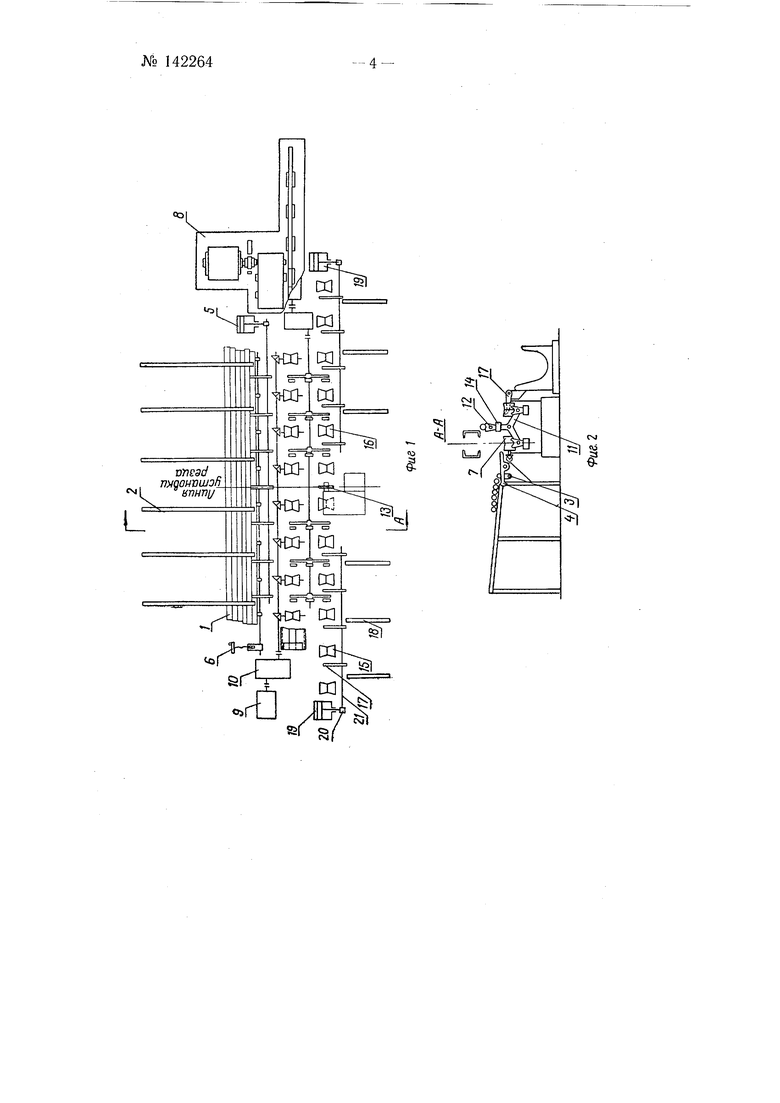
На фиг. 1 схематически изображено автоматическое устройство для осуществления предлагаемого способа; на фиг. 2- разрез по А-А фиг. 1; на фиг. 3-делительный механизм установки, вид сбоку; на фиг. 4- делительный механизм, вид в плане.
Подлежащие порезке изделия (трубы) / подаются попакетно на стеллаж 2, оборудованный дозатором, состоящим из задерживающих 3 и сбрасывающих 4 рычагов. Сбрасывающие рычаги 4 приводятся в действие двухходовым пневматическим цилиндром 5, а рычаги 3 настраи.ваются для дозирования по одному изделию винтовой парой 6. Поданное на рольганг 7 изделие фиксируется с помощью делительного механизма 8.
При работе установки ролики рольганга приводятся во вращение от электродвигателя 9 через редуктор W и имеют постоянное направление вращения.
№ 1422642После установки длинномерного изделия на рольганге трехнлечие рычаги 11 поворачиваются на 1/3 оборота и своими захватами 12 передают его непскредствеино к стану или дисковой пиле 13. Устойчивое вертикальн ое .положение захватов 12 обеспечивается контргрузами 44.
Роль айги 15ii 16, ролики которых вращаются в противоположных направденкяз вйбирают разрезанные части изделия, которые затем при помощи сбрасывателей 17 попадают в карманы 18- Сбрасыватели 17 приводятся в движение пневматическими цилиндрами 19 через рычаги 20 и валы 21Делительный механизм 8 смонтирован на балке 22, укрепленной на стойках 23- В направляющих балки 22 перемещаются две каретки. Каретка 24 имеет катки 25, раму 26, зубчатую рейку 27, связанную с шестерней 28 коробки передач 29, и к ее раме 26 крепится упор 30 с изолированной пластинкой. Двухскоростная коробка передач 29 приводится во вращение от электродвигателя 31 и, кроме выходной шестерни 28, имеет звездочку 32, от которой через цепную передачу 33 звездочки 34, 35 приводится в движение каретка 36.
В устройстве каретки 36 вместо упора установлен контактный датчик или другой датчик, например фотосопротивление и светильник, которые разобщаются появляющимся между ними предметом- Двухскоростная коробка передач 29 имеет рычаг 37, с помощью которого блок шестерен 38 может занимать три положения.
Первое положение, когда конец рычага 37 установлен против цифры //. При этом окружные скорости свездочки 32 и шестерни 28 равны, Т: е. каретки 24 и 36 будут перемещаться с одинаковой скоростью. Это положение позволяет осуществлять порезку длинномерных изделий на две равные кратности.
Вт.орое положение, когда рычаг 37 установлен против цифры ///. В этом случае окружная скорость звездочки 32 в два раза больше окружной скорости шестерни 28. При этом обеспечивается деление длинномерных изделий на две части с соотношением длин 1 : 2.
Третье, нейтральное положение, являющееся настроечным, когда конец рычага 37 устанавливается против цифры О- При этом вал звездочки не получает вращения.
Для быстрой остановки двигателя и прекрашения перемещения кареток установлен электромеханический тормоз 39.
Перед началом работы механизм деления настраивается на деление изделий в соотношении 1 : 1 или I : 2- При делении на две равные кратности каретки устанавливаются таким образом, чтобы расстояния от линии установки режущего инструмента до упора 30 или датчика были равны.
Конец рычага 37 быть установлен против цифры //. Затем обе каретки разводятся на расстояние, превышающее длину изделий, подлежащих порезкеПоданное на рольганг 7 изделие начинает перемешаться в направлении упора 30- Одновременно включается привод кареток, и последние начинают сближаться. Так как каретки двигаются с одинаковой скоростью, то в любой момент обе каретки будут находиться на одинаковом расстоянии от режущего инструментаИзделие при своем движении по рольгангу 7 первым встретит упор 30. Однако при этом каретки будут продолжать свое движение навстречу друг другу до тех пор, пока упор 30 не достигнет второго конца изделия, и только при срабатывании электрического устройства прекращается движение кареток, а труба при повороте трехплечих рычагов / на 1/3 оборота убирается с рольганга. Конструкция перегружателя позволяет избежать осевого смещения изделий относительно режущего инструмента. Отрезанные части изделия сбрасываются в карманы. Затем все онерации повторяются.
Предмет изобретения
1.Способ раскроя длинномерных изделий на пропорциональные части, отличающийся тем. что, с целью сокращения отходов металла, изделия раскраивают на длины, соответствующие заданным соотнощениям весов.
2.Автоматическая установка для осуществления способа по п. 1, состоящая из двух кареток, приводимых в движение от электродвигателя через коробку передач и рольганга, отличающаяся тем, что изделия перед порезкой устанавливают в положение, обеспечивающее порезку на пропорциональные длины в соотнощении 1 : 1 или 1 : 2 ит-д-3-№ 142264
Чв1 Щ опеэс/ тдонтошэп, апнпу
| название | год | авторы | номер документа |
|---|---|---|---|
| Несменяемая оправка для прокатки труб на автоматическом стане | 1959 |
|
SU145515A1 |
| Устройство для настилания и раскраивания длинномерных материалов | 1983 |
|
SU1183384A2 |
| Агрегат для зачистки концов труб | 1989 |
|
SU1717297A1 |
| Автомат для укладки длинномерных изделий в контейнер | 1972 |
|
SU518437A1 |
| УСТРОЙСТВО для РАСКРОЯ и стыковки ПРОРЕЗИНЕННОЙ ТКАНИ | 1970 |
|
SU264683A1 |
| Полуавтомат для нанесения стачивающих и отделочных строчек на детали и узлы швейных изделий | 1961 |
|
SU140673A1 |
| Автоматическая линия для раскроя рулонного материала на длинномерные заготовки с непараллельными боковыми кромками | 1975 |
|
SU566430A1 |
| Установка для технологической обработки деталей | 1982 |
|
SU1106956A1 |
| Приспособление для автоматической установки резца в рабочее положение на станках с копирным резьбонарезным приспособлением | 1945 |
|
SU68304A1 |
| Устройство для сбрасывания длинномерных грузов | 1989 |
|
SU1713870A1 |