против ванны 7, и на гидродроссель подается команда для осуществления плавного торможения и остановки автооператора 9. Траверса опускается, и штанга с подвеской попадает в ловители 8. Производится процесс нане сения покрытия. После прохождения пгганги с подвеской по всему техноло гическому циклу автооператор 9 переносит штангу на первую модульную
1
Изобретение относится к нанесению гальванических и химических покрытий Цель изобретения - повьш енйе производит ельнос ти.
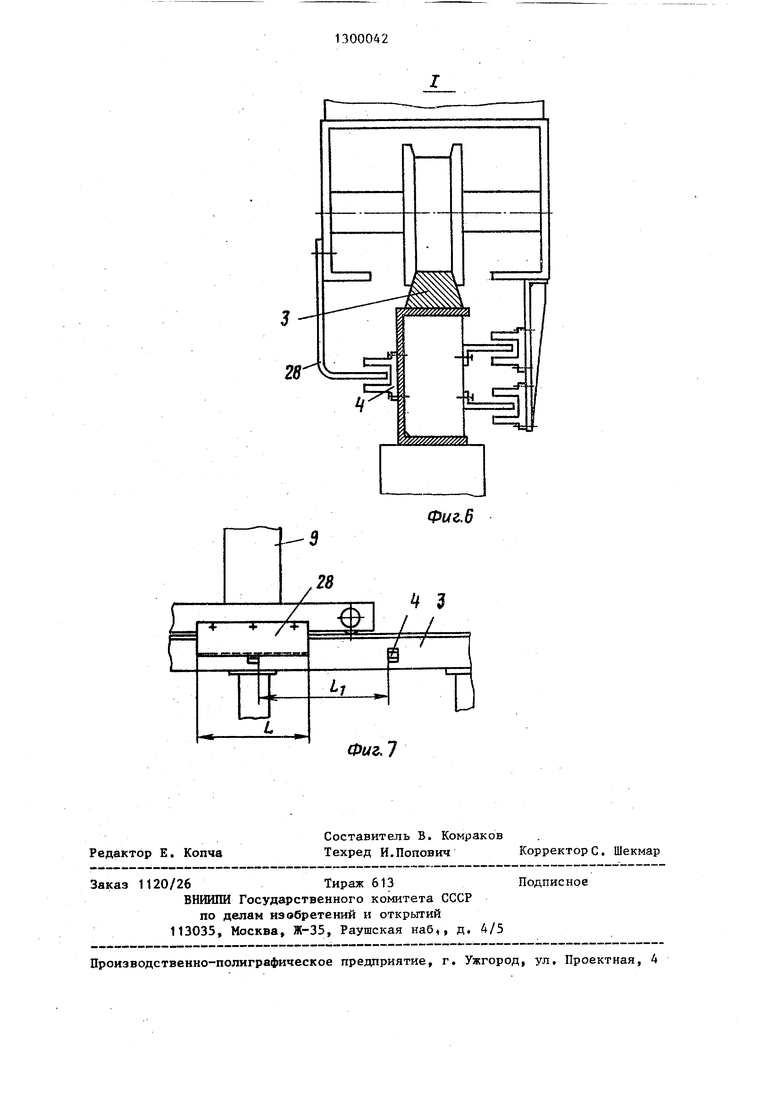
На фиг. 1 изображена линия, обпщй вид; на фиг. 2 механизм переноса штанг; на фиг. 3 - механизм .загрузки на фиг. 4 - автооператор; на фиг.5 - схема маслонасосной стан11;ии ,на фиг.6 узел I на фиг. 4 место установки тормозной лыжи на автооператоре и датчика на рельсовом пути), па фиг 7 - расположение тормозной льнси.
Автоматическая линия для гальва- нической и химической обработки деталей содержит раму 1, на которой установлены колонны 2 -с рельсовым путем 3 и датчиками 4, механизм 5 переноса штанг, механизм 6 загрузки- выгрузки и два ряда ванн 7 с установленными на них ловителями 8, автооператор 9, установленный на рельсовом пути 3.
Механизм 5 переноса штанг содержит П-образную сборную конструк1дию 10, на которой установлены тележка .11 с приводом 12 и пневмоцилиндром 13, на штоке которого закреплен гру- зозахват 14 с установленной на нем штангой 15, конечные вьпслючатели 16 для остановки тележки 11 в крайних положениях и датчик 17 возврата тележки 11 в исходное положение (позиция выгрузки).
Механизм 6 загрузки-выгрузки состоит из устройств выгрузки 18 и загрузки 19, каждое из которых выполнено в виде ряда модульных секций 20 содержащих несущую конструкцию 21, цепную передачу 22, привод 23 рычагов 24 для захвата и передачи штан00042
секцию механизма выгрузки. Затем механизм 5 перемещает штангу к механизму загрузки, и цикл работы повторяется. Данная конструкция линии обеспечивает повышение производительности труда за счет исключения ручного труда и обеспечивает плавную
остановку автооператора, исключая
раскачива1ше и падение деталей с подвесок в ванну. 1 з.п. ф-лы, 7 ил.
2
ги 15, ловители 25. Устройства 18 и 19 отличаются друг от друга схемой электрических подключений,
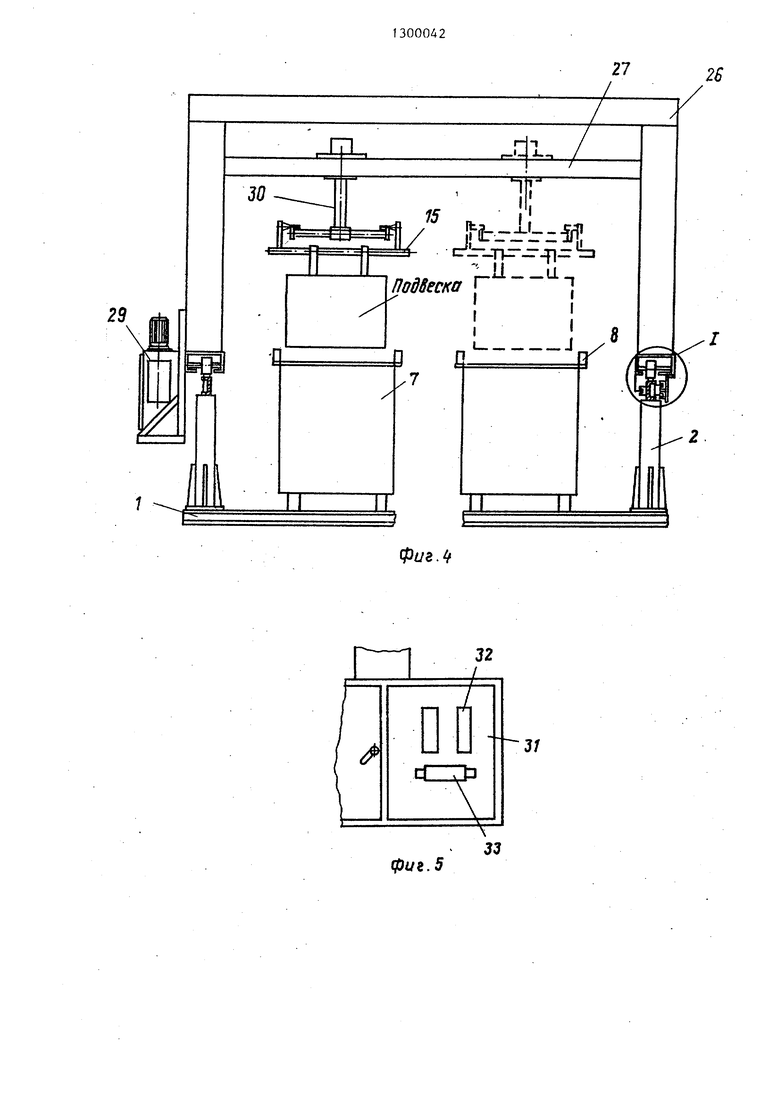
Автооператор 9 содержит несущую конструкцию 26 с вертикально-подвижной траверсой 27. На несущей конструкции 26 установлены тормозная лыжа 28 и автономная маслонасосная станция 29. На траверсе 27 расположен подвижной грузозахват 30, имею- шдй возможность передачи штанг 15 с одного ряда ванн 7 на другой.
Внутри маслонасосной станции 29 азмещены рабочая жидкость, насос (не показан) и гидропанель 31 с уп- авляюшдми элементами ,32 и. гидродроселем 33.
Линия работает следующим образом. На штангу 15 наве Ьшвается подвеска с деталями для обработки, Подается ко манда на привод 12 тележки 11, последняя перемещается на позицию За25
грузка и останавливается,
После остановки тележки 11 включается привод цепной передачи 22 устройства 19 загрузки, приводящей в движение рычаги 24 первой модульной секции 20 устройства 19 загрузки,
Рычаги 24 подходят к штанге 15 с подвесками, снимают ее с грузоза- хвата 14 мехатзма 5 переноса штанг и передают на ловит.ели 25 первой модульной секции устройства 19 за35 грузки. Во время переноса штанги;15 с подвеской она входит во взаимо-- действие с датчиком 17, по команде которого тележка возвращается на позицию Выгрузка.
О После остановки рычагов 24 первой модульной секции 20 включаются ры-
313
чаги 2A второй модульной секции 20 и переносят штангу 15 с подвесками на следующую секцию.
Таким образом осуществляется по- следовательньй перенос штанг 15 с подвесками по секциям 20, пока штанга 15 не окажется на последней модульной секции 20, находящейся в зоне обслуживания автооператором 9. Аналогично заполняются штангами 15 с подвесками все остальные секции 20 устройства 19 загрузки. Линия готова к работе.
Подается команда на автооператор 9, которьй, перемещаясь вдоль линии ванн 7, подходит к последней модульной секции 20 устройства 19 загрузки
Осуществляется подъем траверсы 27 с грузозахватом 30, который снимает штангу 15 с подвесками с ловителя 25 последней модульной секции 20 устройства 19 загрузки, после чего автооператор 9 начинает перемещаться к ваннам 7. При подходе к ванне 7 тормозная лыжа 28, закрепленная на автооператоре 9, входит в паз датчика 4, расположенного на рельсовом пути 3 ванны 7, и на гидродроссель 33 подается команда для осуществления плавного торможения и остановки автоопе- ратора 9.
Траверса 27 опускается и штанга 15 с Подвеской попадает в ловители 8 ванны 7.
40
Производится процесс нанесения по-35 линдром, и автономной маслонасосной крытия iia детали. После окончания станцией, установленной на автоопе- обработки деталей траверса 27 со штангой 15 и подвесками поднимается в верхнее положение и автооператор 9 передает ее на следующую технологи- ческую позицию. После прохождения штанги 15 с подвеской по всему технологическому циклу автооператор 9 переносит штангу 15 с подвеской на первую модульную секцию 20 механиз- . ма 18 выгрузки. Рычаги 24 механизма 18 выгрузки последовательно переносят штангу 15 по секциям 20, а с последней секции 20 штанга 15 с подвес кой
ханизма 5 переноса штанг, с которого подвеска с обработанными деталями снимается, а на освободившуюся штангу 15 навешивается новая подвеска с необработанными деталями.
45
раторе, при этом на щтоке пневмоци- линдра закреплен грузозахват с возможностью вертикального перемещения, а маслонасосная станция выполнена в : виде связанных между собой насоса, емкости с рабочей жидкостью, гидропанели с элементами управления и гидродросселя, электрически связан- ного, в свою очередь, с датчикаья, расположенными на рельсовом пути против каждой ванны и установленными с возможностью взаимодействия с тормозной лыжей автооператора, припередаются на грузозахват 14 ме- чем длина тормозной лыжи равна 0,70,9 Н, где Н - расстояние между осями ванн.
2. Линия по п., 1, отличающаяся тем, что все механизмы
«
линии установлены на общей раме.
Механизм 5 переноса штанг перемещает штангу 15 с.подвесками к механизму 19 загрузки, и цикл работы повторяется.
Предлагаемая конструкция линии обеспечивает плавную остановку автооператора на позициях, исключает раскачивание подвесок и падение дета- лей в ванну. Наличие механизма автоматического переноса штанг с позиции выгрузки на позицию загрузки за счет исключения ручного труда позволяет повысить производительность линии и полностью автоматизировать обслуживание линии.
Формула изобретения
1. Автоматическая линия дпя гальванической и химической обработки деталей, содержащая ряды ванн, расположенных по ходу технологического процесса, автооператор с тормозной льшей, штангу, механизм загрузки и выгрузки, рельсовый путь, датчики и систему запивки растворов, отличающаяся тем, что, с целью повьшения производительности, она снабжена механизмом переноса штанг, установленным перед механизмом загрузки-выгрузки и вьтолненным в виде Побразной конструкции с размещенной на ней приводной:тележкой с пневмоци
линдром, и автономной маслонасосной станцией, установленной на автоопе-
раторе, при этом на щтоке пневмоци- линдра закреплен грузозахват с возможностью вертикального перемещения, а маслонасосная станция выполнена в виде связанных между собой насоса, емкости с рабочей жидкостью, гидропанели с элементами управления и гидродросселя, электрически связан- ного, в свою очередь, с датчикаья, расположенными на рельсовом пути против каждой ванны и установленными с возможностью взаимодействия с тормозной лыжей автооператора, причем длина тормозной лыжи равна 0,70,9 Н, где Н - расстояние между осями ванн.
2. Линия по п., 1, отличающаяся тем, что все механизмы
линии установлены на общей раме.
15 Шбеска
ЛОЗиииЛ f,309p{/ 3Mf / /
75
fpf/e. 2
. 25 /
V
Г
/ 2
фиг.
27
/
26
Нт
/
li
- ,11
Под8еска Г
И-.-а
Фив.
32
1
D
3/
d ГЬ
фиг. 5
33
28
У
28
7
/
7
Фиг. 7
Редактор Б. Колче
Составитель В. Комраков
Техред И.ПоповичКорректоре. Шекмар
Заказ 1120/26Тираж 613
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб,, д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Фиг.6
3
/ /
Подписное

| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ХИМИЧЕСКИХ И ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ | 2008 |
|
RU2379382C2 |
| Автооператор для гальванических и химических линий | 1981 |
|
SU981463A1 |
| Гибкая автоматическая гальваническая линия | 1991 |
|
SU1787177A3 |
| Автооператор для гальванохимических линий | 1985 |
|
SU1330057A1 |
| Установка для гальванической обработки деталей | 1981 |
|
SU996527A1 |
| Линия для химического фрезерования крупногабаритных изделий | 1987 |
|
SU1497278A1 |
| Автоматическая линия для металлизации плоских деталей | 1987 |
|
SU1507883A1 |
| АВТООПЕРАТОРНАЯ ГАЛЬВАНИЧЕСКАЯ ЛИНИЯ | 1990 |
|
RU2013472C1 |
| АВТООПЕРАТОРНАЯ ГАЛЬВАНИЧЕСКАЯ ЛИНИЯ | 1989 |
|
RU1816003C |
| Автооператорная гальваническая линия | 1984 |
|
SU1219680A2 |

Изобретение относится к области нанесения гальванических и химических покрытий. Целью изобретения является повьииение производительности труда. Автоматическая линия дпя гальванической и химической обработки деталей содержит раму 1, на которой установлены колонны 2 с рельсовым путем 3, механизм 5 переноса штанг, механизм 6 загрузки-выгрузки и два ряда ванн 7 с установленными на них ловителями 8, автооператор 9, уста- новленньш на рельсовом пути 3.. На штангу навешивается подвеска с деталями и подается команда на подачу тележки. После остановки тележки включается привод устройства загрузки. Рычаги устройства подходят к штанге с подвесками, снимают ее с грузозахвата и передают ее на ловители первой модульной секции устройства загрузки. Также осуществляется последовательный перенос штанг, пока все секции устройства загрузки :не окажутся заполненными. После этого автооператор 9, перемещаясь вдоль линии ванн 7, подходит к последней модульной секции и,снимает штангу с подвесками с-ловителя.;-. Затем,двигаясь к ванне 7, тормозная лыжа автооператора входит в паз датчика, , расположенного на рельсовом пути 3 ( (П со о о о ь4 ГО фиъ./
| Автооператорная линия для жидкостной обработки изделий | 1984 |
|
SU1184874A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| АВТОМАТ ДЛЯ НАНЕСЕНИЯ ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ | 0 |
|
SU344028A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
