сборки деталей. Цель изобретения рчсганрение эксплуатационных возможностей за счет обеспечения угловой ориентации собираемых деталей. На виброосновании 1 устанавливают плиту 8. В отверстиях 24 подвижной опо ры размещают заслонки в открытом по ложении. Штыри 7 магазина 4 совмеща ют с отверстиями. Под действием виб рации детали 6 через отверстия попа дают в конические гнезда 9 плиты 8, при этом фланец детали оказывается выше заслонки 10. Затем магазин 4 снимают и перемещают среднюю заслон ку 11 так, чтобы эксцентриковый упор 16 несколько отошел от кромок заслонок 10 и 13 с профильными отИзобретение относится к производству полупроводниковых приборов, в частности к устройствам для групповой сборки деталей н виде стержня с фланцем с деталями в виде диска с отверстиями.
Цель изобретения - расширение экплуатационных возможностей за счет обеспечения угловой ориентации собираемых деталей.
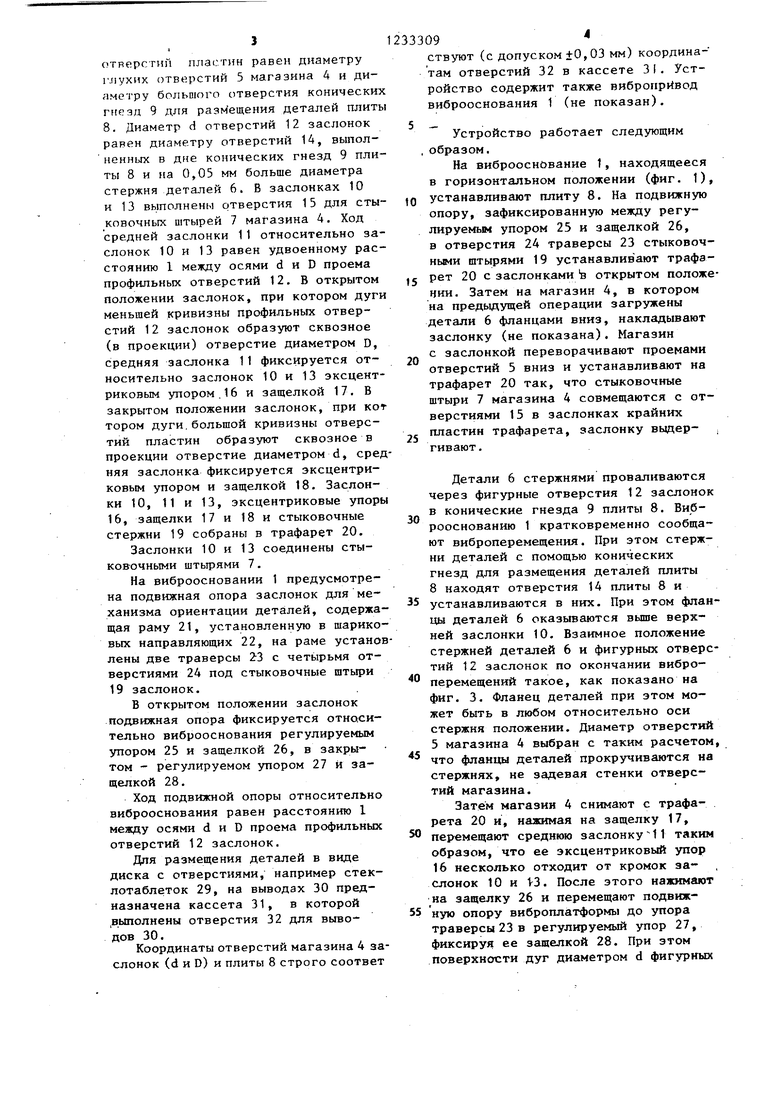
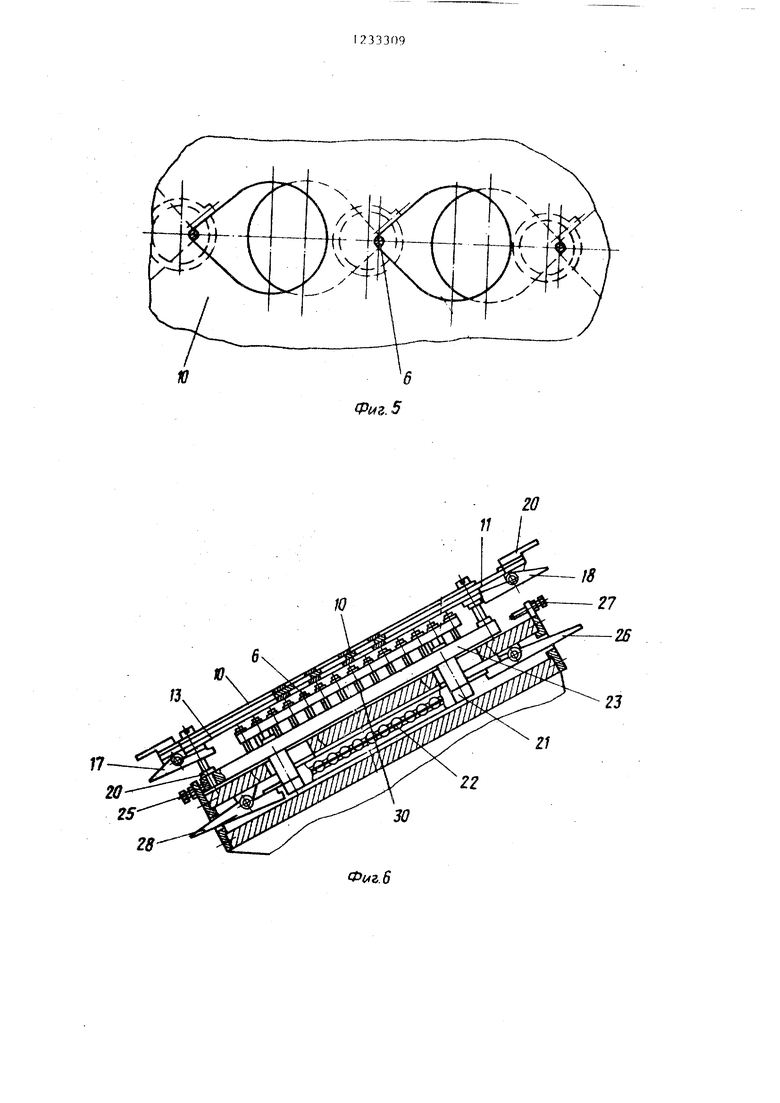
На фиг. 1 изображено устройство в положении перегрузки деталей из магазина; на фиг. 2 - трафарет в ракрытом состоянии; на фиг. 3 - взаимное положение деталей, находящихся в отверстиях плиты или кассеты, с открытыми фигурными отверстиями заслонок, вид снизу; на фиг. 4 - част устройства в положении, когда фланцы деталей приподняты над заслонками; на фиг. 5 - взаимное положение деталей с закрытыми фигурными отверстиями заслонок, вид снизу; на фиг. 6 - часть устройства в положеНИИ перегрузки деталей из заслонок в кассету; на фиг. 7 - деталь, трафарет и кассета в положении вибропоиска стержнем детали отверстий в стеклотаблетке и кассете, сечение.
Устройство содержит виброоснование 1, уравновешенное относительно оси 2 наклона противовесом 3, магазин 4 с глухими отверстиями 5 для
23:П09
перстнями (ПО). Перемещают по/шиж- нут опору виброгшатформы, фиксируя ее защелкой 28. ПО 12 заслонок К) 11 н 13 перемещаются вплотную к стержням деталей 6, образуя загрузочный канал. Заслонки с деталями 6 устанавливают на подвижную опору виброоснования 1, а плиту 8 заменяют кассетой со стеклотаблетками. Включают виброоснование 1, стержни деталей 6 входят в отверстия стеклотаблеток, заслонка 10 опускается, а эксцентриковый упор заслонки 11 касается кромок заслонок 10 и 13. Виброоснование 1 переводят в наклонное положение, и фланцы деталей через НО 12 заслонок надеваются на стеклотаблетки.7 ил.
деталей 6 (в виде стержня с фланцем), снабженный стыковочными штырями 7. На виброосновании 1 установлен механизм ориентации деталей в виде плиты
8с коническими гнездами 9 для размещения деталей и установленными над ней с возможностью возвратно-поступательного перемещения во взаимно противоположных направлениях двух
заслонок 10 и 11 с профильными отверстиями 12. Механизм ориентации де талей снабжен дополнительной заслонкой 13 с профильными отверстиями, соединенной с одной из основных заслонрк (заслонкой 10), при этом другая основная заслонка 11 размещена между первой основной 10 и дополнительной 13 заслонками. Виброоснование 1 установлено с возможностью
качения вокруг оси 2 наклона, параллельной плоскости заслонок механизма ориентации деталей.
Профильные отверстия 12 заслонок механизма ориентации деталей выполнены одинаковой формы, проем которых образован частью дуг двух различных по диаметру окружностей d, D и двумя касательными прямыми А к ним (фиг. 3), таким образом, что оси сим- |Метрии проемов отверстий в заслонках расположены в параллельных плоскостях, направленных вдоль перемещения средней заслонки 11. Диаметр D
5
отверстий пластин равен диаметру r,(iyxMx (отверстий 5 магазина 4 н диаметру большого отверстия конически гнезд 9 для разм ещения деталей плит 8. Диаметр d отверстий 12 заслонок равен диаметру отверстий 14, выпол- ненных в дне конических гнезд 9 плиты 8 и на 0,05 мм больше диаметра стержня деталей 6. В заслонках 10 и 13 выполнен 1 отверстия 15 для стыковочных штырей 7 магазина 4. Ход средней заслонки 11 относительно заслонок 10 и 13 равен удвоенному расстоянию 1 между осями d и D проема профильных отверстий 12. В открытом положении заслонок, при котором дуг меньшей кривизны профильных отверстий 12 заслонок образуют сквозное (в проекции) отверстие диаметром D, средняя заслонка 11 фиксируется относительно заслонок 10 и 13 эксцентриковым упором. 16 и защелкой 17. В закрытом положении заслонок, при ко тором дуги,большой кривизны отверстий пластин образуют сквозное в проекции отверстие диаметром d, средняя заслонка фиксируется эксцентриковым упором и защелкой 18. Заслонки 10, 11 и 13, эксцентриковые упоры 16, защелки 17 и 18 и стыковочные стержни 19 собраны в трафарет 20.
Заслонки 10 и 13 соединены стыковочными штырями 7.
На виброосновании 1 предусмотре - на подвижная опора заслонок для механизма ориентации деталей, содержащая раму 21, установленную в шариковых направляющих 22, на раме установлены две траверсы 2-3 с четырьмя отверстиями 24 под стыковочные штыри 19 заслонок.
В открытом положении заслонок подвижная опора фиксируется относительно виброоснования регулируемым упором 25 и защелкой 26, в закрытом - регулируемом упором 27 и защелкой 28.
Ход подвижной опоры относительно виброоснования равен расстоянию 1 между осями d и D проема профильных отверстий 12 заслонок.
Для размещения деталей в виде диска с отверстиями, например стек- лотаблеток 29, на выводах 30 предназначена кассета 31, в которой дьтолнены отверстия 32 для выводов 30.
Координаты отверстий магазина 4 заслонок (d и D) и плиты 8 строго соответ
33309
ствуют (с допуском ±0,03 мм) координа- там отверстий 32 в кассете 31 . Устройство содержит также вибропрйвод виброоснования 1 (не показан).
Устройство работает следующим , образом.
На виброоснйвание 1, находящееся в горизонтальном положении (фиг. 1),
fQ устанавливают плиту 8. На подвижную опору, зафиксированную между регу- лируемьм упором 25 и защелкой 26, в отверстия 24 траверсы 23 стыковоч- штырями 19 устанавлив ают трафа,5 рет 20 с заслонками в открытом положении. Затем на магазин 4, в котором на предьщущей операции загружены детали 6 фланцами вниз, накладывают заслонку (не показана). Магазин с заслонкой переворачивают проемами отверстий 5 вниз и устанавливают на трафарет 20 так, что стыковочные штыри 7 магазина 4 совмещаются с отверстиями 15 в заслонках крайних пластин трафарета, заслонку вьщер- ,
20
25
гивают.
0
Детали 6 стержнями проваливаются через фигурные отверстия 12 заслонок в конические гнезда 9 плиты 8. Виброоснованию 1 кратковременно сообща- ют виброперемещения. При этом стержни деталей с помощью конических гнезд для размещения деталей плиты 8 находят отверстия 14 плиты 8 и
5 устанавливаются в них. При этом фланцы деталей 6 оказьтаются выше верхней заслонки 10. Взаимное положение стержней деталей 6 и фигурных отверстий 12 заслонок по окончании вибро-
перемещений такое, как показано на фиг. 3. Фланец деталей при этом может быть в любом относительно оси стержня положении. Диаметр отверстий 5 магазина 4 выбран с таким расчетом, что фланцы деталей прокручиваются на стержнях, не задевая стенки отверстий магазина.
Затем магазин 4 снимают с трафарета 20 и, нажимая на защелку 17,
0 перемещают среднюю заслонку 11 таким образом, что ее эксцентриковый упор 16 несколько отходит от кромок заслонок 10 и V3. После этого нажимают на защелку 26 и перемещают подвиж5 ную опору виброплатформы до упора траверсы 23 в регулируемый упор 27, фиксируя ее защелкой 28. При этом поверхности дуг диаметром d фигурных
отверстий t2 заслонок 10 и 13 перемещаются вплотную к стержням деталей 6.
Затем продолжают перемещать среднюю заслонку 1t до касания эксцентрикового упора 16 кромок заслонок 10 и 13, фиксируя их защелкой 18.
При этом поверхности дуг диаметг ром d фигурйьрс отверстий 12 заслонки 11 перемещаются вплотную к стержням деталей 6, образуя загрузочный канал.
Взаимное положение стержней деталей фигурных отверстий 12 пластин заслонок такое, как показано на фиг. 5.
После этого трафарет с деталями, а затем -и плиту 8 снимают с виброоснования 1 Вместо плиты 8 на нее ус- танавливаю кассету 31, в которую на предьщущих операциях загружены стеклотаблетки 29 и выводы 30. Трафарет с деталями б устанавливают . стыковочными штьфями 19 в отверстия 24 траверсы 23, при этом концы стержней деталей устанавливаются на торцовые -ловерхности стеклотаблеток 29 против их отверстий, а фланцы деталей 6 приподнимаются над заслонками (фиг, 4).
ВиброосНчэванию .1 сообщают виброперемещения. В результате автопоиска стержни деталей 6 находят отверстия в стеклотаблетках 29 и затем отвер.- стия 32 в кассете 31 и опускаются вниз до упора фланцами в заслонку 10 Виброперемещения виброоснования прекращают (фиг. 7).
Затем, нажимая на 18 трафарета перемещают заслонку 11 таким образом, что ее эксцентриковый упор t6 несколько отходит от кромок заслонок 10 и 13, после чего нажимают на защелку 28 и перемещают подвижную опору виброоснования до упора траверсы 23 в регулируемый упор 25, фиксируя ее защелкой 26. После этого заслонку 11 дожимают до касания ее эксцентрикового упора 16 кромок защелок 10 и 13 и фиксируют ее в открытом положении защелкой 17.
Виброоснованне 1 переводят в на- клонно е положение. В связи с тем, что стержень детали 6 эксцентричен . к фланцу, в наклонном положении стержней фланцы деталей устанавливаются в положение, которое близко к соосному со стеклотаблетками 29. Взаимное положение, которое будет при этом между деталями и фигурными отверстиями 12 заслонок, показано на фиг. 3.
Виброплатформе сообщают виброперемещения, благодаря которым фланцы деталей через проемы фигурных отверстий 12 заслонок надеваются на стеклотаблетки 29. Виброперемещения виброоснования 1 прекращают.
Трафарет 20, а затем и кассету 31 снимают, виброоснование 1 пере
водят 13 горизонтальное положение. Цикл сборки закончен.
Формула изобретения
Устройство, для групповой сборки деталей преимущественно в виде стержня с фланцем с деталями в виде диска с отверстиями, содержащее виброосно- нание и механизм ориентации деталей в виде плиты с коническими гнездами для размещения-деталей и установленных над ней с возможностью возврат- но-поступательно1 о перемещения во взаимно противоположных направлениях
д,вух основных заслонок с профильными отверстиями, отличающееся тем, что, с целью расширения эксплуатационных возможностей за счет обеспечения угловой ориентации собираемых деталей, механизм ориентации
деталей установлен на виброосновании и снабжен дополнительной заслонкой с профильными отверстиями, соединенной с одной из основных заслонок,, при
этом другая основная заслонка размещена меявду первой основной и дополнительной заслонками, а виброоснова- ние установлено с возможностью качания относительно оси, параллельной плоскости заслонок механизма ориентации де:талей.
.2
Л ;/
28
ФигМ
Фмг.5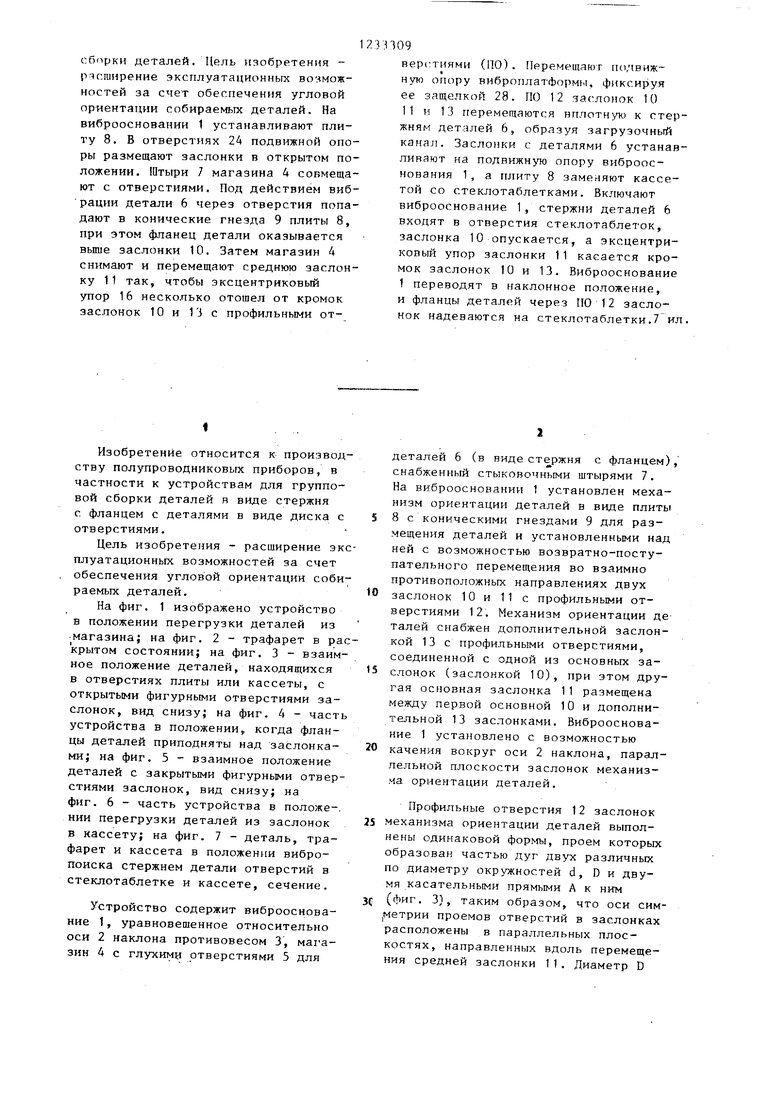

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для групповой загрузки деталей в кассеты | 1983 |
|
SU1152053A1 |
| Устройство для загрузки деталей,преимущественно в виде стержней,в кассеты | 1983 |
|
SU1162001A1 |
| Устройство для групповой сборки деталей | 1983 |
|
SU1190428A1 |
| Устройство для загрузки стержневых деталей в кассеты | 1974 |
|
SU559302A1 |
| Устройство для групповой загрузки плоских деталей | 1990 |
|
SU1780133A1 |
| Устройство для ориентации цилиндрических деталей | 1984 |
|
SU1259525A1 |
| Устройство для загрузки в кассеты выводов в виде стержней | 1972 |
|
SU444277A1 |
| Устройство для групповой загрузки плоских деталей | 1977 |
|
SU675486A1 |
| Устройство кассетной сборки деталей | 1977 |
|
SU1138861A1 |
| Устройство для загрузки деталей в сотовые кассеты | 1980 |
|
SU929395A1 |

Изобретение касается производст- :ва полупроводниковых приборов, в час- тности, устройств для групповой 73,/5 (Л с Фиг.1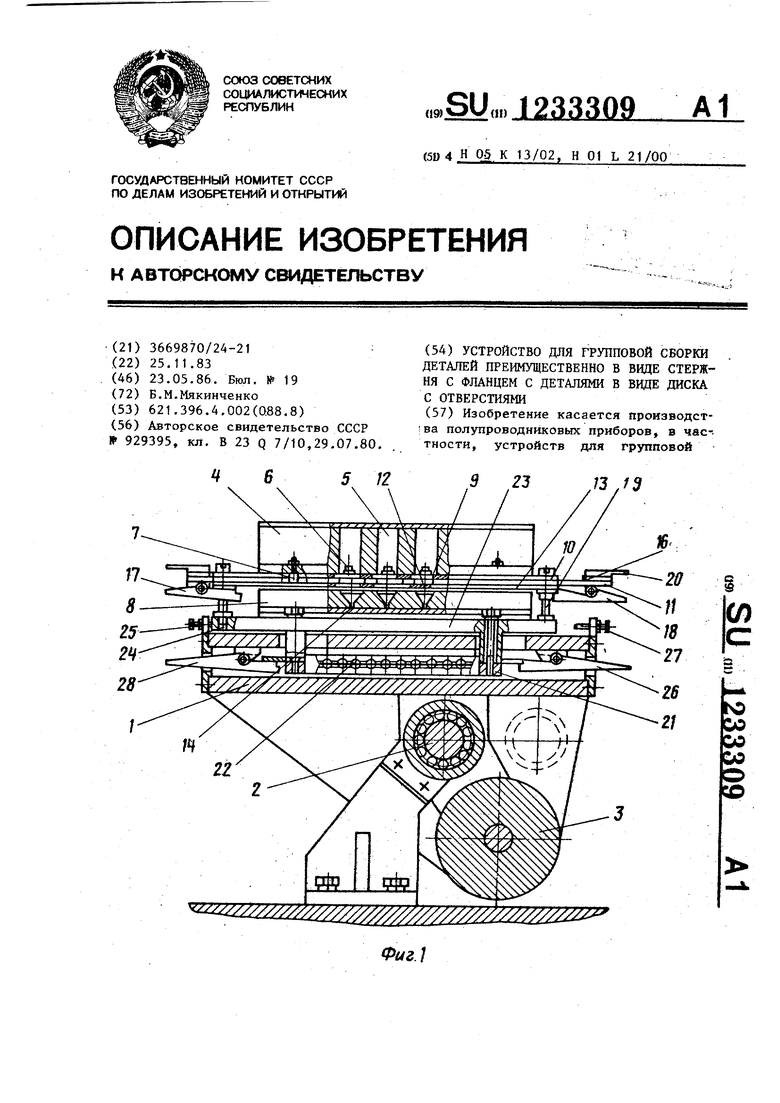
28
11
23
21
22
30
Фиг. 6
Редактор С.Саенко
Составитель В.Дрель Техред О.Гортвай
Заказ 2785/58Тираж 765Подписное
. ВНИИПИ Государственногс комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
Фиг. 7
Корректор В. Синицкая
| Устройство для загрузки деталей в сотовые кассеты | 1980 |
|
SU929395A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
