А-А
(Л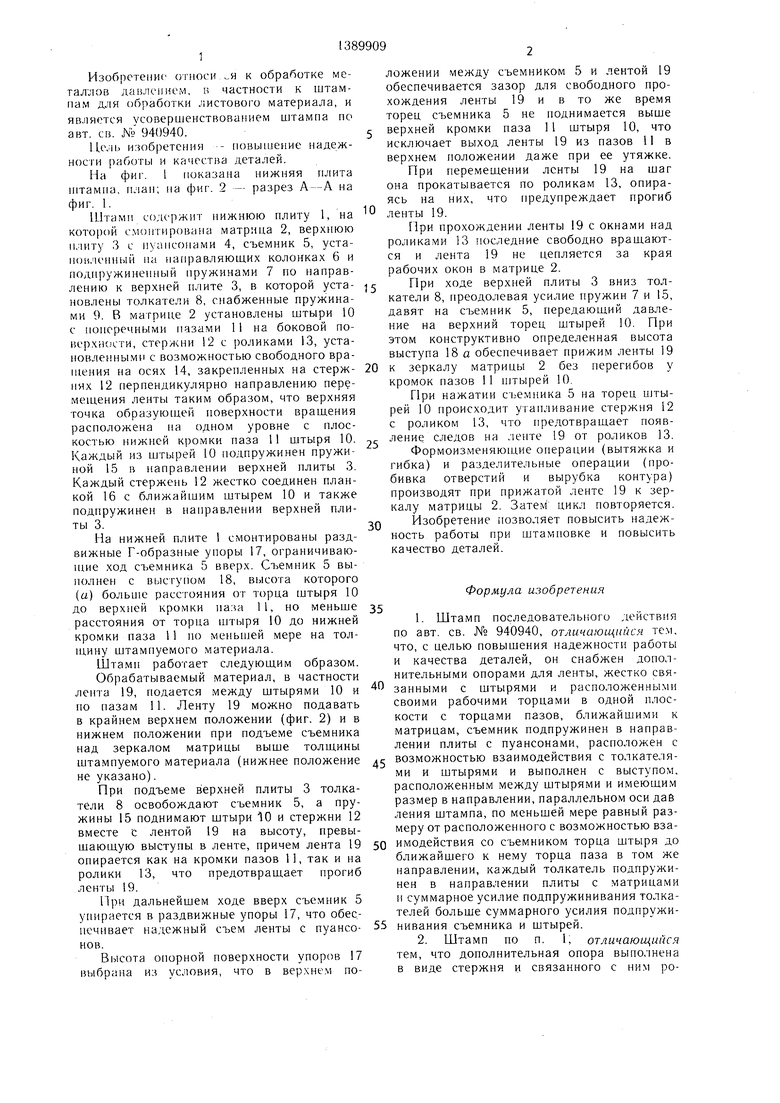
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для штамповки деталей | 1983 |
|
SU1123787A2 |
| Штамп для отрезки и гибки | 1981 |
|
SU980898A1 |
| Устройство для подачи штучных заготовок в рабочую зону штампа | 1980 |
|
SU912353A1 |
| Многопозиционный штамп для холодной объемной штамповки | 1991 |
|
SU1836172A3 |
| Штамп с автоматическим шаговым упором | 1981 |
|
SU950466A1 |
| Устройство для изготовления полых деталей из полосового и ленточного материала | 1983 |
|
SU1204302A1 |
| Устройство для штамповки деталей из листового материала В.И.Васильева | 1989 |
|
SU1660805A1 |
| Штамп для обработки листового материала | 1985 |
|
SU1294422A1 |
| Штамп с автоматическим временным упором | 1981 |
|
SU963618A1 |
| Штамп для обработки деталей из листового материала | 1989 |
|
SU1676715A1 |
Изобретение относится к обработке металлов давлением, в частности к штампам для обработки листового материала. Цель изобретения - повышение надежности в работе штампа и качества деталей. Для этого в штампе, содержащем штыри 10 с пазами 11 для направления материала (М) 19, установлены дополнительные опоры 12 для М 19, а .съемник 5 снабжен пружиной 7 и оснаш,ен выступом 18. При перемещении М 19 по пазам 11 опоры 12 поддерживают его, исключая изгиб и провалы при утяжке по краям, а выступ 18 съемника 5 исключает выскакивание М 19 вверх. 1 з. п. ф-лы, 2 ил.
7 fff
/7
со
00
со со о со
Го
Фиг. 2.
Изоб|1стенис относи я к обработке металлов лаклонием, ь частности к штампам для обработки листового материала, и является усовершенствованием штампа по авт. св. № 940940.
Це. 1Ь изобретения - повьииение надежности работы и качества деталей.
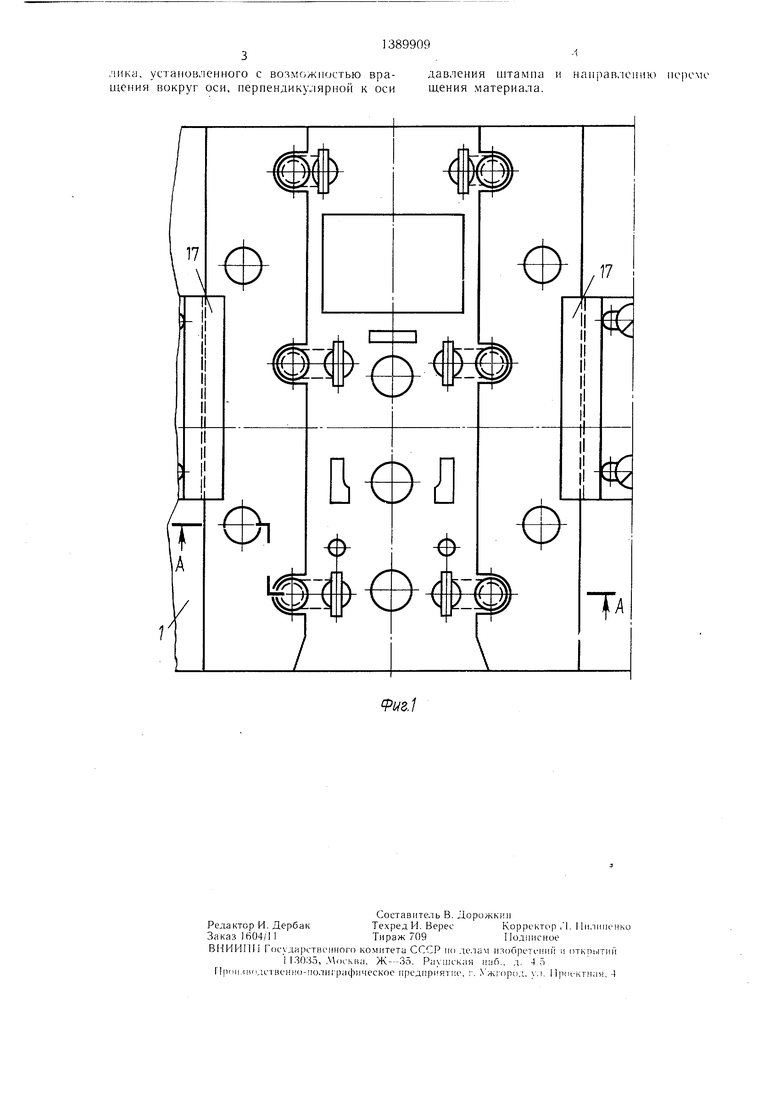
На фиг. I показана нижняя плита Н1тамна, план; на фиг. 2 - разрез А--А па фиг.
ложении между съемником 5 и лентой 19 обеспечивается зазор для свободного прохождения ленты 19 и в то же время торец съемника 5 не поднимается выше верхней кромки паза 11 штыря 10, что исключает выход ленты 19 из пазов 11 в верхнем положении даже при ее утяжке. При перемеш.ении ленты 19 на шаг она прокатывается по роликам 13, опираясь на них, что предупреждает прогиб
Штамп содержит нижнюю плиту 1, на ленты 19.
которой смонтирована матрица 2, верхнююПри прохождении ленты 19 с окнами над
роликами 13 последние свободно вращают- и лента 19
плиту 3 с пуансонами 4, съемник 5, уста- поиленный на направляющих колонках 6 и подпружиненный пружинами 7 по направлению к верхней плите 3, в которой уста- новлены толкатели 8, снабженные пружинами 9. В матрице 2 установлены штыри 10 с поперечными пазами 11 на боковой поверхности, стержни 12 с роликами 13, уста- повленными с возможностью свободного вра- псения на осях 14, закрепленных на стерж- 20 них 12 перпендикулярно направлению перемещения ленты таким образом, что верхняя точка образующей поверхности вращения расположена на одном уровне с плосся и лента 19 не цепляется за края рабочих окон в матрице 2.
При ходе верхней плиты 3 вниз толкатели 8, преодолевая усилие пружин 7 и 15, давят на съемник 5, передающий давление на верхний торец штырей И). При этом конструктивно определенная высота выступа 18 а обеспечивает прижим ленты 19 к зеркалу матрицы 2 без перегибов у кромок пазов 11 П1тырей 10.
При нажатии с ьемцика 5 на торец штырей 10 происходит утапливание стержня 12 с роликом 13, что предотврашает появкостью нижней кромки паза 11 штыря 10. js следов на ленте 19 от роликов 13.
.- ,..,-. , ,. , , f , , . ., т I-V .-X ,г fl r-l II -1 Т-1 Г- I ЧТУ .rilUlJ М/ и ГТ i riHAj-llJO Л.1Л11 С1 1/ 1)11.Ю / ri ir OITIJIJ /DLITCI М 1/- О 1J
30
35
Каждый из штырей 10 подпружинен пружи ной 15 в направлении верхней плиты 3. Каждый стержень 12 жестко соединен планкой 16 с ближайшим штырем 10 и также подпружинен в направлении верхней плиты 3.
На нижней плите 1 смонтированы раздвижные Г-образные упоры 17, ограничиваю- П1.ие ход съемника 5 вверх. Съемник 5 вы- нолнен с высгупом 18, высота которого (а) больше расстояния от торца штыря 10 до верхней кромки паза 11, но меньше расстояния от торца штыря 10 до нижней кромки паза 11 по меньшей мере на тол- И1,ину штампуемого материала.
Штамп работает следующим образом.
Обрабатываемый материал, в частности лента 19, подается между штырями 10 и по пазам 11. Ленту 19 можно подавать в крайнем верхнем положении (фиг. 2) и в нижнем положении при подъеме съемника над зеркалом матрицы выше толщины штампуемого материала (нижнее положение 45 не указано).
При подъеме верхней плиты 3 толкатели 8 освобождают съемник 5, а пружины 15 поднимают штыри 10 и стержни 12 вместе с лентой 19 на высоту, превы40
Формоизменяющие операции (вытяжка и гибка) и разделительные операции (пробивка отверстий и вырубка контура) производят при прижатой ленте 19 к зеркалу матрицы 2. цикл повторяется.
Изобретение позволяет повысить надежность работы при штамповке и повысить качество деталей.
Формула изобретения
опирается как на кромки пазов 11, так и на ролики 13, что предотвращает прогиб ленты 19.
При дальнейшем ходе вверх съемник 5 упирается в раздвижные упоры 17, что обесближайшего к нему торца паза в том же направлении, каждый толкатель подпружинен в направлении плиты с матрицами и суммарное усилие подпружинивания толкателей больше суммарного усилия подпружипечивает надежный съем ленты с пуансо- 55 нивания съемника и штырей.
Высота опорной поверхности упоров 17 выбрана из условия, что в верхнем положении между съемником 5 и лентой 19 обеспечивается зазор для свободного прохождения ленты 19 и в то же время торец съемника 5 не поднимается выше верхней кромки паза 11 штыря 10, что исключает выход ленты 19 из пазов 11 в верхнем положении даже при ее утяжке. При перемеш.ении ленты 19 на шаг она прокатывается по роликам 13, опираясь на них, что предупреждает прогиб
ленты 19.
роликами 13 последние свободно вращают- и лента 19
ся и лента 19 не цепляется за края рабочих окон в матрице 2.
При ходе верхней плиты 3 вниз толкатели 8, преодолевая усилие пружин 7 и 15, давят на съемник 5, передающий давление на верхний торец штырей И). При этом конструктивно определенная высота выступа 18 а обеспечивает прижим ленты 19 к зеркалу матрицы 2 без перегибов у кромок пазов 11 П1тырей 10.
При нажатии с ьемцика 5 на торец штырей 10 происходит утапливание стержня 12 с роликом 13, что предотврашает появ и следов на ленте 19 от роликов 13.
ГТ i riHAj-llJO Л.1Л11 С1 1/ 1)11.Ю / ri ir OITIJIJ /DLITCI М 1/- О 1J
Формоизменяющие операции (вытяжка и гибка) и разделительные операции (пробивка отверстий и вырубка контура) производят при прижатой ленте 19 к зеркалу матрицы 2. цикл повторяется.
Изобретение позволяет повысить надежность работы при штамповке и повысить качество деталей.
5
5
0
Формула изобретения
ближайшего к нему торца паза в том же направлении, каждый толкатель подпружинен в направлении плиты с матрицами и суммарное усилие подпружинивания толкателей больше суммарного усилия подпружи нивания съемника и штырей.
нивания съемника и штырей.
| Штамп последовательного действия | 1981 |
|
SU940940A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
