ступенчатой боковой поверхностью. Меньшая ступень 21 поверхности размещена у рабочего торца. Торец 22 вкладыша 17 расположен выше торца внутренней втулки 20. После преодоления усилия пружин 19 вкладьпп 17 опускается
1.
Изобретение касается обработки металлов давлением и относится к штам повой оснастке.
Цель изобретения - повьш1ение качества штампуемых деталей за счет получения деталей с ровным торцом.
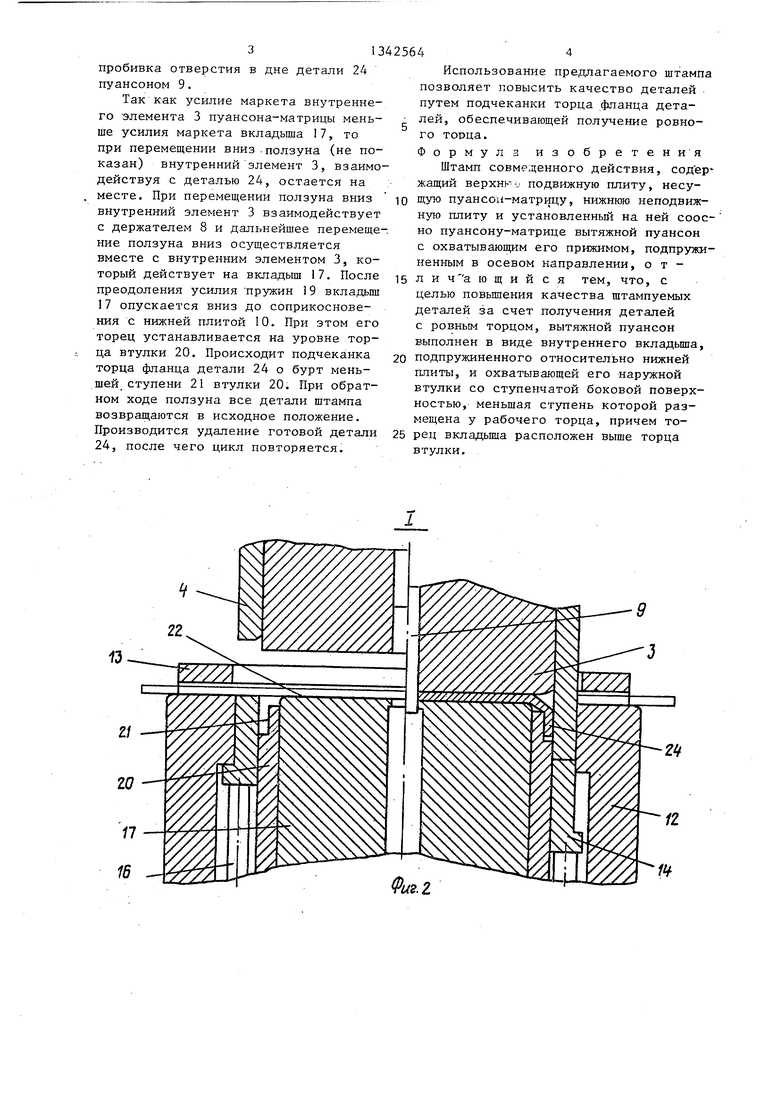
На фиг.1 изображен предлагаемый . штамп, продольный разрез; на фиг.2 - узел 1 на фиг.1, момент окончания вытяжки ; на фиг.3 - то же, момент окончания подчеканки..
Штамп содержит верхнюю подвижную плиту 1, на которой через плиту-держатель 2 смонтирован пуансон-матрица состоящий из телескопически расположенных внутреннего 3 и наружного 4 элементов..Внутренний элемент 3 установлен с возможностью осевого перемещения относительно наружного элемента 4 и опирается на верхний маркет пресса (не показан) через шпильки 5, жестко связанные шайбой 6, и толкатель 7. На поверхности наружного элемента 4 выполнена отрезная кромка. Кроме того, на верхней плите 1 с помощью держателя 8 смонтирован пробивной пуансон 9.
На нижней плите 10 через промежу точную плиту 11 жестко закреплена вырубная матрица-обойма 12, на которой установлен съемник 13. Коаксиаль но вырубной матрице-обойме 12 на нижней плите 1Q смонтирован вытяжной пуансон с охватывающим его прижимом 14. Последний установлен с возможностью осевого перемещения и подпружинен пружинами 15 через тяги 16. Пружины 15 и тяги 16 образуют собственный маркет прижима 14.
1342564
вниз до соприкосновения с плитой 10. При этом его торец 22 устанавливается на уровне торца наружной втулки 20. Вследствие этого происходит подчеканка торца детали 24 о бурт меньшей ступени 21 наружной втулки 20. 3 ил.
Вытяжной пуансон выполнен в виде внутреннего вкладьш1а 1 7, подпружиненного в осевом направлении относительно нижней плиты 10 Собственным марке- том, состоящим из опорной втулки 18 и пакета тарельчатых пружин 19, и охватывающей его наружной втулки 20 со ступенчатой боковой поверхностью,
меньшая ступень 21 которой размещена у рабочего торца. Торец 22 вкладыша 17 пуансона расположен выше торца втулки 20. Маркеты прижима 14 и вкладыша 17 размещены в стакане 23. Усилие маркета внутреннего элемента 3 пуансона-матрицы меньше усилия маркета вкладь1ша 17, а усилие маркета внутреннего вкладыша 17 больше суммарного усилия вытяжки детали и усилия
пробивки отверстия в дне детали 24 пуансоном 9.
Штамп работает следующим образом. В исходном положении ползун находится в,крайнем верхнем положении.
Заготовку (не показана) укладывают на вьфубную матрицу-обойму 12. При рабЬчем ходе обрезная кромка наружного элемента 4 производит вырубку заготовки под вытяжку. Затем наружный
элемент 4 через заготовку действует на прижим 14, который начинает опус каться. Так как усилие маркета вкла- дьша 17 больше суммарного усилия вы- тяяжи детали 24 и усилия пробивки отверстия в дне детали 24 пуансоном 9, происходит вытяжка заготовки на вытяжном пуансоне с формированием фланца детали 24 в полости, образуемой меньшей ступенью 21 вт°улки 20 и внутренней поверхностью прижима 14, и
пробивка отверстия в дне детали 24 пуансоном 9.
Так как усилие маркета внутреннего элемента 3 пуансона-матрицы меньше усилия маркета вкладьша 17, то при перемещении вниз-ползуна (не показан) внутренний элемент 3, взаимодействуя с деталью 24, остается на месте. При перемещении ползуна вниз внутренний элемент 3 взаимодействует с держателем 8 и дальнейшее перемеще ние ползуна вниз осуществляется вместе с внутренним элементом 3, который действует на вкладыш 17. После преодоления усилия пружин 19 вкладыш 17 опускается вниз до соприкосновения с нижней плитой 10. При этом его торец устанавливается на уровне торца втулки 20. Происходит подчеканка торца фланца детали 24 о бурт меньшей, ступени 21 втулки 20. При обратном ходе ползуна все детали штампа возвращаются в исходное положение. Производится удаление готовой детали 24, после чего цикл повторяется.
Использование предлагаемого щтампа позволяет повысить качество деталей путем подчеканки торца фланца дета- лей, обеспечивающей получение ровного торца. Формула изобретения
Штамп совмеденного действия, сод ер жащий верхнн- j подвижную плиту, несущую пуансон-матрицу, нижнюю неподвижную плиту и установленньй на ней соос- но пуансону-матрице вытяжной пуансон с охватывающим его прижимом, подпружиненным в осевом направлении, о т л и ю щ и и с я тем, что, с целью повьшения качества штампуемых деталей за счет получения деталей с ровным торцом, вытяжной пуансон выполнен в виде внутреннего вкладьшга,
подпружиненного относительно нижней плиты, и охватывающей его наружной втулки со ступенчатой боковой поверхностью, меньшая ступень которой размещена у рабочего торца, причем торец вкладьша расположен выше торца втулки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для изготовления полых деталей | 1987 |
|
SU1634349A1 |
| Способ изготовления полых изделий | 1989 |
|
SU1722656A1 |
| Комбинированный штамп | 1985 |
|
SU1233999A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| Штамп для глубокой вытяжки полых изделий | 1981 |
|
SU980899A1 |
| Устройство для получения полых оболочек сложной пространственной формы | 1987 |
|
SU1502149A1 |
| Штамп для изготовления конических деталей с отогнутым фланцем | 1980 |
|
SU958013A1 |
| Штамп для двухпереходной вытяжки | 1982 |
|
SU1053929A1 |
| Штамп для листовой штамповки | 1977 |
|
SU633644A1 |
| Комбинированный штамп | 1979 |
|
SU963620A1 |

Изобретение относится к области обработки металлов давлением и может быть использовано в машиностроении при изготовлении деталей типа стакан. Цель изобретения - повьппение качества штампуемых деталей за счет получения деталей с ровным торцом. Вытяжной пуансон выполнен в виде внутреннего вкладьппа 1 7 , подпружиненного относительно нижней плиты 10, и охватывающей его наружной втулки 20 со 6-5 (Л со 4 to СП О5 4 23
13
Фи.1
13
Фиг.З
| Штамп для вырубки, вытяжки и обрезки | 1977 |
|
SU624687A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
