Изобретение относится к литейному производству и может быть использовано преимущественно при изготовлении разовых пес- чано-глинистых форм.
Цель изобретения - повышение равномерности распределения плотности смеси в форме.
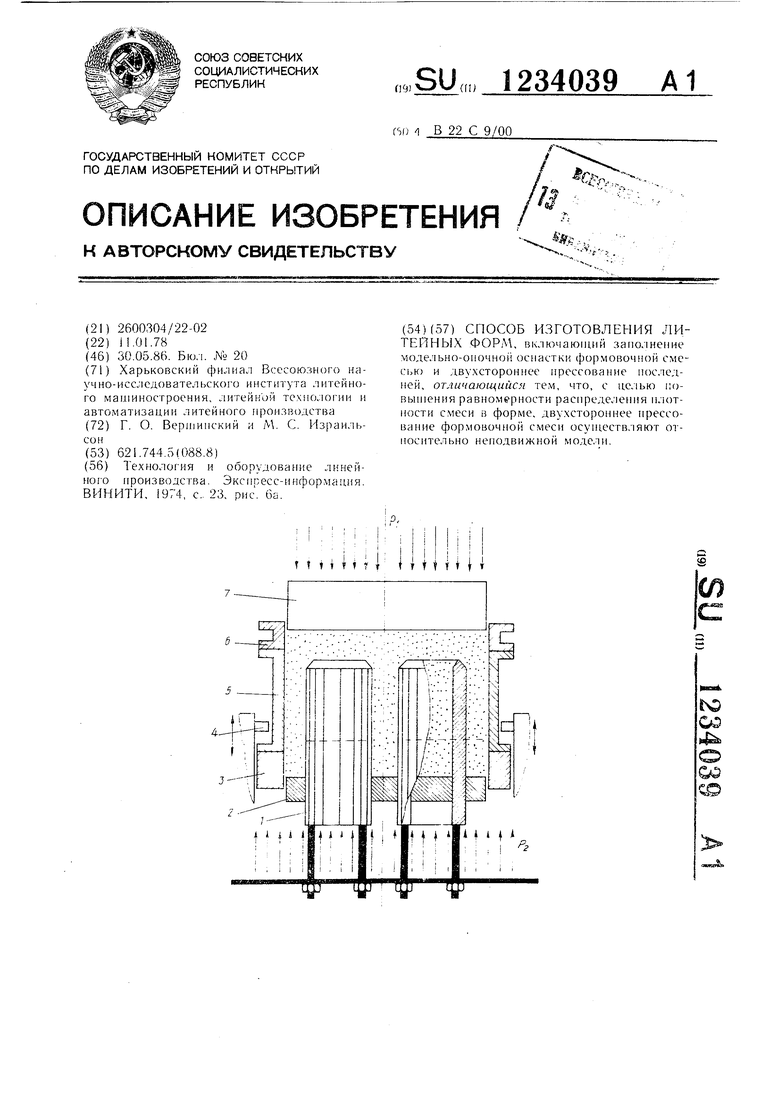
На чертеже схематически изображено устройство для реализации предлагаемого способа.
Устройство состоит из модели 1, протяжной плиты 2, нижней наполнительной рамки 3, упоров-ограничителей 4, опоки 5, верхней наполнительной рамки 6, прессовой колодки 7 и прессовых механизмов (не показаны), создающих усилия прессования P|
и Р2.
Способ осуществляют следующим образом.
Протяжную плиту 2 опускают вниз от номинала (пунктирная линия на модели) модели 1 на величину хода прессования протяжной плитой, после чего в опоку 5 и наполнительные рамки 3 и 6 засыпают формовочную смесь и прессуют одновременным встречным движением протяжной плиты 2 и прессовой колодки 7 относительно неподвижной модели 1, причем скорости движения протяжной плиты и прессовой колодки устанавливают прямо пропорциональными величинам их ходов.
При этом протяжная плита 2 перемещается вдоль модели 1 в наполнительной рамке 3 до совмещения с ладом опоки 5, а затем вместе с наполнительной рамкой 3 и опокой 5 до совмещения лада опоки с номиналом модели, что фиксируют упоры 4. В это же время прессовая колодка 7 спрессовывает формовочРедактор А. Огар Заказ 2681/11
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ППП «Патент, г. Ужгород, ул. Проектная. 4
5
ную смесь в наполнительной рамке 6 до уровня контрлада опоки 5. Таким образом, с помощью плоской прессовой колодки и протяжной плиты отпрессовывается равномерно уплотненная форма по сложной модели 1 при большой ее высоте (высота не ограничена).
При необходимости безопочной формовки опоки и верхние и нижние наполнительные рамки заменяются камерой прессования. Согласно предлагаемому способу при засыпке формовочной смеси происходит дополнительное ее профилирование в результате превыщения высоты модели над номиналом, что обеспечивает равномерность прессования столбцов смеси без необходимости ее перетекания, что, в свою очередь, позволяет применять смеси с более низкой текучестью, но с лучщими другими свойствами, например газопроницаемостью, огнеупорностью и т.д. При прессовании происходит уплотнение
смеси в узких местах между моделями, моделями и опокой при однонаправленно действующих силах внешнего трения на всех вертикальных поверхностях модели. Тем самым обеспечивается равномерное уплотнение формовочной смеси по всему объему. Одно5 временно это позволяет получать формы с «болванами вместо проставки стержней. Способ позволяет также путем регулирования высот наполнительных рамок, величины превышения модели над номинало.м и положения ограничивающих упоров варьировать величины ходов и условия нижнего и верхнего прессования в широких пределах от .0 до максимума, т.е. подбирать требуемые условия для каждой модели, причем перенастройка процесса не требует сложных операций или за.мены оснастки.
0
Составитель В. Яковлев
Техред И. ВересКорректор .. Обручар
Тираж 757Подписное
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для двухстороннего прессования литейных форм | 1978 |
|
SU789204A1 |
| Машина для изготовления литейных форм | 1979 |
|
SU864661A1 |
| СПОСОБ ДВУСТОРОННЕГО УПЛОТНЕНИЯ ФОРМ | 1992 |
|
RU2017563C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2472600C1 |
| Способ изготовления литейных форм | 1988 |
|
SU1565572A1 |
| Формовочная машина | 1975 |
|
SU569371A1 |
| Устройство для протяжки модели | 1972 |
|
SU441092A1 |
| Устройство для двухстороннего прессования литейных форм | 1987 |
|
SU1470426A1 |
| СПОСОБ УПЛОТНЕНИЯ СМЕСИ | 1971 |
|
SU425718A1 |
| Многопозиционный прессово-формовочный автомат проходного типа | 1979 |
|
SU978461A1 |
| но го г | |||
| О | |||
| Вертинский и М | |||
| С | |||
| ПОРТСИГАР С ПРИСПОСОБЛЕНИЕМ ДЛЯ СКРУЧИВАНИЯ ПАПИРОС | 1922 |
|
SU621A1 |
| Экспресс-информация | |||
| ВИНИТИ, с. | |||
| рис | |||
| ьа | |||
| Т t t i t t | |||
