Изобретение относится к технике унлотнения смеси из пластически текучих и сыпучих материалов и может быть использовано, в частности, в литейном производстве для уплотнения фомоБочной смеси.
Известен воздушно-импульсный способ уплотнения формовочной смеси с использованием сжатого воздуха.
Однако неуплотнение верхнего слоя формы, возникающее вследствие фильтрации воздуха через него, вызывает необходимость дополнительного уплотнения формы или же срезки верхнего неуплотненного слоя, что приводит к повышенному расходу формовочной смеси. Кроме того, воздух при низком к.п.д. его использования расходуется в больших количествах.
Предлагаемый способ отличается от известного тем, что прессование смеси начинают до подачи имнульса сжатого воздуха и заканчивают после него.
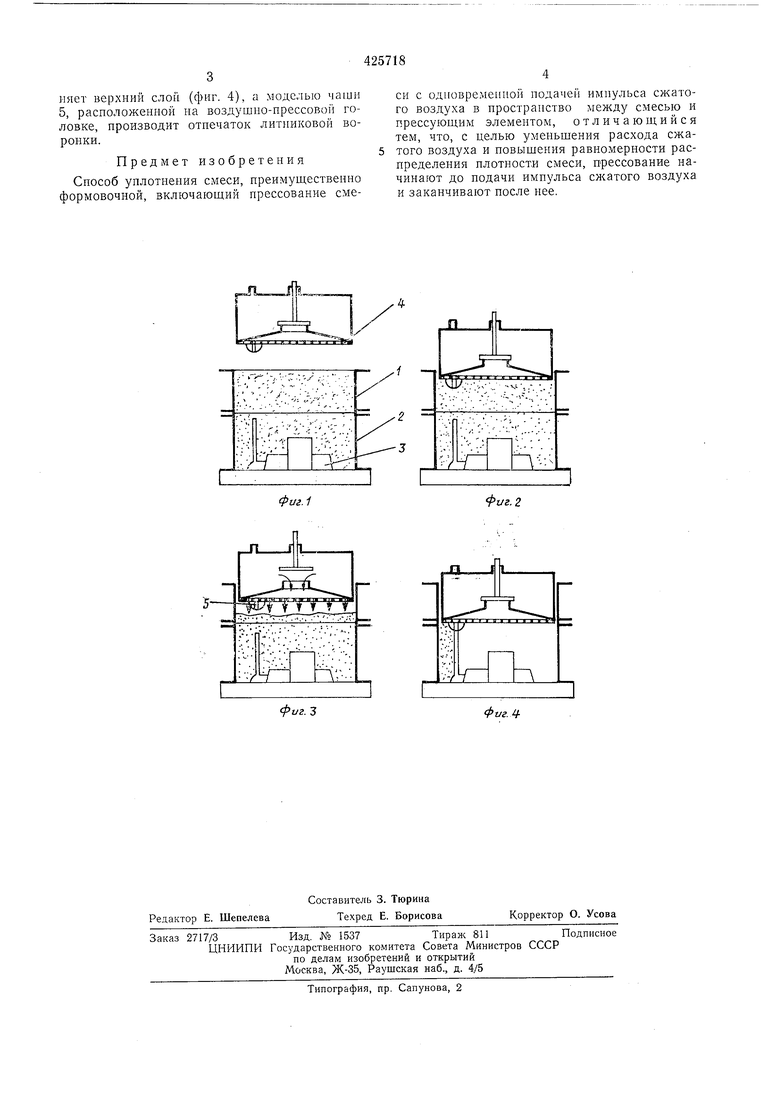
Способ иллюстрируется фиг. 1, 2, 3 и 4.
Заполненный формовочной смесью комплект, состояш:ий из наполнительной рамки 1, опоки 2 и модели 3 (фиг. 1), устанавливают под воздушно-прессовую головку 4. Воздушно-прессовая головка 4 заходит сверху в наполнительную рамку 1 комплекта (фиг. 2). Эта операция может осуществляться различными путями: поднятием комплекта вверх при
неподвижной воздушно-прессовой головке, опусканием воздушно-прессовой головки при неподвижном комплекте или при одновременном движении комплекта и головки навстречу
друг другу.
При движении воздушно-прессовой головки 4 в полость наполнительной рамки 1 происходит уплоткепие верхнего слоя смеси нижней плитой головки. После этого дается импульс
сжатого воздуха (фиг. 3), который, попадая на верхний, предварительно уплотненный слой смеси, уплотняет весь объем смеси, вытесняя ее из наполнительной рамки в опоку. Воздушно-прессовая головка, продоллсая
двигаться в полость наполнительной рамки 1 вслед за смесью, перемешаемой воздухом, стремится к сокращению объема воздушного пространства между смесью и нижней плитой головки, тем самым поддерживая первопачальное давление воздуха этой полости.
В тот период, когда уплотняющее действие воздуха заканчивается, воздушно-прессовая головка 4, продолжая двигаться через полость наполнительной рамки 1 к верхнему ладу опоки 2, сжимает оставшийся воздух, фильтрация которого резко сократилась за счет увеличения плотности смеси, и воздушной подушкой доуплотняет смесь. Дойдя до формовочной смеси, нижняя плоскость воздушно-прессовой головки доуплотняет верхний слон (фиг. 4), а моделью чаши 5, расположенной на воздушно-прессовой головке, производит отпечаток литниковой воронки.
Предмет изобретения
Способ уплотнения смеси, преимущественно формовочной, включающий прессование смеси с одновременной нодачей импульса сжатого воздуха в пространство между смесью и прессующим элементом, отличающийся тем, что, с целью уменьщения расхода сжатого воздуха и повыщения равномерности распределения плотности смеси, прессование начинают до подачи импульса сл атого воздуха и заканчивают после нее.
| название | год | авторы | номер документа |
|---|---|---|---|
| Формовочная машина для изготовления нижних полуформ | 1985 |
|
SU1276429A1 |
| Способ уплотнения зернистых материалов и устройство для его осуществления | 1990 |
|
SU1791073A1 |
| Оснастка для изготовления литейных форм | 1982 |
|
SU1115843A1 |
| Формовочная машина для изготовления литейных форм | 1984 |
|
SU1217561A1 |
| Формовочная машина для изготовления разовых литейных форм | 1985 |
|
SU1276430A1 |
| Формовочная машина | 1987 |
|
SU1535669A1 |
| СПОСОБ УДАРНО-ПРЕССОВОГО ФИЛЬТРАЦИОННОГО УПЛОТНЕНИЯ ПЕСЧАНО-ГЛИНИСТЫХ ФОРМ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2385784C2 |
| Многопозиционный прессово-формовочный автомат с плавающей оснасткой | 1981 |
|
SU969425A1 |
| Формовочная машина | 1981 |
|
SU982841A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2472600C1 |
пI 1
Р :-{ .:;.
фиг.З
Фиг.Ц
