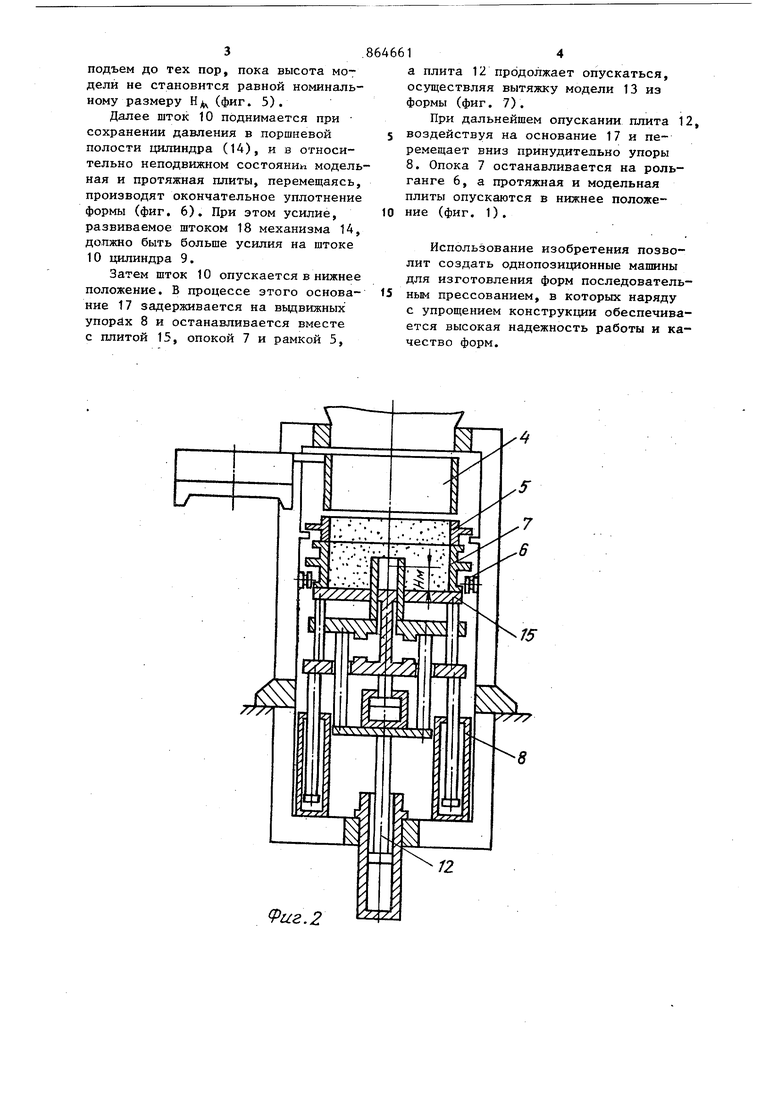
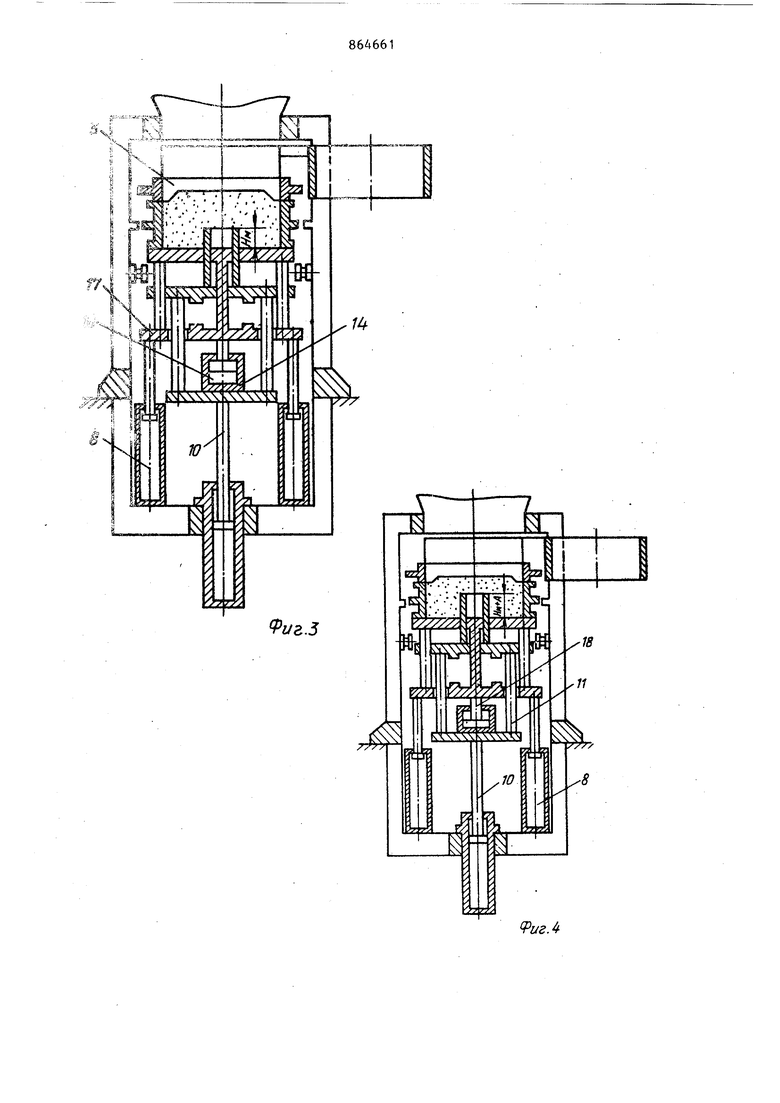
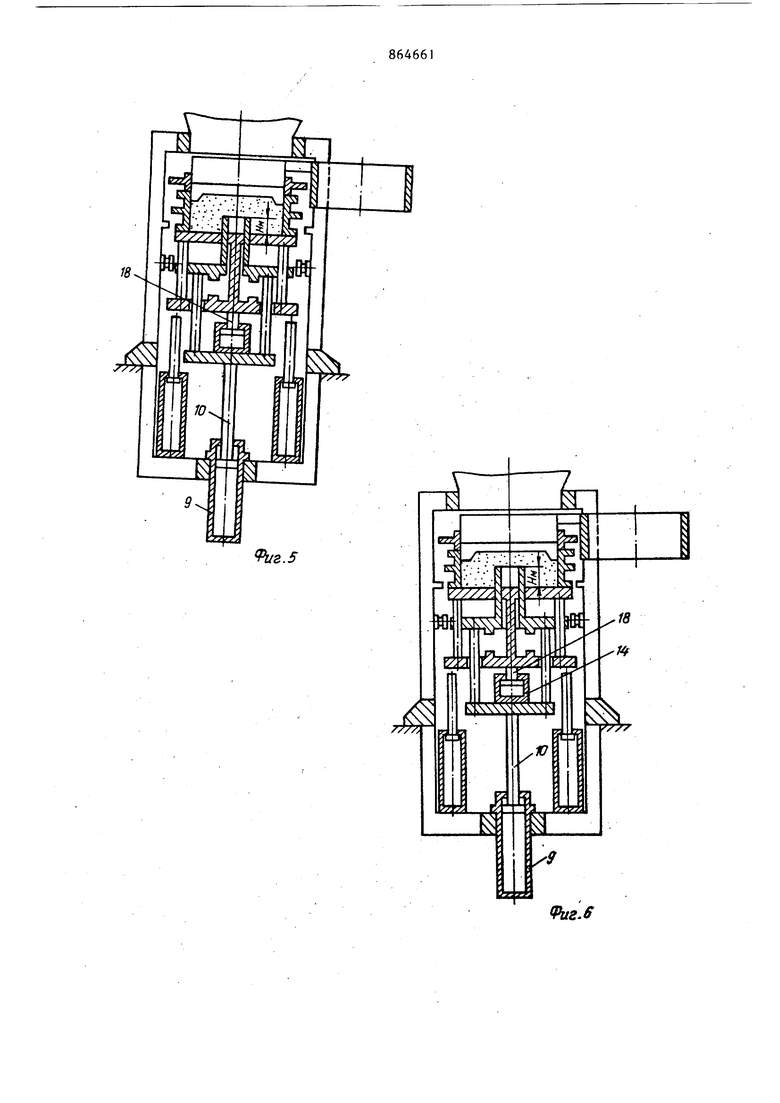
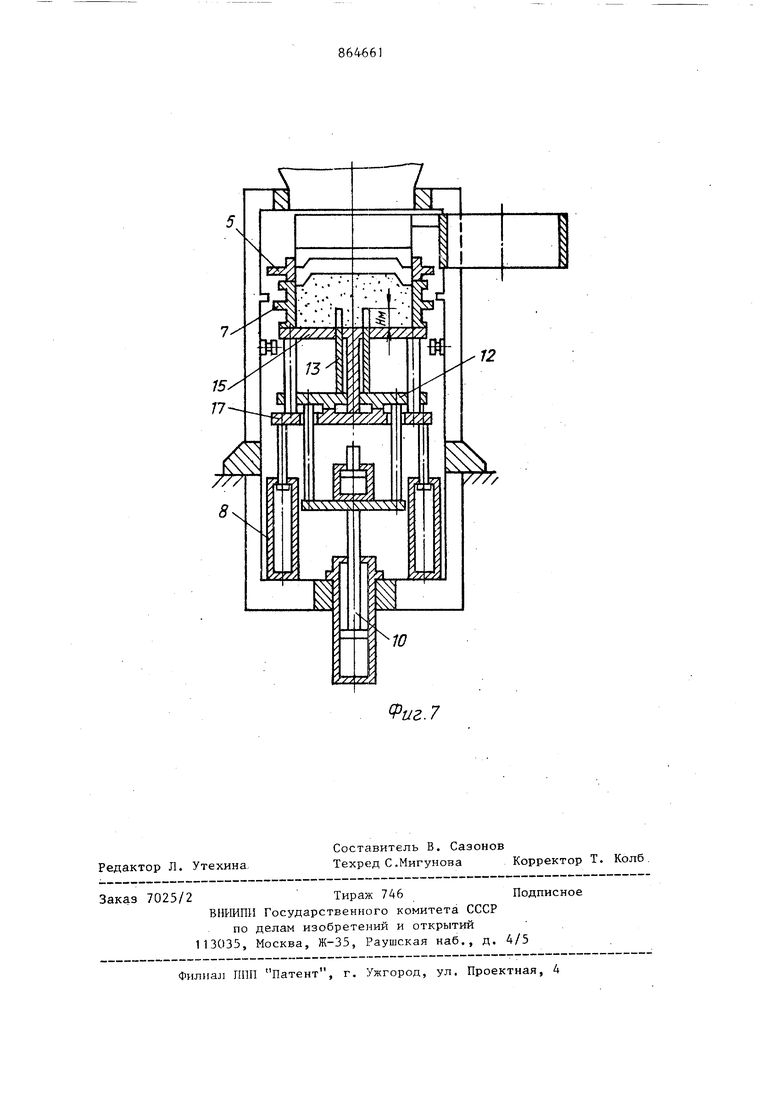
Изобретение относится к литейном производству, в частности к машинам для изготовления литейных форм сложной конфигурации последовательным прессованием. Известна трехпозиционная машина для изготовления литейных форм способом последовательного прессования содержащая раму, устройство для заполнения опок формовочной смесью, прессовую, плиту,наполнительную рамку модельную и протяжную плиты, прессовый цилиндр и подвижные упоры D К недостаткам известной машины относятся: сложность конструкции, вьфажающаяся в наличии специального механизма вытяжки модели, установка которого приводит к увеличению веса и габарита машины, синхронизация скоростей штока прессового цилиндра и механизма перемещения модели при уплотнении смеси протяжной плитой, что усложняет машину за счет введения средст регулировки скоростей и не обеспечивает надежности выполнения технологического процесса. Цель изобретения - повьциение надежности работы, улучшение качества форм и упрощение конструкции. Указанная цель достигается тем, что в предложенной машине шток прес сового цилиндра скреплен с модельно плитой, и на нем установлен привод прессования протяжной плитой. На фиг. 1 изображена машина; на фиг. 2-7 последовательность операци Машина содержит раму 1, на которой установленыустройство 2для запол нения опок формовочной смесью,подвиж ные прессовая колодка 3 и воронка 4 наполнительная рамка 5, рольганг 6 для опок 7, подвижные упоры 8 и пре совый цилиндр 9. На штоке 10 прессового цилиндра помощью штанг 11 закреплена модельная плита 12 с моделью 13 и установ лен механизм 14 прессования протяжной плитой 15. По направляющим 16, связывающим протяжную плиту с основанием 17, ор ентируется модельная плита. Протяжная плита 15 жестко связана с основанием 17 направляющими 16. Механизм 14 прессования протяжно плитой вьтолнен в виде цилиндра со штоком 18, причем расстояние между торцом штока 18 в выдвинутом положении и основанием 17 равно номинальной высоте модели Н.. Работа машины поясняется на фигурах 1-7. По рольгангу 6 в машину подается опока 7. Вьщвижением штока 10 цилиндра 9 поднимается модельная плита 12 до уровня, при котором модель 13 выступает над плитой 15 на свой номинальный размер . При этом шток 18 механизма 14 полностью выдвинут и входит в контакт с основанием 17. При подъеме штока 10 цилиндра 9 поднимаются модельная плита 12 и механизм 14. В момент контакта штока 18 в выдвинутом положении с основанием 17 обеспечивается установка модели по отношению к протяжной плите на величину Н... м При дальнейшем подъеме штока 10 плита 15 спаривается с опокой 7, снимает ее с рольганга 6 и совмещает с наполнительной рамкой 5 (фиг. 2). В этом положении производится засыпка смеси в опоку и рамку 5 через воронку 4 устройством 2. Затем плита 3 перемещается в положение над рамкой 5 (фиг. 3). Шток 10 цилиндра 9 выдвигается на величину, необходимую для предварительного прессования формовочной смеси.Шток 18 механизма 14 остается при этом в вьщвинутом положении. В результате обеспечивается совместный подъем модельной и протяжной плит. К концу предварительного прессования к основанию 17 подводятся подвижные упоры 8 (фиг. 3). По окончании предварительного прессования шток 10 продолжает движение вверх, а шток 18 опускается со скоростью, равной или большей, чем скорость подъема штока 10. При этом протяжная плита остается неподвижной, опираясь на упоры 8. Таким образом, осуществляется операция внедрения модели на необходимую величину в пределах хода механизма 14 (фиг. 4). По окончании операции внедрения модели шток 10 останавливается (поршневая полость цилиндра 9 запирается) , а шток 18 поднимается в верхнее положение при неподвижной модельной плите, осуществляя прессование протяжной плитой, т.е. ее подъем до тех пор, пока высота модели не становится равной номинальному размеру Н; (фиг. 5). Далее шток 10 поднимается при сохранении давления в поршневой полости цилиндра (U), и в относительно неподвижном состоянии модель ная и протяжная плиты, перемещаясь, производят окончательное уплотнение формы (фиг. 6). При этом усилие, развиваемое штоком 18 механизма 14, должно быть больше усилия на штоке 10 цилиндра 9, Затем шток 10 опускается в нижнее положение. В процессе этого основание 17 задерживается на выдвижных упорах 8 и останавливается вместе с плитой 15, опокой 7 и рамкой 5, . 14 а плита 12 продолжает опускаться, осуществляя вытяжку модели 13 из формы (фиг. 7).. . При дальнейшем опускании плита 12, воздействуя на основание 17 и перемещает вниз принудительно упоры 8. Опока 7 останавливается на рольганге 6, а протяжная и модельная плиты опускаются в нижнее положение (фиг. 1). Использование изобретения позволит создать однопозиционные машины для изготовления форм последовательным прессованием, в которьпс наряду с упрощением конструкции обеспечивается высокая надежность работы и качество форм. г.5 Puz.f
77
иг.7
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для двухстороннего прессования литейных форм | 1978 |
|
SU789204A1 |
| ОДНОПОЗИЦИОННЫЙ ФОРМОВОЧНЫЙ АВТОМАТ | 1990 |
|
RU2014943C1 |
| Трехпозиционная формовочная машина | 1976 |
|
SU880611A1 |
| Многопозиционный прессово-формовочный автомат проходного типа | 1979 |
|
SU978461A1 |
| Формовочная машина | 1975 |
|
SU569371A1 |
| Прессово-формовочный автомат про-ХОдНОгО ТипА | 1979 |
|
SU806233A1 |
| Четырехпозиционная карусельная машина опочной формовки | 1986 |
|
SU1430178A1 |
| Устройство для изготовления литейных форм | 1988 |
|
SU1526884A1 |
| Многопозиционный прессово-формовочный автомат с плавающей оснасткой | 1981 |
|
SU969425A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2472600C1 |
МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ способом последовательного прессования, содержащая раму, устройство для заполнения опок формо-: вочной смесью, прессовую плиту, наполнительную рамку, модельную и протяжную плиты, прессовый цилиндр и подвижные упоры, отличающая-, с я тем, что, с целью повьппения надежности работы, улучшения качества форм и упрощения конструкции, шток прессового цилиндра скреплен с модельной плитой и на нем установлен привод прессования протяжной плитой. «С
| Трехпозиционная машина для изготовления форм | 1972 |
|
SU515570A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
