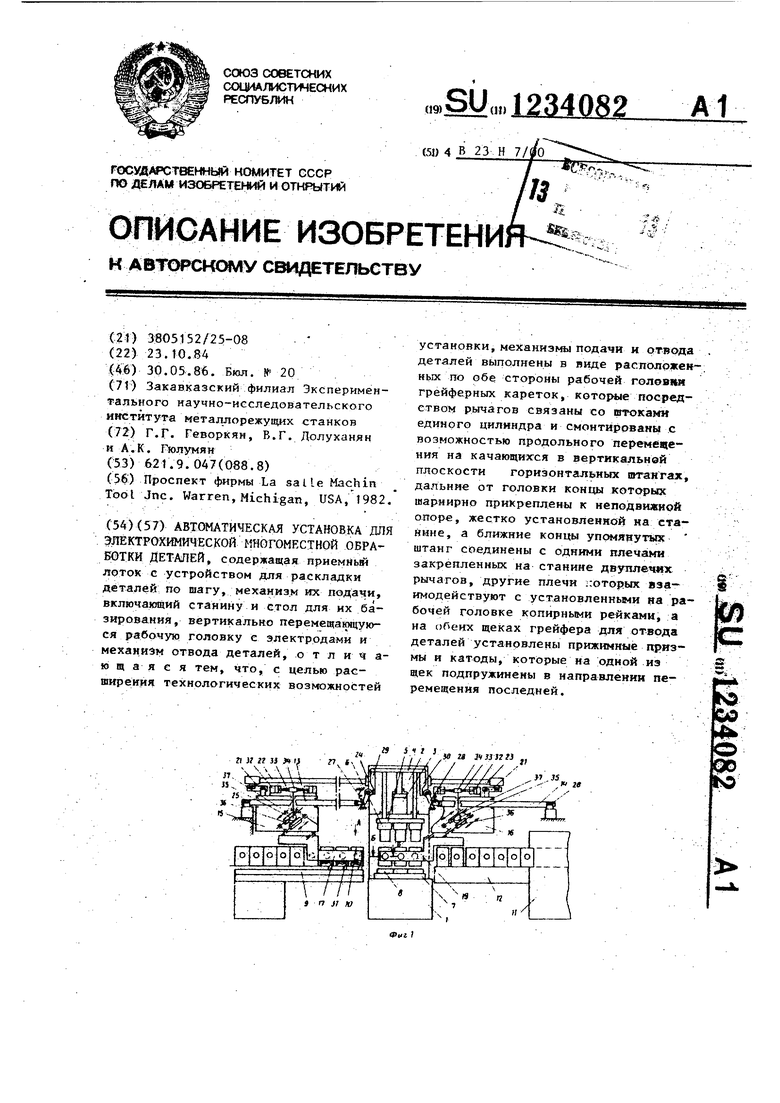
Изобретение относится к электрофизическим и электрохимическим методам обработки, в частности к автоматической установке для электрохимической многоместной обработки деталей.
Цель изобретения - расширение технологических возможностей за счет того, что установка позволяет одновременно обрабатывать несколько расположенных под углами отверстий.
На фиг. 1 схематически показана установка общий вид; на фиг. 2 - вид А на фиг. Г; на фиг. 3 - разрез Б-Б на фиг. 1J на фиг. 4 - разрез В-В на фиг. 2.
На станине 1 станка смонтирована рабочая головка 2 с гидроцилиндром
15 резины. Штифт 4 удерживает их от проворота. Электроды-инструменты 6, закрепленные на планшайбе 5, имеют расположенные оппозитно обрабаты- ваемьм кромкам поршня ленточки 48
3 для перемещения траверсы 4 с планшайбой 5, на которой закреплены верх-20 (Г. 4). Электролит к этим, кром- ние электроды-инструменты 6. На ста- кам подается через отверстие 49. Для Нине смонтирован стол 7, на котором обработки кромок, расположенных на устанавливаются электроды-инструменты днище поршня, на столе 7 установлен 8, Слева от станка расположен меха- электрод-инструмент 8, ленточки 50 и низм 9 раскладки обрабатываемых порш- 25 51 которого заходят за контур поршня ней 10 по шагу, а справа - моечная машина 11. с приемньм лотком 12. По обе стороны станка на штангах 13 и 14 установлены грейферная каретка 15 для подачи заготовок поршней на зо стол и грейферная каретка 16 для отвода обработанных поршней. На этих каретках смонтированы грейферные щеки 17-20 соответственно (фиг.2). Грейферные каретки 15 и 16 через рычаги 21 связаны со штоками 22 и 23 гидроцилиндра 24. Штанги 13 и 14
на глубину 3 . Подвод электролита к этим кромкам осуществляется через отверстие 52 в столе.
Установка работает следующим образом.
35
За исходное принимается положение органов установки, когда грейферные каретки 15 и 16 сдвинуты влево и штангами 13 и 14 под воздействием возвратных пружин рычагов 27 и 28 приподняты, траверса 4 электро- химического станка находится в верхнем положении,щеки 17 и 18 каретки 15 сбл1Ежены и удерживают под направляющим-лотком механизма 9 три заготовки поршня, а щеки 19 и 20 каретки 16- находятся в рабочей зоне станка н удерживают над электродом-инструментом 8 обработанные в предыдущем цикле поршни. С этого положения начинается загрузка станка заготовками и отвод обработанных деталей, что осуществляется гидроцилиндром 24, которьй перемещает штоки 22, 23 и каретки 15 и 16 в правое крайнее положение. Затем цилиндр 3 опускает траверсу 4 станка. По пути копирные рейки 29 и 30, надавливая на ролики рычагов 27 и 28, опускают ближние 55 от станка концы штанг 13, 14 с каретками 15 и 16. В это время приводы грейферных щек, включающие гидроцилиндры 32, гатоки с зубчать ми
на дальних от станка концах имеют оси качания 25 и 26, а ближними концами через двуплечие рычаги 27 и 28 закреплены на станине 1.
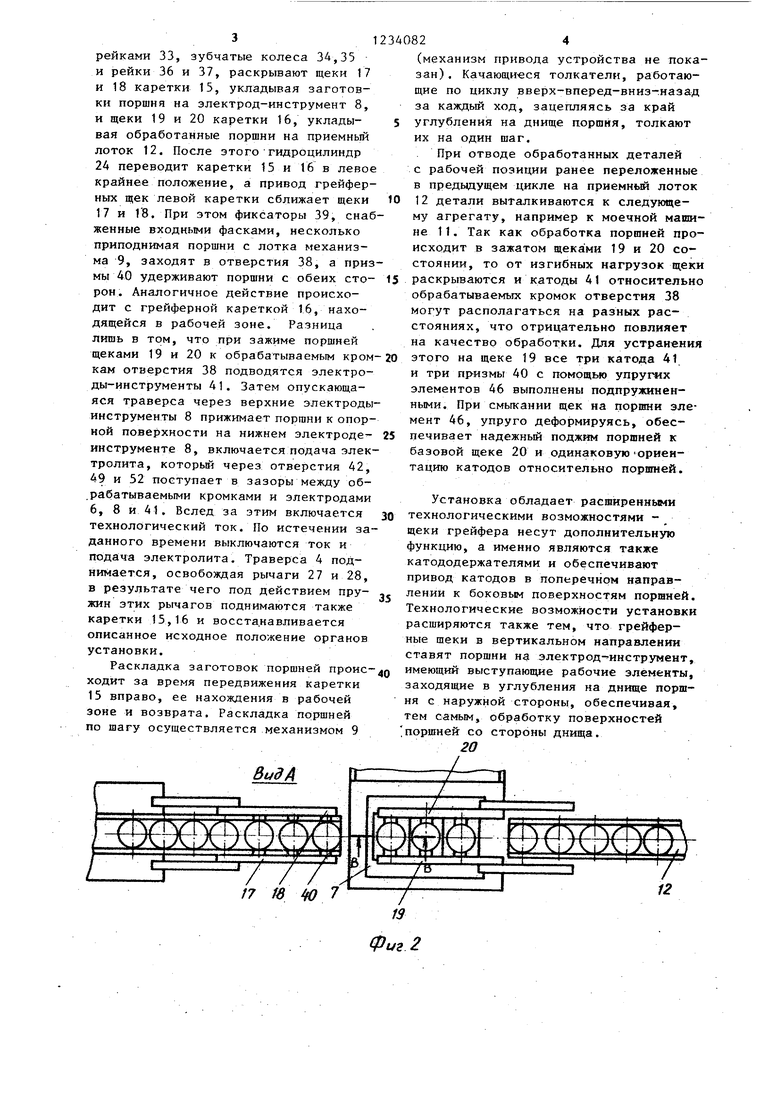
На траверсе 4 установлены копирны рейки 29 и 30. Перемещение поршней 10 и раскладка по шагу осуществляются кача1«цими толкателями 31 (привод толкателей не показан). Для подйода и отвода грейферных щек предусмотрены гидроцидиндры 32, штоки которых в середине выполнены в виде зубчатой рейки 33, находящейся в зацеплении с зубчатым колесом 34. На валу этого колеса посажено другое колесо 35, связанное с рейками 36 и 37, которые жестко связаны со щеками 17,18 и 19, 20 соответственно. На щеках по оси отверстий 38 (фиг.З) под поршневой палец установлены фиксаторы .39, призмы 40, а на щеках 19 и 20 дололнительно к ним - также электроды ин- струменты (катоды) 41.рабочие Ленточки которых расположены оппозитно обрабатываемым кромкам отверстия 38.
Электролит к этим кромкам подается с внутренней полости поршня через продольные 42 и радиальные 43 отверстия в фиксаторах 39. Ток к электродам-инструментам 41 подводится через
шины 44 и 45. Призмы 40 и катоды 41, расположенные на щеке 19 отводящего грейфера 16, вместе с шиной 45 выполнены подпружиненными при помощи упругого элемента 46, например из
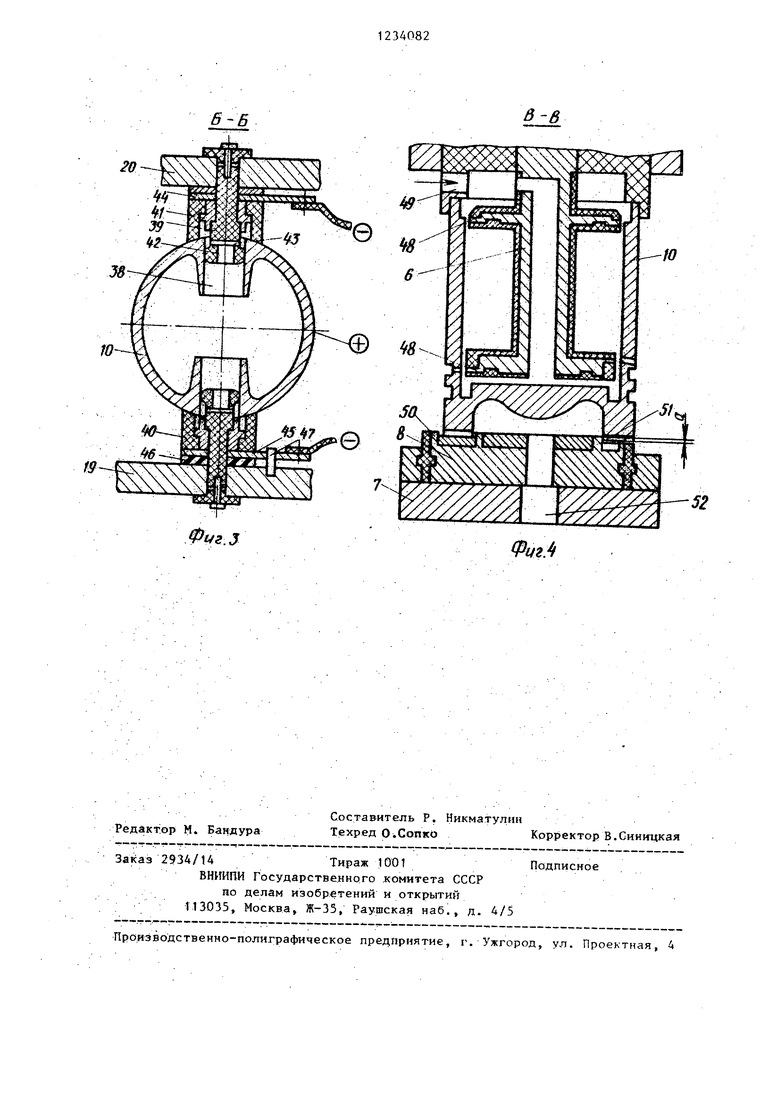
резины. Штифт 4 удерживает их от проворота. Электроды-инструменты 6, закрепленные на планшайбе 5, имеют расположенные оппозитно обрабаты- ваемьм кромкам поршня ленточки 48
(Г. 4). Электролит к этим, кром- кам подается через отверстие 49. Для обработки кромок, расположенных на днище поршня, на столе 7 установлен электрод-инструмент 8, ленточки 50 и 51 которого заходят за контур поршня
(Г. 4). Электролит к этим, кром- кам подается через отверстие 49. Для обработки кромок, расположенных на днище поршня, на столе 7 установлен электрод-инструмент 8, ленточки 50 и 51 которого заходят за контур поршня
на глубину 3 . Подвод электролита к этим кромкам осуществляется через отверстие 52 в столе.
Установка работает следующим образом.
(Г. 4). Электролит к этим, кром- кам подается через отверстие 49. Для обработки кромок, расположенных на днище поршня, на столе 7 установлен электрод-инструмент 8, ленточки 50 и 51 которого заходят за контур поршня
За исходное принимается положение органов установки, когда грейферные каретки 15 и 16 сдвинуты влево и штангами 13 и 14 под воздействием возвратных пружин рычагов 27 и 28 приподняты, траверса 4 электро- химического станка находится в верхнем положении,щеки 17 и 18 каретки 15 сбл1Ежены и удерживают под направляющим-лотком механизма 9 три заготовки поршня, а щеки 19 и 20 каретки 16- находятся в рабочей зоне станка н удерживают над электродом-инструментом 8 обработанные в предыдущем цикле поршни. С этого положения начинается загрузка станка заготовками и отвод обработанных деталей, что осуществляется гидроцилиндром 24, которьй перемещает штоки 22, 23 и каретки 15 и 16 в правое крайнее положение. Затем цилиндр 3 опускает траверсу 4 станка. По пути копирные рейки 29 и 30, надавливая на ролики рычагов 27 и 28, опускают ближние от станка концы штанг 13, 14 с каретками 15 и 16. В это время приводы грейферных щек, включающие гидроцилиндры 32, гатоки с зубчать ми
31
рейками 33, зубчатые колеса 34,35 и рейки 36 и 37, раскрывают щеки 17 и 18 каретки 15, укладывая заготовки поршня на электрод-инструмент 8, и щеки 19 и 20 каретки 16, укладывая обработанные поршни на приемный лоток 12. После этогогидроцилиндр 24 переводит каретки 15 и 16 в левое крайнее положение, а привод грейферных щек левой каретки сближает щеки 17 и Г8. При этом фиксаторы 39, снаб женные входными фасками, несколько приподнимая поршни с лотка механизма 9, заходят в отверстия 38, а приз мы 40 удерживают поршни с обеих сторон. Аналогичное действие происходит с грейферной кареткой 16, находящейся в рабочей зоне. Разница лишь в том, что при зажиме поршней щеками 19 и 20 к обрабатываемым крон кам отверстия 38 подводятся электроды-инструменты 4 1. Затем опускающаяся траверса через верхние электроды инструменты 8 прижимает поршни к опорной поверхности на нижнем электроде инструменте 8, включается подача электролита, коТорьй через отверстия 42, 49 и 52 поступает в зазоры между об- .рабатываемыми кромками и электродами 6, 8 и 41. Вслед за этим включается технологический ток. По истечении заданного времени выключаются ток и подача электролита. Траверса 4 поднимается, освобождая рычаги 27 и 28, в результате чего под действием пружин этих рычагов поднимаются также каретки 15,16 и восстанавливается описанное исходное положение органов установки.
Раскладка заготовок поршней происходит за время передвижения каретки 15 вправо, ее нахождения в рабочей зоне и возврата. Раскладка поршней по шагу осуществляется механизмом 9
340824
(механизм привода устройства не показан) . Качающиеся толкатели, работающие по циклу вверх-вперед-вниз-.назад за каждый ход, зацепляясь за край 5 углубления на днище поршня, толкают их на один шаг.
При отводе обработанных деталей с рабочей позиции ранее переложенные в предыдущем цикле на приемный лоток 10 12 детали выталкиваются к следующе- му агрегату, например к моечной машине 11. Так как обработка поршней происходит в зажатом щеками 19 и 20 состоянии, то от изгибных нагрузок щеки 15 раскрываются и катоды 41 относительно обрабатываемых кромок отверстия 38 могут располагаться на разных расстояниях, что отрицательно повлияет на качество обработки. Для устранения 20 этого на щеке 19 все три катода 41 и три призмы 40 с помощью упругих элементов 46 выполнены подпружиненными. При смыкании щек на поршни элемент 46, упруго деформируясь, обес- 25 печивает надежньй поджим поршней к базовой щеке 20 и одинаковую Ориентацию катодов относительно поршней.
Установка обладает расширенными технологическими возможностями - щеки грейфера несут дополнительную функцию, а именно являются также катододержателями и обеспечивают привод катодов в поперечном направлении к боковьм поверхностям поршней. Технологические возможности установки расширяются также тем, что грейферные шеки в вертикальном направлении ставят поршни на электрод- инструмент, имеющий выступаюпще рабочие элементы, заходящие в углубления на днище поршня с наружной стороны, обеспечивая, тем самьм, обработку поверхностей поршней со стороны днища. 20
Фт 2
б В
0 в
W
Фыг.З
Редактор М. Бандура
2934/14Тираж 1001Подписное
ВНИИПИ Государствениого комитета СССР
но делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Фиг.4
Составитель Р. Иикматулин
Техред О.СопкоКорректор В.Сииицкая
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления обрезиненного кордного полотна и устройство для его осуществления | 1977 |
|
SU736866A3 |
| СТАНОК ДЛЯ МНОГООПЕРАЦИОННОЙ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ ЛИСТОВОГО МЕТАЛЛА | 1971 |
|
SU415071A1 |
| ПАТЕНТВС-ТЕХШ-ЧЕОКАЯ. .RHbisHnTFHA | 1970 |
|
SU285563A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО ФИНИШНОГО ФОРМООБРАЗОВАНИЯ ПОВЕРХНОСТИ ГАЛЕВ ТКАЦКИХ СТАНКОВ | 2000 |
|
RU2201851C2 |
| Машина для термической резки листов | 1981 |
|
SU998031A1 |
| Установка для электроэрозионного легирования | 1987 |
|
SU1549685A1 |
| СБОРНЫЙ ГИПЕРБОЛОИДНЫЙ ЧЕРВЯЧНЫЙ ЗУБОРЕЗНЫЙ ИНСТРУМЕНТ, СМЕННЫЕ ПОВОРОТНЫЕ НЕПЕРЕТАЧИВАЕМЫЕ РЕЖУЩИЕ ПЛАСТИНЫ ДЛЯ ЕГО ОСНАЩЕНИЯ И СПОСОБ ИХ ЭКСПЛУАТАЦИИ | 2014 |
|
RU2634565C2 |
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ | 1998 |
|
RU2169061C2 |
| Устройство для подгибки кромок изделий из листового материала | 1977 |
|
SU725742A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ КРОМОК ПЛОСКИХ ИЗДЕЛИЙ | 2011 |
|
RU2481185C2 |
| Проспект фирмы La salle Machin Tool Jnc | |||
| Warren, Michigan, USA, 1982. |
