Изобретение относится к пайке, в частности к способам пайки деталей с некапиллярными зазорами, и может быть использовано в различных областях машиностроения.
Целью изобретения является повы- ш1ение качества паяных соединений путем более полного заполнения зазора припоем.
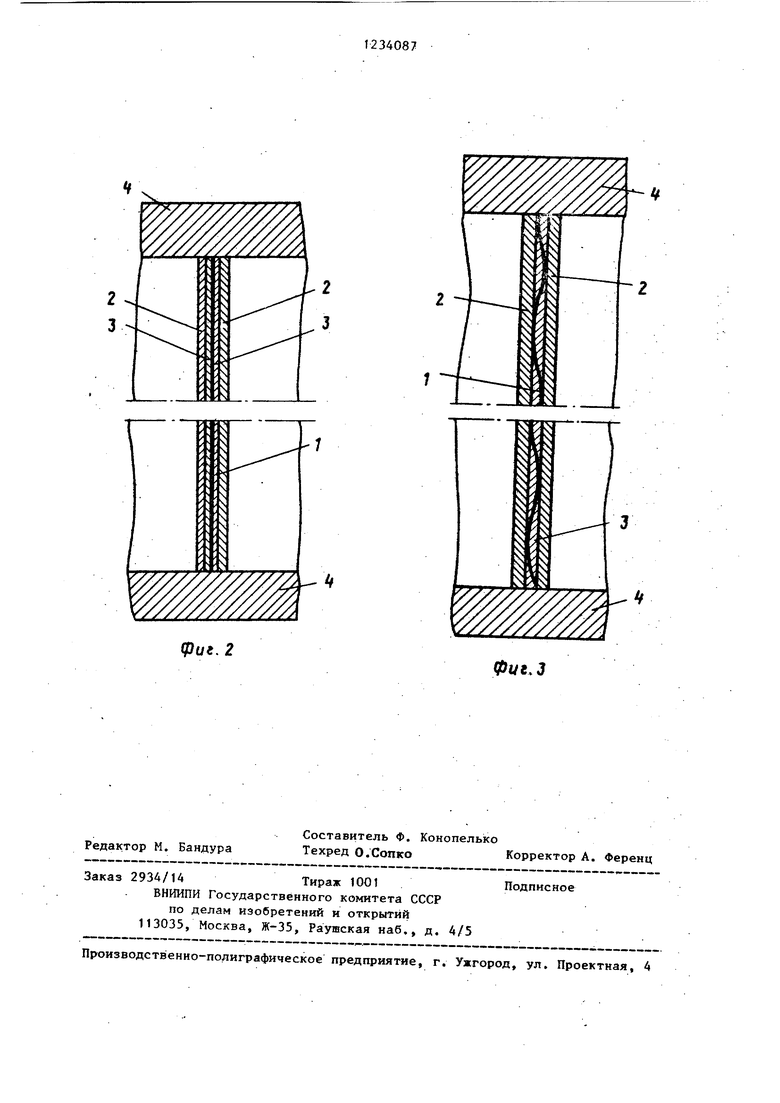
На фиг. 1 изображена форма компенсационной црокладки, формированной при температ5фе выше интервала температур мартенситного превращения материала прокладки; на фиг.2 - соединение с компенсационной проклад кой, собранное под пайку, на фиг.З - паяное соединение с компенсационной прокладкой.
Заготовку, из которой изготавливают прокладки, предварительно нагревают выше температуры обратимого мартенеитного превращения и деформируют для придания ей требуемой формы, например наносят неглубокие продольные гофры с определенным шагом и высотой, а затем прокладку помещают между паяе ными деталями в прй- цессе сборки узла под пайку, собирая детали с минимальньм зазором. Сборку производят при температуре ниже температуры мартенситного превращения материала прокладки.
В процессе нагрева узла под пайку, при превышении температуры мартенситного превращения для используемого материала прокладки, происходит обратимая пластическая деформация металла прокладки, находящейся в зазоре, прокладка стремится к восстановлению своей первоначальной формы с образованием приданных ей гофр, которые разделяют образующиеся широкие и неравномерные паяльные зазоры на короткие участки, способные к капиллярному удержанию жидкого припоя до его кристаллизации.
Из ленты никелида титана (47-50% никеля, титан - остальное) толщиной 0,3 мм путем горячей деформации при температуре выше интервала мартенситного превращения зтого материала формируется компенсационная прокладка 1 с интервалом между гофрами 10- 15 мм и высотой гофр 1,0-1,5 мм,
В процессе сборки узла под пайку между паяемыми деталями 2 нахлесточ340872
ных соединений помещают заготовки припоя 3 из фольги толщиной 0,1-мм, а между ними помещают прокладку 1, производят плотное поджатие деталей
5 2 друг к другу и сборку остальнь1х деталей 4 в оснастке (не показано), после чего производят пайку в печи в контролируемой атмосфере.
При нагреве в процессе пайки,
10 при достижении температуры выше интервала температур мартенситного превращения никелида.титана, из которого выполнена прокладка, происходит обратимая деформация прокладки 15 1, которая выполняет роль компенсатора капиллярности в широкозазорном и неравномерном соединении, образующемся в результате высокотемпературной деформации паяемых деталей 2.
20 Плотно прилегая вершинами гофр к стенкам паяемых деталей, компенсационная прокладка разделяет зазор на отдельные участки протяженностью 10-15 мм, образуя капиллярные макрополости, в
25 которых жидкий припой в процессе пайки удерживается вплоть до затвердевания при последующем охлаждении па- яемого узла.
Пример, Данный способ приме30 няли при пайке натурного образца
сердцевины ячеистого стального теплообменника с некапиллярными паяемыми соединениями, величина зазоров в которых составляла 0,1-1,0 мм, длина нахлестки 180 мм, ширина нахлестки 25 мм. Пайку производили припоем марки ВПр2. Печную пайку собранного узла проводили при 1050 С в контейнере с проточной нейтрально-восстано вительной атмосферой смеси аргона с продуктами высокотемпературного разложения фторбората калия.
Паяные соединения имеют заполнение некапиллярного зазора припоем
j по всей площади нахлестки.
Использование компенсационной прокладки из материала с эффектом памяти формы позволяет получать качественную пайку соединений с некаjQ пиллярными и неравномерными паяльными зазорами большой протяженности и развитой площадью нахлестки, находящихся в процессе пайки в любом пространственном положении, в том числе - в вертикальной плоскости, когда обычным способом пайки не удается получить плотнопрочные паяные соединения35
2 3
1
-7
.2
Редактор М, Бандура
Составитель Ф. Конопелько
Техред О.СопкоКорректор А. Ференц
Заказ 2934/14Тираж 1001
ВНИИПИ Государственного кo fflтeтa СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб,, д. 4/5
Производственно-полиграфическое предприятие, г, Ужгород, ул. Проектная, 4
фиг.З
Подписное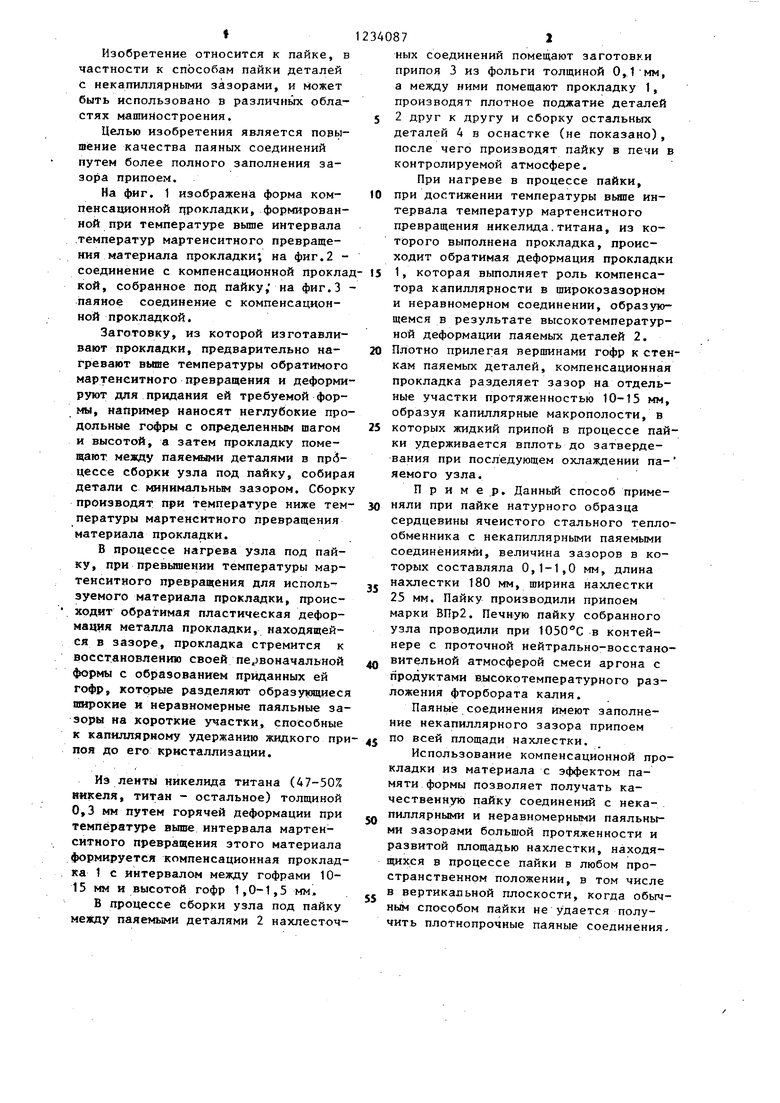
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ пайки деталей с неравномерными широкими зазорами | 1981 |
|
SU988478A1 |
| Способ пайки телескопических соединений | 1981 |
|
SU967702A2 |
| Способ пайки | 1982 |
|
SU1077727A1 |
| Способ пайки деталей с неравномерными широкими зазорами | 1984 |
|
SU1219284A1 |
| Способ пайки телескопических соединений | 1975 |
|
SU570464A1 |
| Способ пайки | 1975 |
|
SU539698A1 |
| Способ капиллярной пайки | 1985 |
|
SU1323273A1 |
| Способ капиллярной пайки | 1980 |
|
SU941038A1 |
| Способ пайки изделий с развитыми паяемыми поверхностями | 1976 |
|
SU664774A1 |
| СПОСОБ КОМПОЗИЦИОННОЙ ПАЙКИ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 1997 |
|
RU2129060C1 |
| Способ пайки | 1975 |
|
SU539698A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Способ пайки деталей с неравномерными широкими зазорами | 1981 |
|
SU988478A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
