I
Изобретение относится к области пайки, в частности к способам пайки деталей с неравномерными широкозазорными нахлесточными соединениями, .и может применяться в производстве теплообменных аппаратов или других областях машиностроения.
Цель изобретения - повышение качества паяных соединений за счет более плотного заполнения зазоров припоем, снижения трз доемкости изготовления паяной конструкции путем устранения операции жесткой фиксации концов деформирующей прокладки.
Способ осуществляется следующим образом.
При сборке деталей в паяемом зазоре помещают припой и прокладку из биметалла. На прокладке предварительно выполнены риски глубиной не менее толщины слоя металла, на который они нанесены. Собранные детали нагревают до.температуры пайки,
В процессе пайки прокладка, помещенная в зазор между деталями, вследствие разности коэффициента термического расширения металлических слоев деформируется, разделяя некапиллярный зазор на отдельные участки малой протяженности, в которых жидкий припой удерживается в процессе пайки, и охлаждения изделия вплоть до застывания припоя.
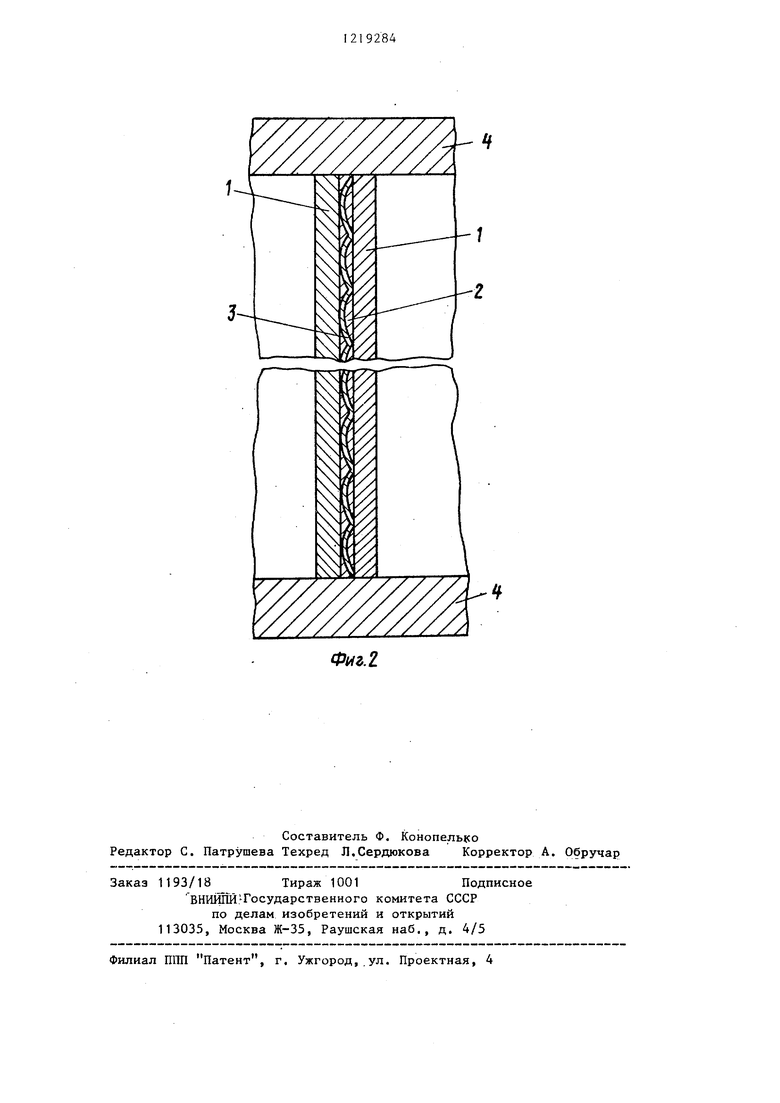
На фиг. 1 изображена сборки деталей под пайку; на фиг. 2 - паяное соединение и характер распределения прокладки в паяном шве.
Между паяемыми деталями 1 помещают две дозированные заготовки припоя 2 из медной фольги толщиной 0,08 мм, а между пластинами припоя помещают биметаллическую прокладку 3j активный слой который выполнен из стали 75ГНД, а пассивный - ЗбН толщиной О,1 мм. Собранная таким образом под пайку сотовая часть каркаса
20
192842
теплообменника помещается между щеками 4 и жестко зажимается в оснастке (не показана), после чего производится пайка в печи с контролируе- . мой атмосферой.
В процессе высокотемпературной пайки биметаллическая прокладка 3 деформируется до начала плавления припоя 2j образуя макрополости, коIQ тррые разделяют некапиллярный широкий зазор на отдельные участки малой протяженности (фиг. 2).в которых жидкий припой удерживается в процессе пайки и охла;едения вплоть до застыJ2 вания припоя.
При таком расположении прокладка способна удерживать жидкий припой в некапиллярном зазоре большой протяженности, не позволяя ему стекать вниз под дейстаием силы тяжести. На фиг. 3 показана схема нанесения рисок на поверхности прокладки. Они наносятся со стороны активного слоя глубиной до пассивного слоя, обуславj, ливая места.перегибов, для распределения прокладки в зазоре с определенным интервалом изгибов. Расстояние между поперечными рисками Ю-15мм, а продольными - 3-5 мм.
Пайка производится в контейнере с проточной нейтрально-восстановительной атмосферой аргона и продуктов разложения фторбората калия с нагревом в электропечи.
Режим пайки следующий: нагрев до
35 П20-1140 С -со скоростью 250- 300 град/ч; вьщержка при 1120-1140 С в течение 10 мин; охлаждение вместе с контейнером в проточном аргоне до 50 G;, расход аргона в процессе пайки и ох40 лаждения 10-12 л/мин.
Изобретение позволяет получать качественные паяные соединения деталей с неравномерными, щирокими зазорами, находящиеся в процессе пайки
в любом пространственном положении.
30
Фиг.2
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ пайки деталей с неравномерным и некапиллярными зазорами | 1984 |
|
SU1234087A1 |
| Способ пайки деталей с неравномерными широкими зазорами | 1981 |
|
SU988478A1 |
| Способ пайки | 1982 |
|
SU1077727A1 |
| Способ автовакуумной пайки | 1984 |
|
SU1668063A1 |
| СПОСОБ КАПИЛЛЯРНОЙ ПАЙКИ ДЕТАЛЕЙ ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ В ВИДЕ ШТУЦЕРА И ЦИЛИНДРИЧЕСКОЙ ВТУЛКИ | 2006 |
|
RU2375160C2 |
| Состав наполнителя некапиллярных паяльных зазоров | 1986 |
|
SU1397227A1 |
| СПОСОБ КОМПОЗИЦИОННОЙ ПАЙКИ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 1997 |
|
RU2129060C1 |
| СПОСОБ ПАЙКИ КОНСТУРКЦИЙ ИЗ РАЗНОТОЛЩИННЫХ ЭЛЕМЕНТОВ | 1988 |
|
SU1557823A1 |
| Способ пайки телескопических соединений | 1981 |
|
SU967702A2 |
| СПОСОБ ПАЙКИ ТЕЛЕСКОПИЧЕСКИХ КОНСТРУКЦИЙ | 1998 |
|
RU2156182C2 |

| Способ пайки | 1975 |
|
SU539698A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Способ пайки деталей с неравномерными широкими зазорами | 1981 |
|
SU988478A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
